基于VisVSA虚拟仿真的汽车仪表台配合公差分析
VisVSA的仿真原理及应用条件
不管是传统燃油车还是正在普及的新能源车,均离不开仪表台。汽车仪表台作为功能按键的载体及其安装位置的特殊性,其与周边零部件的配合尺寸(GAP/FLUSH)一直都是顾客和车企关注的重点。如何科学合理地定义相关零部件的GD&T(Geometrical Dimension Tolerances,几何尺寸公差)以及仪表台与周边零部件的DTS(Design Tolerance Tpecification,设计公差规范),成为各车企尺寸工程人员研究的方向。
在公司现有车型装配过程中,经常出现仪表台与左右前门护板间隙差,不符合DTS的匹配问题,给车企造成很大的困扰。本文基于尺寸链及VSA虚拟仿真分析软件,从新车型设计阶段就对仪表台定位装配策略进行研究分析,利用VSA软件以及尺寸链计算建立尺寸分析模型,对仪表台定位、公差及现有问题等进行模拟,提前解决后期可能出现的问题,减少后期的设计变更、模具更改等,降低开发费用,缩短开发周期,提高产品的质量和竞争力。VSA软件的计算核心采用蒙特卡罗(Monte Carlo)法,其基本思想为:当所求目标为某种随机事件出现的概率或是某个随机变量的期望值时,通过某种“实验”方法,以这种事件出现的频率估计这一随机事件的概率,或者得到这个随机变量的某些数字特征,并将其作为问题的解。
VSA软件尺寸分析需要输入的条件:①相关零部件的CATIA数模;②相关零部件及总成的RPS(Reference Point System,基准点系统)信息;③分析目标的DTS;④装配方案及工艺顺序;⑤相关零部件及总成的GD&T图样和企业标准。
通过VSA尺寸分析的手段,可以虚拟仿真测量总成误差。如需优化,可直接在模型中对单件公差和装配工艺等进行修改,缩小总成的尺寸误差。
仪表台现有方案分析
1.仪表台VSA分析的输入和输出
针对仪表台与前门护板在安装后出现的左右间隙不均问题,通过本次VSA仿真优化分析,提供从尺寸管理整体上解决问题的思路,通过模拟比较不同的定位、装配方案,选择经济的、恰当的和工艺性较好的定位装配方式,明确改进装配工艺、控制间隙数值和优化DTS的技术方向。
输入:侧围总成、前门总成、前门护板、仪表台总成及下车身总成的CATIA数模;该车型的内饰DTS文件;侧围、车门、车身及仪表横梁的RPS和GD&T信息;仪表台、门护板及车门的安装工艺。
输出:VSA模型和分析结果。
2.目前仪表台的安装方式
初步分析,该车型仪表台现有的装配工艺为:仪表横梁左右各有一个定位圆销,左侧定位销对应车身机舱的仪表横梁定位圆孔(定位Y、Z方向),右侧定位销对应车身机舱的横梁腰孔(仅定位Z向)。装配时,仪表台本体与仪表横梁在分装台上装配成仪表台总成;员工使用助力臂将仪表台总成托起并移至车身的对应位置,将两个定位销插入车身孔内,紧固螺栓,装配完毕。此种定位策略依靠左侧定位孔限制仪表台的Y向,装配后不可调整,即仪表台的Y向位置跟随机舱左侧定位孔Y向偏移,易出现仪表台与前门护板Y向间隙左右不均,且仪表横梁右侧安装孔错孔难装配的问题。
对可能影响仪表台与门护板Y向间隙的因素进行梳理:①车体仪表横梁主定位孔(定位Y、Z方向)Y向尺寸偏差;②前门与侧围内间隙偏差;③仪表横梁本体Y向偏差、仪表台本体Y向偏差和仪表横梁上的仪表台本体主定位Y向偏差;④前门护板本体Y向尺寸及前门内板钣金Y向尺寸;⑤护板相对于车门偏差;⑥装配工艺过程。
3.仪表台一维尺寸链计算
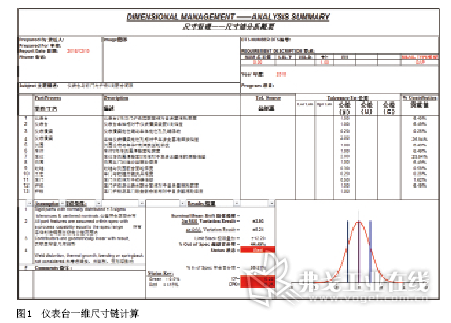
运用一维尺寸链进行分析,如图1所示,可以看出,按照现有定位装配方案,影响前门护板与仪表台Y向间隙的主要尺寸有13个,即要重点控制的因素过多,且按照现有各尺寸的公差,间隙公差超差率高达44.49%,无法满足顾客需求。
一维尺寸链计算原理为:,先根据定位及装配工艺找出尺寸链,再代入公差计算。运用VSA可以从三维角度进行全面模拟分析,结果更真实。
4.VSA建模分析
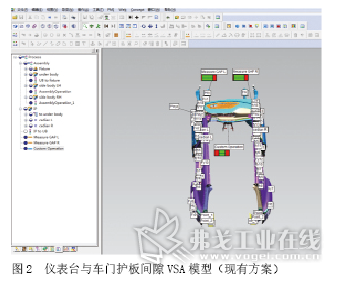
依据GD&T、RPS图纸定义的基准、定位孔、面以及公差,按照工艺文件的装配顺序将仪表台、侧围、车门和护板等模拟装配,分别选取仪表台两侧与左右前门护板上的四个点,作为测量间隙的测量点,将求左右间隙差作为目标。建模完毕后,根据多次取样,可以让仿真结果更加趋向真实值的概率要求,运行2 000次仿真(图2)。当仿真结束后会得到进程报告和HLM(贡献因子)报告。在进程报告(图3)中,横坐标表示间隙的矢量值,纵坐标表示所分布的频数,两者关系成正态分布排列。如图4所示,HLM报告用于了解总成各装配特征对测量目标的影响比重情况,为使用者提供了解决问题的理论依据。其中Effect(影响率)表明影响的百分比。
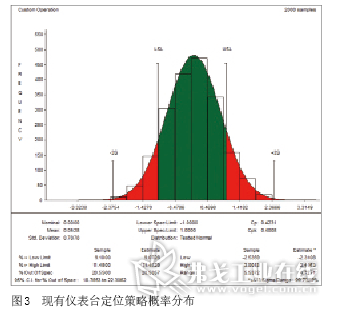
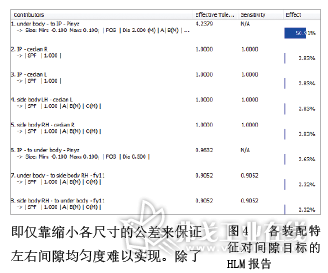
从仿真结果可以看出,按照现有定位装配方式,仪表台与车门护板Y向间隙左右差超差率为22.31%,无法满足DTS及顾客需求。从贡献因子分析,车体左侧仪表横梁主定位孔的尺寸几何公差对仪表台与门护板间隙影响最大,达到50.9%,符合我们之前依靠经验对该种定位策略的分析。但车体尺寸精度受冲压件供应商成本、能力及主机厂焊接工艺能力影响,短时期内无法改变;即仅靠缩小各尺寸的公差来保证左右间隙均匀度难以实现。除了缩小公差,还可以通过打断尺寸链的方式来优化,通常有以下几种方法:改变零件定位方式、改变零件装配顺序和利用先进生产工艺等。
仪表台装配的优化方案
1.优化后的仪表台安装方案
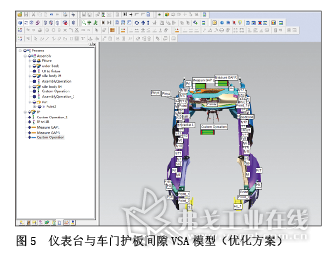
根据前面分析,仪表台在车身的定位方式是仪表台和前门匹配仿真结果最大的贡献因子。因此在优化方案中,需要改变仪表台的定位安装方案。新方案的原理为:将车体左侧仪表横梁主定位孔,由原来的圆孔改为Y向放开的腰孔,即车体孔位仅定位仪表台的X、Z方向,Y向放开。装配时,工装参考两侧围Y向功能尺寸,相对两侧围自动对中装配仪表台,打断尺寸链;仪表台与车门护板左右间隙差理论上不受车体仪表横梁定位安装点、左右侧围与车体焊接Y向偏差的影响。再次应用VSA建模(图5)分析。
2.优化后的仪表台安装方案VSA分析
两种方案参数对比如表所示。
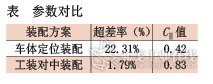
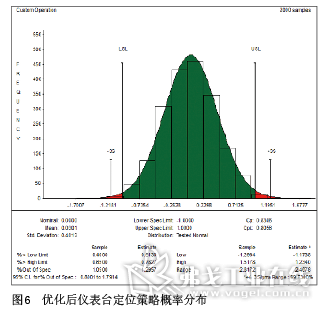
在对比分析两种定位装配方式后发现,在同种焊接工艺能力条件下,采用取消车体Y向定位孔的策略,使仪表台与前门护板的Y向间隙左右差的仿真结果有了很明显的好转,超差率为1.79%,Cp值提升为0.83(图6)。优化方案后,HLM报告中影响因素变为工装对中参考点的轮廓度,而此轮廓度公差比原有方案车体焊接偏差小。利用Y向对中工装装配仪表台的方案,打断了冗长的尺寸链,减少了尺寸数量,减小了车身两侧围Y向焊接尺寸偏差对匹配间隙的影响,使得仪表台与前门护板Y向间隙左右差明显减小,满足制造及顾客需求。
3.其他优化方案
仪表台采用定位工装的优化方案,实际上是打断尺寸链的运用,只是众多优化方案的一种,还有缩小单件公差、在线冲孔等运用,要从车型的定位、预算及供应商实际能力等方面来考虑。
结语
本文对尺寸工程工作进行了简单描述,通过仪表台实例分析了开发过程中定位装配策略的作用。利用VisVSA对仪表台与门护板的装配进行了仿真,对其公差、定位装配工艺进行了优化,降低了超差率。通过两种不同装配方案的仿真分析,可以看出VisVSA在汽车设计公差分析中的应用优势:①VisVSA作为一款虚拟仿真分析软件,是利用计算机三维仿真技术,模拟实际的装配过程,对尺寸公差进行仿真,得出多组结果,再利用统计学原理对这组数据进行处理,得出它们的标准方差,一般取3西格玛作为最后的模拟结果输出,可以实现实时装配,将整个过程集中在一个可视化窗口之下;②利用总成设计装配方案,通过VisVSA的对比分析,开发人员可以实现零成本调整,保证定位基准、装配顺序和零部件尺寸等设计,优化装配结构,改善装配工艺,更改装配样件,实现装配误差最小化、公差最大化的预期目标;③通过静态、动态装配公差分析,证明了VisVSA模拟复杂实际装配的能力,不需要通过繁琐的计算而充分考虑定位及测量的矢量方向以及旋转效应。结合VisVSA软件进行尺寸分析工作,是汽车开发过程发展的趋势。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖