汽车在线涂胶检测技术综述
三维实时涂胶检测是在线涂胶检测行业的发展趋势——黄振华博士
涂胶正成为汽车制造中一项越来越常见的工艺。制造商为了在不牺牲车辆完整性或性能的情况下提升燃油效率,铝合金材料在车身框架与底盘结构中所占比例越来越大。
薄铝板本身就难以焊接,更不要说将铝和钢这两种不同的材料焊接在一起。因此结构胶在汽车制造中的应用越来越多。而在正确的位置施加适量的结构胶对车身框架的刚性是至关重要的。
为达到理想的密封效果,大量的密封胶被应用在动力总成装配与车身总装的环节中。而所涂密封胶的量太多或太少都是不可接受的。如今先进的涂胶系统通常都装有流量计来计量所涂材料的体积。然而,这种办法无法测量每个位置所涂胶的多少。另外考虑到涂胶过程的种种变量(如材料粘度变化,温度波动,换原料桶过程中带入的气泡等),涂胶工艺急需一种更直接的在线涂测技术。
考虑到紧凑的节拍时间以及胶本身的流体特性,在线非接触式光学检测是涂胶质量监控的最优解决方案。一般来说,有二维和三维两种主流的在线光学涂胶检测解决方案。二维检测主要是基于图像中特征的对比度(换句话来说就是颜色的不同)来定位并检测胶。这种解决方案有以下几种限制因素。
首先,二维解决方案只能提供二维的信息 - 胶的宽度。这种方案无法提供胶的截面形貌,而截面形貌才是真正影响结构胶在挤压装配后扩散范围和密封胶密封效果的最重要的因素。其次,二维方案的检测效果取决于零件颜色及环境光照的情况。在真正的生成环境中,二维方案通常都会有很高的误报率。而如果发生胶嘴在工件表面刮擦并涂下薄薄一层胶的情况,二维系统是无法识别这种涂胶不足的缺陷的。而这种情况在机器人程序没有完全优化或工件震动的情况下经常发生。
由于二维检测有上述缺陷,三维在线涂胶检测才是行业发展的方向。
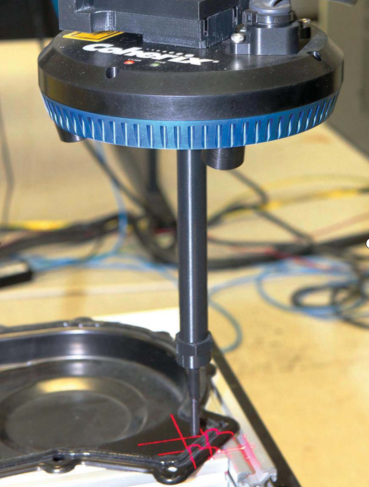
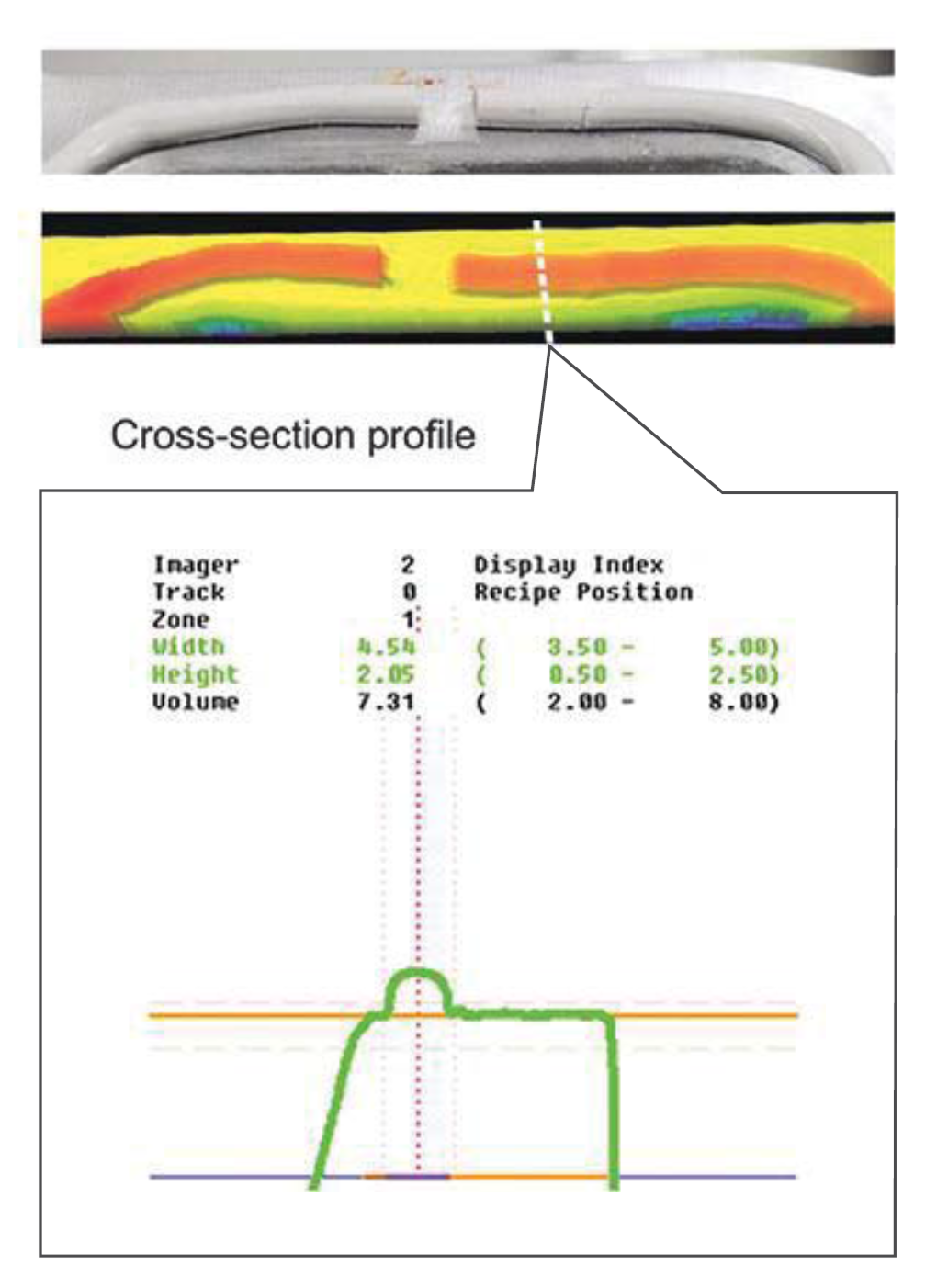 图1:三维在线涂胶检测技术使传统行业观念的转变成为可能
图1:三维在线涂胶检测技术使传统行业观念的转变成为可能
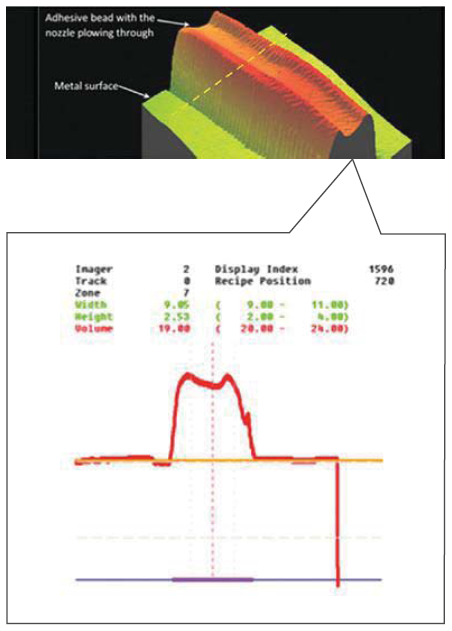
图2:一种特殊的情况是,由于机械固定结构的不完善,胶嘴在涂胶时会在胶的表面拖拽并形成深沟
现如今有多种常见的三维成像技术:如激光三角测量,立体视觉,结构光,飞行时间,激光干涉测量等。考虑到实时涂胶检测对于高速连续成像的需求,激光三角测量法是针对涂胶检测的最合适的三维成像技术。然而,考虑到胶嘴周围的空间限制及涂胶方向的任意性,通用的单激光线传感器是无法满足检测要求的。一种可能的解决方案是实现一种可动式的单激光线来追踪任意的涂胶方向。但如今的涂胶工艺为了实现更高的生产效率,涂胶速度可达400mm/s到1000mm/s。在这种高速涂胶的情况下,很难控制电机对涂胶方向的改变做到可靠并高效的实时响应。另一种可能的解决方案是设计一种多激光线围绕胶嘴的三维涂胶检测系统。这种设计可以保证任意涂胶方向都没有检测盲点。
三维实时在线涂胶检测技术使行业规范的改变成为可能。有了对胶条进行实时三维成像和检测的能力,产品开发能够将将胶的尺寸直接与产品的功能相关联;同时在生产流程中能够更好地对复杂的涂胶工艺进行控制及优化。
一种特殊的情况是,由于机械固定结构的不完善,胶嘴在涂胶时会在胶的表面拖拽并形成深沟。这种胶在零件装配挤压时无法覆盖足够大的面积从而会带来严重的车身框架强度(安全)问题。但是对于这种情况,常用的宽度判据无法将该胶判定为不合格,甚至高度判据也不能做到这一点。然而,凭借全3D数据的强大能力,瞬时体积检测可以作为另一个保证使这种不合格工件被检出判据,这可以为客户避免这一重大质量问题带来的的数百万至数千万美元的损失。
其他可以评估三维实时在线涂胶检测技术的方面包括:最小化设备安装及占地空间,兼容不同机器人及涂胶设备,最小化对机器人程序修改,处理机器人速度变化的能力,对高度涂胶应用的支持,鲁棒性,数据可溯源性,安装及使用的便捷性等。在实际应用中,三维实时在线涂胶检测技术已均在上述方面取得了成功。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖