曲轴CNC机床刀具冲洗的应用研究
曲轴是发动机上的一个重要部件,其可将发动机活塞的直线往复运动转换成需要输出的圆周运动,其制造质量直接影响发动机的使用性能。曲轴为细长型回转类零件,在粗加工(车削、铣削)和精加工(磨削、抛光)中,多以曲轴两端中心孔为加工基准。所以,CNC加工中心的制造质量控制,就显得尤为重要。
问题背景
某发动机工厂曲轴线生产过程中,有两类问题频繁发生:①止推面尺寸超差;②曲轴后油封偏磨。这两类质量问题造成大量零件返修及报废,增加了曲轴的制造成本。结合工艺流程及利用质量工具分析发现,两类制造问题都与中间工位CNC加工中心有关。本文就以两类质量问题的解决思路,阐述CNC机床刀具冲洗的应用研究。
CNC刀具冲洗在尺寸超差问题的应用
1.原因分析
车床以凸缘端球顶尖定位,心轴端球顶尖顶紧,卡盘夹住工件驱动旋转,刀盘上的车刀精车工件止推面。调查止推面的加工数据(图1)发现:工件止推面宽度突跳超差时,垂直度也对应着突跳超差,但若去掉突跳的超差点,则数据整体稳定。

在CNC机床加工完成后,连续下料100件工件发现:100%工件凸缘端面粘大量铁屑,10%工件凸缘中心孔有铁屑残留。如图2所示。

从上述调查可分析出止推面尺寸超差机理:①完成CNC加工的工件凸缘中心孔粘铁屑,该工件流入车床加工,残留铁屑致使车床加工基准偏移,精车止推面宽度及垂直度超差;②因CNC加工凸缘中心孔粘铁屑为概率事件,所以超差数据表现为突跳,且未有铁屑残留时,数据加工稳定,与上述数据调查的结论一致。
2.CNC刀具冲洗的应用
从上述调查发现,止推面尺寸超差的根本原因为CNC加工完成后工件有铁屑残留。但涉及机加工工艺,铁屑的产生是不可避免的。通过加工工艺的优化及改进,收效颇为微小。因此我公司技术人员决定在加工完成后,用切削液将残留铁屑冲走,并制定了以下两个方案进行验证:
1)CNC机床内部接入冲洗管道,加工完成后利用管道喷出切削液将工件残留铁屑冲走。
2)利用CNC刀具内冷孔,喷出高压切削液将工件残留铁屑冲走(图3)。
将上述方案分别加工50件验证,结果如表1所示。
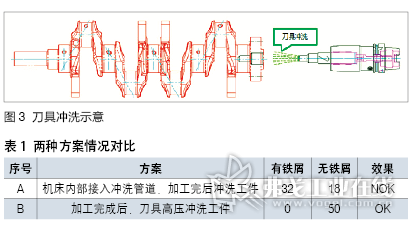
从验证结果可得出结论,A方案有一定改善,但帮助不大;B方案的效果最优,100%无铁屑残留。下一步,将CNC机床按B方案优化,并加工验证1500件,数据如图4所示。
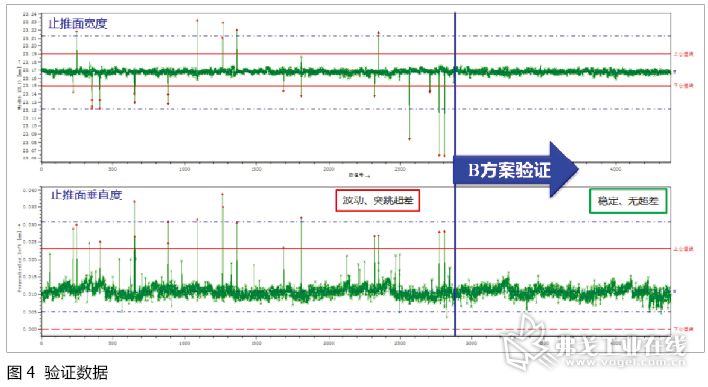
从验证结果看出,采取刀具高压冲洗工件的方案,清洗工件残留铁屑的效果非常好,止推面加工尺寸无超差现象,数据稳定。
CNC刀具冲洗在后油封偏磨问题的应用
1.原因分析
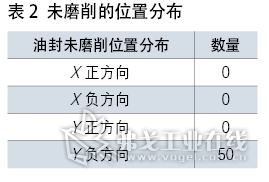
磨床以凸缘端球顶尖定位,心轴端球顶尖顶紧,拨叉夹住工件驱动旋转,砂轮磨削曲轴后油封。随机抽取50件油封偏磨的工件,统计油封未磨削的位置分布(表2)发现:偏磨工件油封未磨削的位置都分布在曲轴下方。
2.CNC加工调查
统计50件偏磨工件的中心孔位置度数据,发现凸缘端中心孔Y方向位置度超下极限偏差(图5)。进一步调查至前工位CNC加工中心发现凸缘侧夹具附近有大量铁屑堆积。
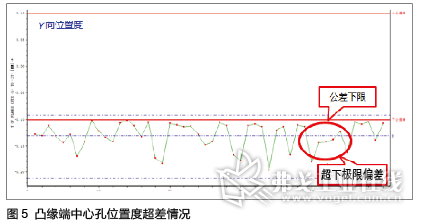
从上述调查可分析出油封偏磨机理:①CNC加工完工件后,铁屑堆积在凸缘侧夹具旁,致使下一个工件做定位夹紧时,曲轴凸缘侧夹紧位置被铁屑抬高,钻头加工凸缘侧中心孔时朝工件下方(Y负方向)钻偏;②凸缘中心孔钻偏工件流入磨床加工,因凸缘侧中心孔偏向工件Y的负方向,导致砂轮磨削油封时,油封下方(Y负方向)未被磨削。
3.CNC刀具冲洗的应用
从上述调查发现,油封偏磨的根本原因为CNC加工完成后夹具有铁屑残留。借助止推面尺寸超差的问题解决经验,制定以下两个方案进行验证:
1)CNC机床内部接入冲洗管道,加工完成后利用管道喷出切削液将夹具旁边的铁屑冲走。
2)利用CNC刀具内冷孔,喷出高压切削液将夹具旁堆积的铁屑冲走。
将上述方案分别验证1天,每1 h观察铁屑堆积情况,结果如表3所示。
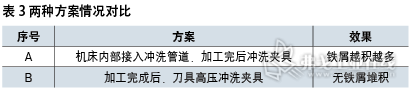
从验证结果看出,A方案效果不明显,B方案的效果最优,CNC夹具铁屑堆积情况得到极大改善。下一步,将CNC机床按B方案优化,加工10 000件验证,中心孔位置度按1/50抽检统计,100%跟踪后油封磨削质量。
从验证结果看出,采取刀具高压冲洗工件的方案,清洗夹具堆积铁屑的效果非常好,中心孔位置度无超差,数据稳定,且100%工件油封完全磨削。
结语
本文针对CNC加工中心普遍存在的两类问题:①加工工件有铁屑残留;②夹具堆积铁屑现象,利用CNC机床的自身优势——主轴的高水压,配合刀具内冷孔组合,衍变成刀具冲洗功能。刀具冲洗功能可在工件加工完成后,对工件及夹具进行冲洗,保证CNC定位夹紧准确;且保证后工序加工不会因工件残留铁屑,致使加工基准偏离。本文研究的刀具冲洗功能的应用,对汽车行业CNC机床的制造质量控制有极大的借鉴意义。当然,针对刀具内冷孔的形状、大小及分布等,可根据不同工位的CNC使用的刀具,进行柔性选择;而刀具冲洗的位置及持续时间,可根据不同工厂要求的生产节拍及实际冲洗效果进行调整。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖