精细化模面设计在汽车覆盖件修冲模具中的应用
汽车覆盖件类模具的模面设计是指依据DL图数据与结构实体,对模具数字模型进行加工适应性模面改造,其意义是通过模面的细化设计控制编程质量,提升模具制造质量与效率。修冲模的主要工作原理是利用冲子切除或拉延成形后的工艺补充部分的材料。
拉延或成形后,制件板料拉伸变薄,由于模具制造中的加工误差、装配误差等因素的影响,工序件与模具并不完全贴合,需要钳工手工研配、调试工作形面及刃口的间隙以完成模具的修冲任务。而按照传统的模面设计制造的模具,需要钳工花费大量的时间研配凸凹模和压料芯等,研配量大,而其中一部分并不是必须完成的,导致研合效率低。在模面设计阶段,通过进行局部形面紧压和空开技术的改造,能有效减少钳工的研配量,提高研合率。
模面设计者输入DL图工序数模后,首先需要对工序数模进行预处理,防止在后期的程序编制中由于片体异常而产生程序无法生成、程序生成慢、过切和跳刀等各种问题。预处理通常用检查几何体、缝合重新构造面等方法,去掉工序数模中的微小缝隙、自相交面、锐刺/细缝、碎面、丢失面以及扭曲面等异常片体,最终使工序数模光顺且能够缝合成一个完整的模面,不重叠、不相交。通常工序数模的公差,产品部分最低要求G1(相切)连续,工艺补充部分最低要求G0(位置)连续。
修冲下模的模面设计
1.工艺处理
下面以某项目的前风窗上横梁内板修冲模为例,详细介绍模面细化方案。
(1)整体数模补充
预处理后的工序数模,参考DL图工序数模和结构实体要求,对整体数模进行补充。如果直接采用工序数模进行模面的加工,因铸造后实体变形等因素,易产生加工不到位或扎刀等情况。
(2)边界和挡刀辅助面的设计
一般采用边界控制程序走刀范围,考虑铸造后实体变形及程序刀路的连贯性等,边界大出实体10 mm,平缓面一般都能加工到位。而对于陡峭面的加工,还需考虑刀具大小的影响,需适当加大边界。这种情况下,仅用边界控制走刀范围,需要根据加工刀具的大小不断调整边界大小。若在陡峭面底部做出挡刀辅助面(位置深度参考淬火前最大使用刀具的半径值)以控制刀具加工深度,那么此时边界可以适当加大,只要保证最大刀具能加工到位即可。因此,陡峭面采用边界和挡刀辅助面双重控制的方式加工到位。
(3)工艺路线融入
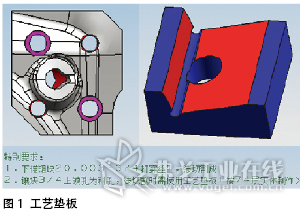
模面设计时应考虑技术要求和加工工艺性,提前做出预判,为编程提供不同加工方式下所需要的模面以及轮廓。例如考虑镶块的淬火加工方式、镶块的单件与组合加工方式、刃口数控加工或线切割加工方式等。如图1所示,下模镶块的锁孔刃口采用线切割加工方式。模面设计时提前考虑工艺加工方式和加工设备,为镶块设计出带角度的工艺垫板,加工时把镶块装入工艺垫板使刃口垂直,再进行线切割加工。
(4)特殊工艺处理
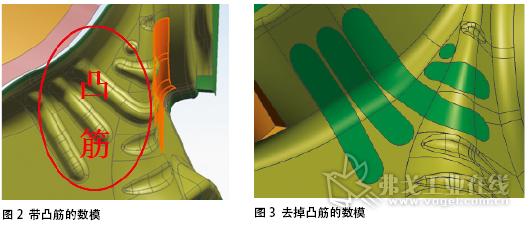
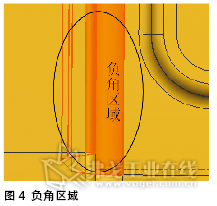
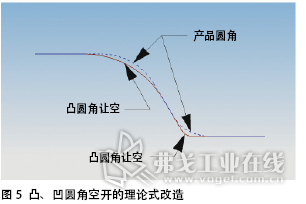
①对于非工作区域里带有凸筋的数模(图2),模面设计时可以进行去掉处理(图3)。若保留凸筋,其区域需要进行多把小刀清角才能加工到位,但加工效率低,且制件在凸筋处易变形,需要钳工研配,增加工作量,降低了研配效率;②对数模中带负角的区域(图4),模面设计时必须去掉。若保留负角区域,会使模具的上下模干涉,需钳工手工修掉,增加研配量。去掉负角后需重新构造模面,新构造的模面设计为带角度的倾斜面而非立面,加工时能降低抗刀性。
2.下模凸圆角、凹圆角的空开改造
修冲模中,修边线20 mm以外的凸、凹圆角不参与工作。而制件的圆角在拉延或成形后由于回弹等因素影响易产生变形,与下模干涉。传统处理方法是钳工在研配、调试中根据制件实际情况,花费大量时间来打磨凸圆角,深清凹圆角。在模面设计阶段就对凸、凹圆角进行空开改造(图5),可有效减少钳工研配量,缩短制造周期。凸、凹圆角的空开改造有两种实现方法——数模法(图6)和编程法。
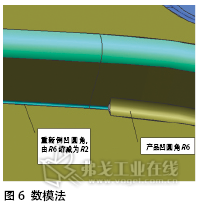
(1)数模法
即通过倒圆角或构造面的方式重新构造模面的凸、凹圆角。数模法的改造值更趋向于理论数值,其优点为:①编程时无须单独考虑凸、凹圆角的间隙问题,与下模模面一起放间隙,减小人工出错概率;②产生的程序刀路在凸、凹圆角处与改造前一样,不需要编程人员手工编辑刀路;③数控加工时无额外的跳刀、抬刀等现象,节省加工时间;④加工后的凸、凹圆角光顺,基本不需要钳工手工研配,省时省力。其缺点为:模面设计时需要花费大量的时间重新倒圆角或构造面,工作量成倍增加,如复杂的车门内、外板等,耽误制造周期节点。
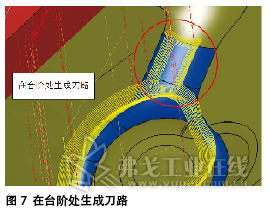
(2)编程法
即模面设计时仅识别并分割需要改造的凸、凹圆角,编程时利用软件的间隙设置,用程序来控制凸、凹圆角的空开。其优点为:①模面设计时的工作量减少,只需识别和分割凸、凹模圆角;②利用软件设置凸、凹圆角的空开量,简单、清晰。其缺点为:①凸、凹圆角形面空开后,其与两侧的模面形成台阶差,编程软件认为此处为跟部状态,应进行清角处理,因此在台阶处形成清角刀路(图7),刀路复杂,需编程人员手工编辑;②数控加工时,清角的刀路增加,跳刀、抬刀等现象频繁出现,导致加工工时增加,刀具磨损加重,最终导致成本增加;③加工后凸、凹圆角处有台阶或加工不到位现象,需钳工根据实际情况进行研配。
修冲模的模面质量要求相对于拉延模的要低,实际模面设计时,应综合考虑这两种方法来对凸、凹圆角进行改造。简单的模面,如果手工倒圆角容易,优先选用数模法;复杂的模面,则优先选用编程法。
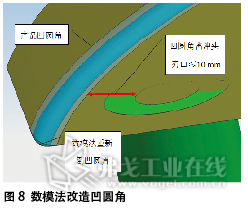
对于靠近刃口10 mm区域内的凸、凹圆角,必须用数模法进行改造(图8)。如果用编程法,刀路会在凸、凹圆角处生成台阶,会引起刃口变形、降低刃口强度等。
3.下模工艺补充、废料刀的空开
下模的工艺补充即修边线20 mm外区域,空开2 mm,减少钳工研配量;下模废料刀后端的平缓段,空开2 mm,减少钳工研配量。
修冲压件器、修边刀块的模面设计
1. 修冲压件器
压件器的模面设计不再是单纯地加工,而是实施新技术,即按模具的工作意图对模面进行局部形面不等间隙的紧压和空开等改造,从技术上提高模面的研合率,降低钳工研配、调试的工作量。
(1)紧压
紧压是通过改变非基准侧形面,减小模具局部区域形面的凸、凹模间隙,小区域预留微量研配量来实现快速提高模具研合率的有效方法。紧压区域是根据冲压件的功能情况来确定,紧压量是依据CAE减薄率分析与实践经验值确定。对修冲压件器来说,在满足压料的前提下,通常对修边线和冲孔周圈15 mm以内区域进行紧压改造。
(2)空开
空开主要是在满足压料的前提下,对结构实体中非必要的模面进行空开改造以减少钳工的研配量。对修冲压件器来说,通常对修边线和冲孔周圈15 mm以外的区域都进行空开改造。
2.修边刀块
修边刀块模面设计除参考实体并按照技术要求进行常规设计外,还能通过实施波浪刃口、对立切部位进行特殊处理等,使制件切断更容易、废料排出更通畅。
(1)波浪刃口
波浪刃口在修边刀块中的运用能实现剪裁力均匀、降低噪声等。开放修边线的修边刃口实施波浪刃口时,根据修边轮廓及周边特征,按0.5或1.5个波形改造刃口入模量。对于U形刃口,两端的立侧区域刃口由于容易卡料不改造,仅中间段改造成波浪刃口。
(2)立切部位的特殊处理
修冲模中,对于刃口相背的“背靠背”式镶块结构,修边后废料容易卡在刃带上,在冲压生产中是一大隐患,需要加大刃口的入模量将废料推至刃带下。
结束语
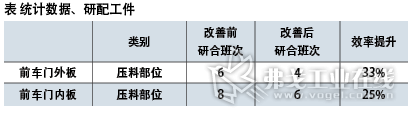
如表所示,某模具项目实施模面设计精细化后,钳工的研配效率有了显著提升。模面设计的精细化是一个适应生产发展的改进之路,需要通过对模面设计新方法的不断研究,对实际生产加工与调试信息的持续跟踪、统计与分析及总结经验,寻求更适合制造、降低成本的模面精细化的方法与技巧。模面设计的精细化,在未来的模具生产中也将越来越重要。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖