热冲压成形模具结构及生产工艺流程
随着我国工业的不断发展,汽车制造业已成为我国工业的主流产业。现阶段,汽车工业的发展面临着三大严峻问题:油耗、环保和安全。而新型汽车的轻量化研发就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料或电能消耗,降低排气污染及增加续驶里程。作为轻量化关键材料的高强板的应用既实现了整车轻量化,又保证了汽车的安全性和可靠性,因此在新车型开发中高强板的应用成为主流。而高强度钢板却存在成形困难,回弹大等问题。热冲压成形技术是解决高强钢成形问题的有效途径。
白车身试制热冲压成形模具结构
试制热冲压成形模具结构主要由模具本体和冷却系统构成,如图1所示。模具本体主要包含上模、下模和压边圈,其中上模的材质通常为MoCr铸铁,下模结构材质通常为MoCr,且为一体形式。若下模结构采用分体形式,则凸模材质通常为MoCr,基座材质通常为HT300,压边圈的材质通常也为MoCr,同时模具的工作部分需淬火处理,硬度至少达到52 HRC。
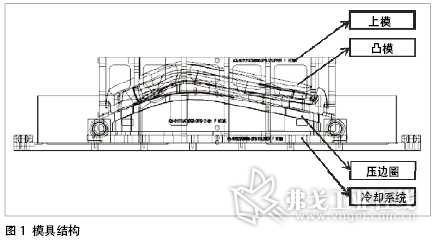
冷却系统主要包含冷却墙和冷却水道,其中冷却墙的主要材质是45号钢板,主要功能是收集模具冷却时使用的冷却水;冷却水道主要依据制件形状和成形深度,在模具本体上进行组合加工,以构成合理的、特定的导流回路为前提,实现迅速冷却模具的功能和冷却水的排放,以保证模具的使用功能。
白车身试制热冲压成形生产工艺流程
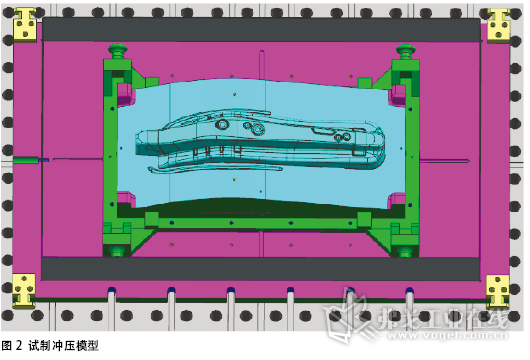
试制热冲压成形生产工艺流程主要包含板料的冷拉延、制件加热、热成形、模具冷却和开模取件五大环节。试制模型如图2所示,流程示意如图3所示。

在试制流程中,冷拉延环节主要是利用拉延模具对超高强板料进行冷成形的过程,需按照设计要求将板料拉延成指定成形深度的工序产品。此过程首先需要确保模具加工精度及研合率符合工艺要求,其次在拉延过程中,需依据特定工艺要求进行相关工艺参数设定,确保制件调试工艺的准确性。此过程关键技术在于模具闭合后的成形深度控制,控制得当的话既能控制产品不发生起皱和开裂等质量缺欠,又能保证制件加热和热成形环节的顺利实施。
制件加热环节主要是利用专用抓手将冷拉延后的工序产品抓起,按特定工艺要求放置到热炉中特定位置的过程。此过程的前提是依据工艺标准设定设备控制参数,将冷拉延工序产品至少加热到950℃以上,并持续保温7 min后再将工序产品取出,这样可以使超高强板料晶体组织充分变化,有利于超高强板力学性能的实现。
热成形环节主要是打开热炉炉门,并利用专用抓手将热工序产品从热炉中移动到模具型腔并快速热冲压成形的过程。此过程重点在于控制成形过程时间,以保证热成形过程的热工序产品温度。此过程难点一是控制炉门开启速度,即利用伺服电机控制系统实现快速开启,过程时间一定要小于5 s;二是控制抓取并移动热工序产品的速度,要求操作者具备快、准、稳的操作技能,过程时间一定要小于5 s;三是控制压机闭合速度和保压时间,闭合速度一定要小于6 s,保压时间大于30 s,有效保证冷工序产品的热成形。
冷却环节主要是用冷却水对模具进行快速降温,并利用冷却系统收集和排放冷却水的过程。此过程在热成形压机闭合后5 s开始进行对模具进行水冷却注入,冷却时间为30 s。此过程中,冷却系统要与压机系统统一集成,实现联动控制。
开模取件环节是制件最终成形后,模具打开,将热成形产品移动到制定位置的专用器具的过程。此过程中突出点是模具打开后,用专用抓手取下制件并放置制定器具并进行质量检查。
白车身试制热冲压成形质量判定标准和实际应用
热成形产品质量的好与坏将直接影响试验车辆的性能和验证结果。依据热成形产品的生产验证,可总结出判定热成形产品质量的标准,即产品外观质量和产品物理性能。产品外观质量根据板料材质又分为有硅铝镀层和无硅铝镀层两种情况,此两种情况都要求产品表面无裂纹、夹杂、起皱、氧化皮以及切边拉伤等缺陷,但有硅铝镀层的热成形产品无需进行去氧化层的二次处理,而无硅铝镀层的产品还需进行喷丸或其他方式的去除氧化层的二次处理。产品的物理性能方面主要包括产品的屈服强度、抗拉强度、维氏硬度和板料的延展率等主要性能,根据实际生产和试验统计,屈服强度≥950 MPa、抗拉强度≥1 400 MPa、延展率≥6%和维氏硬度为480 HV左右是产品质量物理性能检测的最优标准。
结语
超高强板是汽车车身开发过程中的关键零件,通过热冲压模具及热冲压成形技术制作,将提升制件的质量,缩短车身开发的周期,从而快速的响应市场变化,以提高在汽车市场中的竞争力。而新技术、新工艺的使用和验证是迅速提高自主设计能力,开发自主知识产权,实现跨越式发展的必要手段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖