不填丝激光熔焊在商用车身顶盖焊接上的应用
伴随轻量化的要求,最新的江铃福特全顺在安全关键部位应用了1 500 MPa热成形钢,保证安全的同时减小了板材厚度,通过应用激光焊接技术,减少了零件的数量和搭接尺寸的需求,从而达到了轻量化的要求。
激光焊接通常指将激光聚焦成高能量密度光束照射至工件上,使工件受热熔化,最终冷却得到焊缝。激光焊接技术能在很大程度上降低车身材料消耗从而使得车身重量减轻,降低制造成本,提高汽车外观质量以及燃油经济性。相比于传统焊接方法,激光焊接技术还具有精度高、速度快以及能有效焊接异种材料的优点,因此可以在未来铝镁合金上拓展应用。本文将对汽车顶盖激光焊接工艺应用中工艺设备进行简述,重点为在福特标准下进行工艺测试以及优化,完成非填丝熔焊在商用车上的创新尝试,并得出设备特性参数、工艺规范、焊缝特性与焊接质量等技术结论,同时引入设备故障降级使用的理念,减少关键工序对生产线效率的影响。
激光焊接工艺及设备
激光焊接由于其功率密度高且激光束经聚焦后可以精确定位传导到焊接位置,在汽车行业应用日益广泛。常用的激光焊接主要有激光钎焊、激光熔焊以及复合激光焊接几种方式,商用车在顶盖侧围的焊接工艺上,与国内大部分乘用车顶盖采用激光钎焊有所不同,一般主要是激光熔焊,而且需要填丝工艺。
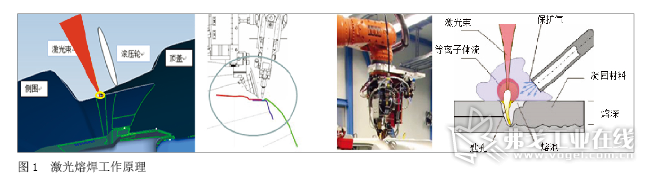
激光熔焊是激光焊接的方式之一,在工艺过程中能量转换是通过“匙孔”结构来完成的(图1)。在高功率密度激光束照射下,工件材料产生蒸发形成“匙孔”。这个充满蒸气的小孔几乎全部吸收入射光线的能量,孔腔内平均温度达25 000 ℃左右。热量从这个高温孔腔外壁传递出来,使包围着这个孔腔的金属熔化。小孔内充满光束照射下壁体材料连续蒸发产生的高温蒸气,小孔四壁包围着熔融金属,液态金属四周包围着凝固材料。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸气压力相持并保持着熔池的动态平衡。激光束不断进入匙孔,随着激光束移动,小孔始终处于流动的稳定态。小孔和围着孔壁的熔融金属随着激光光束向前移动,熔融金属填充着小孔移开后留下的空隙并随之冷凝,形成焊缝。
参考其他工厂的应用案例,全顺激光焊接系统选用了两套4 kW的TRUMPF的激光发生器及两套SCANSONIC的ALO3激光焊接头来保证生产的稳定运行和效率,确保焊接规范参数的能量过程控制。
焊接过程中的焊接间隙,系统采用滚压轮用于实时地将顶盖与侧围压紧贴合。滚压轮的结构在设计上与激光焊接头上自适应焊接透镜相匹配,在焊接过程中滚压轮压住顶盖向下接触侧围工件,滚压轮可以施加最大400 N的压紧力,并可根据实时工况自适应调节压力,可以最大限度地保证工件贴合,保证焊接零件之间无间隙,确保焊接质量。
焊接过程中焊接位置的准确性至关重要,焊接系统在激光焊接头上集成了焊缝跟踪的无接触式探测系统,可以实时地采集、分析以及定位焊缝,并精确地引导激光光斑跟随焊缝作业。其工作原理如图2所示。
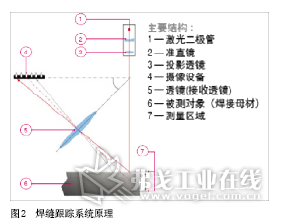
焊缝跟踪系统根据激光三角测量原理工作,三束平行激光以20°的倾斜角投射于母材表面,在焊缝拼接边缘产生变形;同时,由一台数码摄像机扫描工作区域,搜集并处理激光线数据,进而确定焊缝位置。前焊缝的位置、焊缝边界的偏移量以及焊接工具的位置等相关信息都被传送到焊缝跟踪系统的处理器中,经过处理后传输至机器人控制器,从而调节激光焊接头的运动轨迹,保证焊缝精确到位。
其他如激光焊接房、除尘抽风系统、车身夹具定位以及滚床输送系统都是安全生产的必需要素,保证整个生产系统符合国家的相关法律法规要求。
焊接工艺测试以及工艺参数优化

在完成焊接系统的集成后,开始进行工艺试验和工艺优化的过程,图3为设备集成后的焊接机器人调试状态,通过视觉监控窗口可以分屏幕观察整个焊接过程。初始状态的焊接系统设备为:两具4 kW激光发生器 、两具激光焊接头、带自适应滚压轮(滚轮最大压力400 N)、焊缝跟踪系统以及1.2 mm焊丝送丝机构,焊接速度最大6 m/min。根据福特标准,在产品验证阶段需要进行一系列的工艺试验和测试工作,以确认焊接参数和焊接质量可控,并建立公差带,在量产后的过程控制阶段使用,测试特性和阶段强制要求如表1所示。
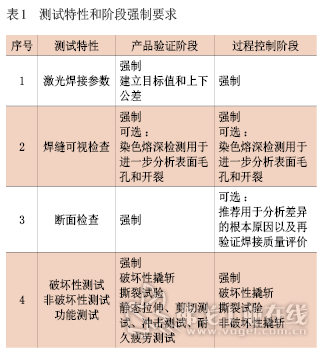
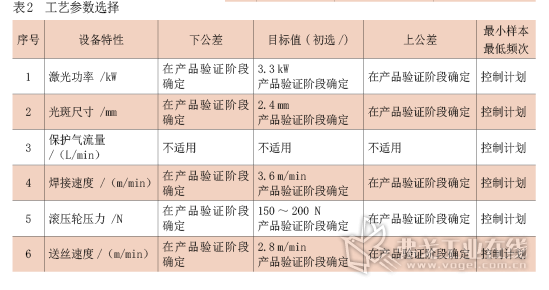
根据实际焊接状态以及福特标准规范的推荐,初步选择工艺参数如表2所示。其中保护气体不适用。
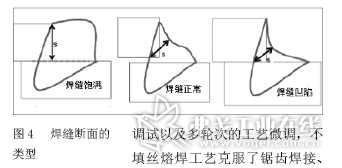
在白车身上的顶盖激光焊接区域进行样本的采集,在3 000 mm的焊缝长度上按照60 mm×200 mm的尺寸,用等离子切割左右各50个样本,然后将奇数编号的样本用于断面检查,偶数编号的样本用于拉伸剪切试验。断面检查的样本需要加工成镶嵌磨片,在抛光机上完成研磨,腐蚀以后如图4所示,在显微镜下测量相关熔深数值并记录。拉伸剪切的样本需要再精加工成45 mm×200 mm的标准样件,在拉力机上拉伸直到断裂,测量记录拉断的力以及断裂的部位,来反馈焊接质量对应调整焊接参数。
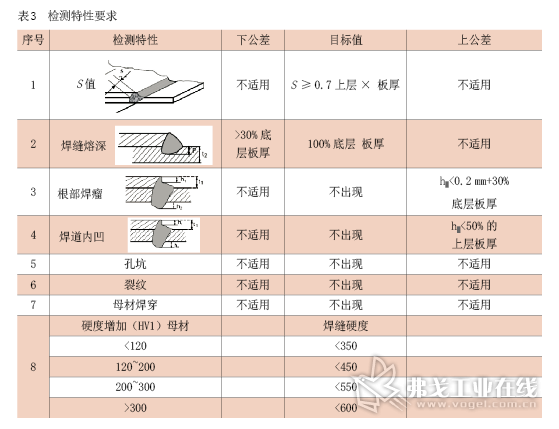
在初选填丝熔焊工艺的调试后,按照表3所示的检测特性要求,样本检测了S值、焊接熔深、根部焊瘤以及焊道内凹特性。同时断面检查也基本没有缺陷,焊缝的硬度增加满足要求。静态拉伸试验报告显示,断裂的部位都在母材处,没有在焊缝处,拉断力大于10 kN ,测试结果满足质量要求。
在参考福特欧洲非填丝的焊接工艺的案例后,我公司在产品验证阶段尝试采用不填丝的工艺,在损失数台试验白车身的情况下,得到一系列的检测数据,并得出两个结论:①焊缝的断面S值与拉伸断裂的力成正比;②填丝熔焊工艺对焊接的位置以及搭接间隙不敏感,而且焊缝断面呈现饱满的状态(图4),不填丝熔焊工艺对焊接位置、搭接间隙等工艺参数敏感,容易出现焊缝凹陷、咬边的情况。
经过对焊缝位置的准确跟踪调试以及多轮次的工艺微调,不填丝熔焊工艺克服了锯齿焊接、咬边以及裂纹气孔等缺陷后,得到了稳定的焊接质量、焊接规范固定在(1±5%)×3 kW激光功率、4.2 m/min的焊接速度、(1±15%)×140 N滚压轮压力、2.2 mm的激光光斑以及60%/40%覆盖在上/下层的参数,而且不填丝工艺控制光斑非常方便,不需要考虑光斑对焊丝及母材的位置的精确要求。
另外,考虑到激光焊接在生产线上的瓶颈状况,利用现有资源,我公司自主开发了使用任意一套激光发生器单独焊接两侧的工作备用程序,在其中一台故障时,可以降低节拍继续生产,不至于面临全线停产的被动局面。同时,系统保留了填丝工艺的设备,便于在未来零件状况发生异常情况时的调用,更容易保证过程质量。
结语
在大量的工艺调整和测试以及反复优化后,非填丝的工艺质量稳定可靠,并通过了整车耐久疲劳试验,激光焊接参数得到确定,节约了成本。同时不填丝工艺可以减少送丝机构及焊丝相关设备的故障停机,对工厂的备件成本和设备维护带来更多的收益,值得在更多领域推广使用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖