基于传统工厂的纯电动汽车混线生产技术
随着近年来节能减排的激励政策及客户的需求,纯电动汽车越来越受到青睐。对于汽车厂而言,必然要顺应市场的需求,研发并生产纯电动汽车,逐步将传统燃油车生产工艺转变为纯电动汽车生产工艺。在这个过渡阶段,大多数汽车厂为燃油、纯电动汽车混线生产,甚至有些企业为了降低研发成本,将量产的燃油车型更换动力总成系统,变更局部车身结构成为纯电动车型。由此可见,实现在传统汽车生产线体生产纯电动汽车,已成为未来一段时期内关键的研究课题。
整车结构及功能分析
经过对零部件进行统计,纯电动汽车较传统燃油车零部件数量减少30%以上,为实现纯电动车型与传统燃油车型的混线生产,首先要分析两种车型的结构特点,根据其特殊的结构及功能制定柔性化的生产工艺。从动力系统、底盘系统、车身系统及电子电器系统四方面进行对比分析,其不同点主要体现在动力总成系统、能量供给系统及电器功能配置三方面,下面进行详细介绍。
1.动力总成系统
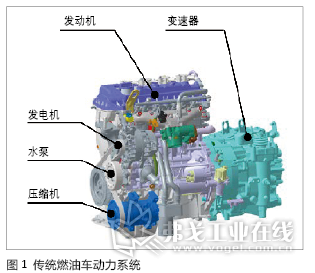
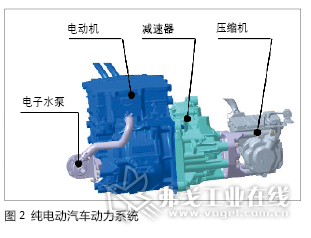
无论是传统燃油车,还是纯电动汽车,动力总成均是核心系统(下文中分别简称为“发动机总成”、“电机总成”),其总装工艺不容小视,每个部件间的配合关系、紧固力矩和密封性等工艺要求,都需要进行严格的分析和充分的验证。发动机总成主要由发动机、变速器以及附带的水泵、空调压缩机、发电机等组成(图1),其附属部件均由发动机通过齿轮或传动带提供动力。电机总成主要由电机、减速器等组成(图2),相对于发动机总成其结构更为简单,其中电机只为减速器提供动力,但其电源为高压电(上限380 V左右),线束的连接、装配工艺等技术要求更为严格,其余电子水泵、空调压缩机等均由蓄电池提供能量进行工作。
2.能量供给系统
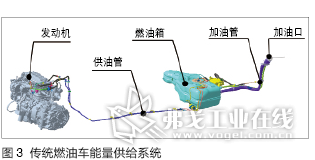
所谓能量供给系统,也就是传统燃油车的油、纯电动汽车的电能的存储和供给,不同的能源种类决定了不同的存储方式。传统燃油车主要由加油口、燃油管、燃油箱及供油管等组成(图3),将汽油直接输送至发动机进行燃烧,其结构简单,加油口一般布置在左/右侧围后轮弧上部位置,承载式车身车型燃油箱一般布置在后地板下部,非承载式车身车型需根据车架结构、安全防灾等要求选择合适位置,燃油管路均布置于底盘的安全位置。
纯电动汽车能量供给系统布置较为复杂,主要由快/慢充电口、充电机、动力电池包以及高压线束等组成(图4)。其充电口一般布置在车身前部中网的位置,有些车型布置在翼子板、侧围后轮弧上部(根据厂家的设计理念不同,有所差异);充电机一般在机舱内布置(若充电口在后侧围,充电机可能在后地板上部);电池包在地板下部平铺,为实现长续航,电池板体积较大,质量甚至占据整备质量的30%以上,高压线束布置在机舱和底盘的相应位置上,力求最短的线束实现电能的传输。

3.电器功能配置
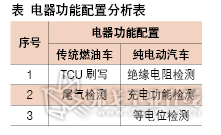
以上主要说了整车结构上的区别,本段针对功能配置方面进行分析,两类车型共同具备的钥匙匹配、配置字刷写、ECU(电动汽车为VCU)刷写、胎压匹配、四轮检测及制动力检测等,其工艺实现方法基本相同,其不同点主要体现在表中,在下一部分将分别针对工艺实现方法进行详细介绍。
差异性分析及工艺措施
通过对整车结构、电器功能配置进行分析,整理出两类车型的异同点,下面主要针对不同之处提出工艺对策,实现共线生产,对于今后以纯电动汽车与传统燃油车混线生产为主的一段时期内,提供参考借鉴价值。
1.动力总成分装工艺
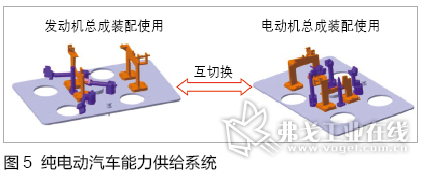
电机总成结构简单,其零部件数量约为发动机总成零部件数量的40%,有些主机厂在发动机分装线旁新建电机分装线,可以降低对装配员工的技能要求,但新建线体存在投资成本高、空间利用率低等缺点。从柔性化生产角度考虑,本文建议在发动机分装线上通过托盘改造实现混线生产,将电机分装的零部件均匀分布在各个工位,一般不存在瓶颈问题,通过生产计划安排实现最大程度的工时平衡。在前期托盘改造设计过程中,需考虑安全使用、快速切换及锁死功能等相关要素,以确保生产质量和效率。
如图5所示,在发动机总成分装时,电机分装所用的支撑腿可快速放倒,不影响发动机分装使用;电机分装支撑腿普遍高于发动机分装支撑腿,以确保电机分装过程与发动机支撑无干涉问题发生。以最小的改动量实现托盘的共用,降低工装设备改造成本。
2.能量供给系统工艺排布
燃油系统分布在地板下方,加油口、燃油管及供油管结构简单,其中加油口一般在内饰线进行装配,由于燃油管、供油管在地板下部,需排布在底盘线进行装配。不同车型所搭载的燃油箱体积区别较大(乘用车一般为40 ~100 L),根据其容量划分,举升装配工艺主要为三类:
1)40 L左右的油箱体积较小,一般为人员举升进行装配,或者采用机械手辅助举升装配。
2)45 ~60 L油箱体积超出人员举升作业能力范畴,主要采用机械手辅助举升装配。
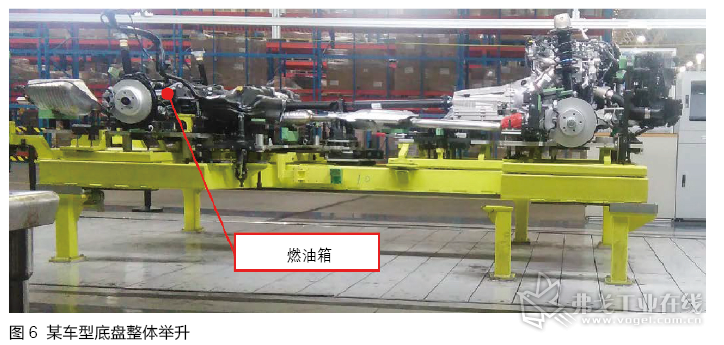
3)60 L以上油箱体积较大,主要为机械手辅助装配,在自动化和集成化程度较高的车间,燃油箱随底盘整体举升(图6),燃油箱与排气、动力总成及悬架等零部件在底盘分装线装配完成后整体与车身进行合装。
供电系统主要分布于机舱与地板下方,充电口、充电机及高压线束均在机舱内,装配主要分布于内饰线或底盘二线,工艺排布较为灵活,因为高压电的危险系数大,其装配质量要求极为严格,必须保证线束插接件密封性、接地点的导电性、固定螺栓的力矩等。最为关键的电池包装配,随着市场对纯电动汽车的长续航需求,电池包体积越来越大,质量一般为300~500 kg,装配工艺按自动化程度主要分为两种:
1)车辆静止装配,辅助举升设备能够满足承重即可,一般为各种各样的台车,自动化程度低,设备投资成本低,装配节拍长,对产能规划较低的工厂比较适用。
2)电池包与车身随行装配,一般采用RGV或AGV辅助举升装配(图7),在一个生产节拍内完成装配,自动化程度高、设备投资成本高,装配节拍能够达到60 s,对于产能规划比较高、生产节拍快的工厂非常适用。

3.电检功能及检测工艺
传统燃油车相对于纯电动车特殊的电检项目主要为TCU刷写与尾气检测,TCU刷写较为简单,与ECU、配置自刷写相似,专业的刷写设备插接OBD接口,按标准的流程进行操作即可。尾气检测采用专业的尾气收集及检测设备,车辆停在尾气检测工位,探针插入排气尾管收集样本,按照GB18285-2018中关于双怠速法标准流程进行操作,经过设备分析判定尾气成分。
纯电动汽车主要涉及绝缘电阻检测、等电位检测与充电检测,其中绝缘电阻检测工位一般布置在装配线体,在整车高压线束、电器全部装配完成后选择合适的工位即可(电源处于OFF状态),由绝缘电阻测试设备检测高压线束端、高压电器端、交直流充电口端的电阻值(R≥1 MΩ),在检测的同时不允许有任何装配作业发生,且检测操作人员需佩戴绝缘劳保,以确保员工的安全。等电位检测主要是通过电阻接地测试设备(如微欧计)检测高压电器、接地电阻的电位差,一般布置在装配线体,在车身主要电器、线束装配完成后,用于验证电位均衡通路中的电阻是否满足标准要求,为保证检测的有效性,检测期间电源处于“OFF”状态,且禁止开展任何装配类作业。充电检测主要是直流、交流充电系统性能的确认,检测工位一般布置在检测线(车辆装配完成、满足正常使用性能),为了实现传统燃油车与纯电动汽车的柔性化混线生产,建议充电检测与尾气检测在同一工位,将尾气检测设备与充电检测设备分别布置在线体两侧,互不干涉,提升线体空间利用率,间接降低生产成本投入。
结论
随着国内外新能源政策的推进及新能源汽车发展速度的需求,在未来一段时期内,纯电动汽车与传统燃油车混线生产将成为主流生产模式。因此,需要不断深入研究电动车与燃油车的异同点,在保证整车质量的前提下,合理规划工艺布局,并结合智能制造的战略方针,实现线体、设备、工装的共用,提升工艺制造水平,提高资源利用率,促进新能源汽车总装工艺技术的快速
发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖