缸孔双轴镗削加工工艺
由于发动机缸孔直径较大,且位置度要求较高,多采用镗削的加工方式,工艺安排为:缸孔粗镗→缸孔半精镗→缸孔精镗→缸孔珩磨,其中缸孔珩磨仅针对不压装缸套的发动机。粗加工采用双刃粗镗刀,主要去除较多的毛坯余量,半精镗与精镗往往在一道序完成,采用可调式单刃精镗刀具,不仅可以保证其加工稳定性,而且便于位置纠正。本文以我公司目前生产的MF4.8/7.2 L柴油发动机为例,从缸孔的重要技术参数入手,对缸孔加工方式及工艺流程进行详细阐述,通过采用双轴镗削加工工艺,辅以在线检测量仪,以保证缸孔最终的加工质量。
加工工艺性分析
1.工艺参数分析
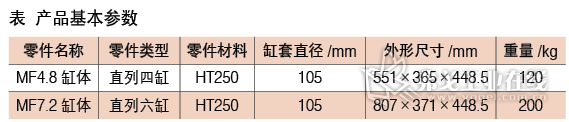
我公司MF4.8/7.2 L柴油发动机采用湿式缸套工艺,两种机型缸孔参数完全一致(见表)。由于缸套装配需要,缸孔内部具有多级阶梯孔,涉及到的尺寸精度与形位公差也较为严格,具体技术参数如下:
(1)缸孔与湿式缸套有装配要求的三处尺寸公差要求十分严格,止口直径φ125H6(+0.025,0) mm,水道密封直径φ114H7(+0.035,0) mm,止口深度7.97(+0.03,0) mm。
(2)缸孔的位置公差要求也很高,其相对曲轴孔及止推面的位置度为φ0.3 mm。
(3)缸孔内部的孔间位置要求同样很严格,如止口与水道密封面二者的相互位置度φ0.08 mm,止口对火力面垂直度0.02 mm,密封面对火力面垂直度0.03 mm,止口端面全跳动0.02 mm,端面与火力面平行度0.03 mm。
除以上三点,缸孔内还有很多非重要阶梯孔,主要用于导向或密封件装配,这些孔间的同轴度要求较高,如φ117.4 mm的直径相对止口同轴度为φ0.08 mm。止口端面是重要的装配平面,其粗糙度要求较高,为Rz16。欲达到以上所有的技术条件,且要满足年产5万台的生产节拍,加工难度相当大。
2.工艺难点分析
缸孔有多级非递变阶梯孔,相对位置度要求很高,若采用加工中心加工,需要多把镗刀,且换刀时间与加工时间较长,很难保证节拍要求。图样中几处有装配关系的孔形位公差要求很高,如止口直径、止口深度和密封面直径等,若这几处尺寸加工精度无法得到保证,在后续缸套压装时,会导致缸套突出量超差、缸套无法装配或装配后密封效果不良等情况的出现,最终缸体只能报废处理。缸孔自身的位置精度也要求很高,若缸孔相对曲轴孔的位置不正,便会造成活塞连杆与曲轴装配困难,甚至导致拉缸,直接影响整机的性能参数。
由于加工设备需要兼顾7.2 L缸体(6缸机),加工内容较4.8 L缸体基础上增加了约50%。若只采用单主轴加工,则很难达到节拍要求。
加工工艺方案设计
1.设备方案
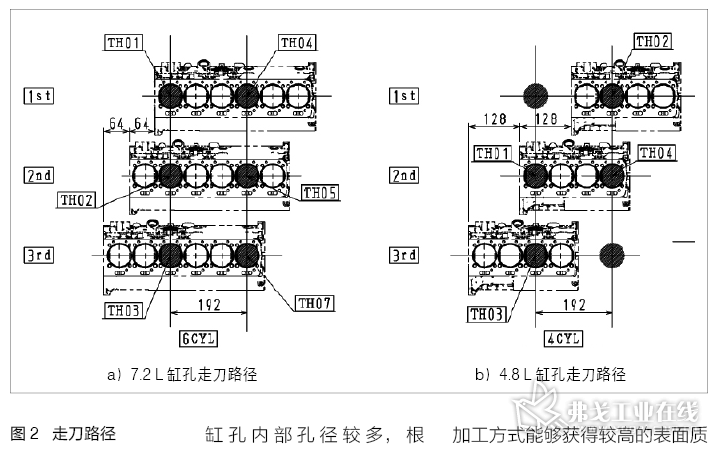
为提高生产效率,保证生产节拍,故在生产线前期总体方案设计时,借鉴我公司以往项目的成功案例,采用了双主轴的专用立式镗床,这种机床结构紧凑、刚性好且主轴精度高,加工精度稳定。为满足4.8 L与7.2 L缸体的共线生产,双主轴的间距根据缸体#1缸孔与#4缸孔的相对位置设计,主轴的Z向运动则采用伺服电机驱动,X向运动由伺服直线滑轨来完成。二者的镗削过程如图2所示。
为了减小刀具磨损或意外崩刃对加工质量造成的影响,专机内部配备了在线检测设备,对已加工完成的关键孔面进行检测,并将检测数据及时地反馈给机床,机床通过内部逻辑运算,调整加工参数,以保证最终的加工质量合格。这样构成的闭环加工系统稳定性高,对异常加工的识别度灵敏,可有效改善和提高缸孔加工质量,防止批量问题的
产生。
设计时安排火力面精铣与缸孔精镗共用一副夹具,并在一道工序完成,从而保证缸孔相对火力面的垂直度以及止口平面相对火力面的平行度等要求。鉴于缸体重量较大,设计时采用桁架机械手自动上下料,不仅可以有效降低操作者的劳动强度,还可以保证缸体每次装夹的一致性。
为进一步提高缸孔加工质量,减小切削热带来的缸孔尺寸与形位偏差,提高切削速度,延长刀具使用寿命,缸孔精镗时采用湿式加工。
2.镗削加工方案设计
缸孔内部孔径较多,根据公差等级的高低,制定不同的加工工艺。对于公差较大的孔径,镗销一步到位,如预导向孔φ115.5 mm,清根孔φ117 mm,密封槽安装孔φ120 mm等。
公差等级较高的孔径,一般分半精镗和精镗两步完成,如止口直径,第一步镗至124.5 mm,第二步镗至125 mm,这样不仅可以保证加工质量,还可以有效提高刀具的使用寿命。每台加工后的工件都要进行在线检测,确认合格后才可进行下道序的加工,否则机床停机报警,为了降低检测时间,目前只抽检两个孔进行检测,这两个孔分别由不同的镗刀加工获得。当加工的直径公差连续3台偏离中值较大时,刀具直径便自动进行补偿,补偿数值可人工设定,以保证直径在中值左右波动。
止口平面与火力面深度为7.97(+0.03,0) mm,公差较小,且该面与缸孔为垂直关系,无法采用镗削进行加工,故设计时采用的是车削工艺,通过刀片的不断涨开来完成平面的精车,这种加工方式能够获得较高的表面质量。为了降低工件一致性较差及刀具磨损对加工精度的不良影响,每班首台工件需要进行试切,即对止口平面进行半精车,随后进行检测,同时将检测的数据反馈给机床,机床经过运算后,得到合理的切削参数,再进行最终的精车加工。
3.夹具方案设计
合理正确地选择定位基准,是保证缸孔加工精度及提高加工生产效率的前提。工件定位基准的选择一般有以下4方面的基本原则:
(1)尽量使用工件上的设计基准作为定位基准,可以避免因基准不重合而引起的定位误差,保证加工精度。
(2)确保工件一次装夹能完成尽可能多的关键部位的加工。
(3)工件必须多次安装时应遵守基准统一的原则。
(4)所选基准应保证工件定位准确,装夹可靠,操作方便。
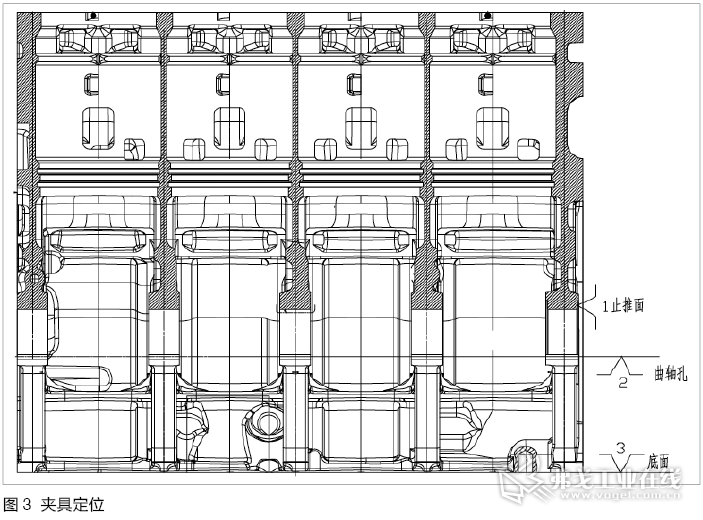
依据以上原则并结合缸孔加工实际,缸孔镗削加工时采用设计基准作为定位基准,通过曲轴孔、止推面及底面不同位置的定位来限制缸体的6个自由度(见图3),并采用进排气侧面及曲轴孔多处夹紧,夹紧油缸压力设为0.4 MPa,以保证加工过程中缸体的装夹可靠性。
其中,底面设置3处定位点,共限制3个自由度,分别为X、Y和Z;止推面设置一处定位点,共限制一个自由度,为X;曲轴孔前后两档设置为削边短销,共限制两个自由度,分别为Y和Z。在定位过程中若缸体倾斜或夹具定位面存在铁屑,都会影响机床的加工精度,为了避免这些情况的出现,夹具设计时特意增加了定位面气检,同时每个定位面附近设置吹气口,以保证其清洁度,装夹结束后若气检压力不在设定的范围时,设备将会报警,提醒人工查找问题源并及时消除。
为满足MF7.2 L缸体的加工需求,夹具设计时根据两种机型在结构上的不同,增加了机型识别模块,用以准确切换不同的加工程序,并与缸体上自带的RFID数据螺钉构成机械与电气的双重保险。
4. 刀具方案设计
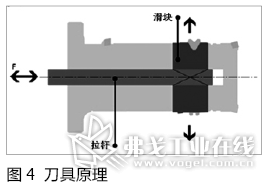
应用机械拉杆式展开刀具,一副刀杆上可安装多个刀片,通过刀具内部多组楔块的作用,将拉杆的上下运动转化成滑块的径向运动,从而获得不同刀片的所需直径,这种方式不仅加工效率高,而且容易保证各孔相对位置。刀具机械原理如图4所示。
精镗能精确地保证孔系的尺寸精度和形位精度,并纠正上道工序的误差,它对加工余量要求较为苛刻,故设计时在刀杆上复合了半精镗和精镗的两组刀片,分两步切削完成。刀片大多采用高硬度、高耐磨性和热稳定性优良的CBN刀片,在保证加工质量的同时,且具有较高的寿命,一定程度上可降低生产运营成本。
镗刀重量较大,机床内部空间狭小,为了降低首次装刀及后期换刀的难度,设计时在镗刀下端增加一套手动顶升托盘,用于支撑待安装或已拆卸的刀体。刀体与机床主轴装配后,一般情况下不允许移动,故刀片的安装及对刀便只能在机床内部完成,为了提高对刀精确度,故增加了多组手动对刀块,每组对应一处直径,新刀片更换时,需使用对刀块将其刀尖高度与对刀标准件零点保持一致。
针对某些有特殊要求的孔,制定专门的非标刀具,以保证其加工精度,如密封槽宽度的图样要求为6±0.1 mm,设计时便可选用等宽的一次成型槽铣刀片。
5.检测方案设计
针对关键公差尺寸,在机体下线处设置全自动缸孔测量机(含曲轴孔、凸轮轴孔测量),实现工件关键尺寸100%测量下线;一般公差的孔采用量杆表或三坐标测量仪以抽检方式进行测量;粗糙度及波纹度参数采用粗糙度仪进行检测。
结语
实践证明,缸体缸孔双轴镗削工艺在MF4.8/7.2 L柴油发动机缸体的加工中实施,有效保证了缸孔多级阶梯孔的加工质量,不仅加工精度高,生产稳定性好,同时提高了加工节拍,且完美兼容了两种机型的共线生产需求,为后期该工艺在其他项目上的应用奠定了基础。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖