刚柔结合—焕发新的活力
如何实现发动机机体、缸盖等主要零件的多品种共线生产一直是发动机生产企业技术人员研究的一个课题。随着高速、准高速加工中心和先进刀具的不断发展及其在大批量生产线中的广泛应用,刚柔结合的生产线以其适应能力强、生产效率高而成为工艺设计的发展方向,成为了新建生产线和对老生产线进行技术改造的主流思想。本文介绍了扬州柴油机有限责任公司(简称扬柴公司)在YZ4102机体生产线的技术改造中以 “刚柔结合”为思路,如何规划工艺方案、选用设备并进行现有工艺装备的改进。
我国在20世纪八、九十年代新建或扩建的机体生产线大部分都是按照大批量生产方式进行工艺布置的刚性生产线,因为当时发动机产品的生命周期较长、品种单一,工艺设计的重点主要是如何保证机体加工的精度和提高生产效率。到了90年代后期,随着我国汽车工业的迅猛发展和环境保护的要求,各企业都在加速新产品的研发并对老产品进行改进,同时也加大了对原有生产线技术改造的力度,以实现发动机机体等主要零件的多品种共线生产。当前,把生产效率高的刚性生产线和适应变化能力强的柔性生产线结合起来形成流畅的刚柔结合的工艺路线已成为新建生产线和改造旧生产线的主流思想。
YZ4102机体生产线技术改造的思路
扬柴公司的YZ4102机体生产线始建于20世纪80年代初期,原生产纲领为年产3万件,是由组合机床单机、组合机床自动线和部分通用机床组成的刚性生产线,可实现缸径为直径102mm和直径105mm两种机体的共线生产。90年代中期进行了提高生产能力的技术改造,对粗加工工段和精加工工段分别扩建了两条复线。2000年以来,随着配套范围的扩大和产品的不断改进,扬柴公司陆续推出了YZ4108、YZ4110及YZ4102、YZ4105增压中冷机型,这部分机型的机体都进行了较大的设计改进,除了主参数缸心距和主凸孔轮系尺寸保持不变外,其余各个面都增加了很多加工内容,因此在现有生产线上实现多品种共线生产难度很大。为了进一步提高生产能力,扬柴公司决定对YZ4102机体生产线进行新一轮的技术改造。
经过多次调研,扬柴公司结合实际情况对本次技术改造提出了三种思路:
1、新建一条由加工中心组成的柔性生产线,用于加工新型机体。
该方案柔性化程度高,但在相同生产纲领时与刚性线相比投入较大,特别是精镗主凸孔等关键工序必须从国外引进加工中心机床及专用刀具。
2、在原有生产线的基础上新增部分组合机床。
该方案可以满足现有机体多品种共线生产的要求,且生产效率高、投入较低,但很难适应今后产品的变化,同时受现有生产线场地的限制,工艺流程很难进行优化。
3、在粗加工和精加工工段,对“瓶颈”工序采用更新设备或使用先进刀具的方式提高生产效率,对孔系加工工段采用加工中心组成的柔性生产线。
该方案既发挥了组合机床加工效率高、工作稳定的优点,又使各面孔系的加工增加了柔性,投入也适中,但由于现有生产场地的限制,如何将新增的柔性加工线与原生产线有机地联接起来仍是个难题。
经过反复讨论并参考同行业厂家的经验,经过工艺、物流、生产效率、柔性化、投入产出比等多个因素的综合分析对比,扬柴公司决定采用第3种刚柔结合的改造方案对YZ4102机体生产线实施新一轮的技术改造。
YZ4102机体生产线技术改造的工艺方案
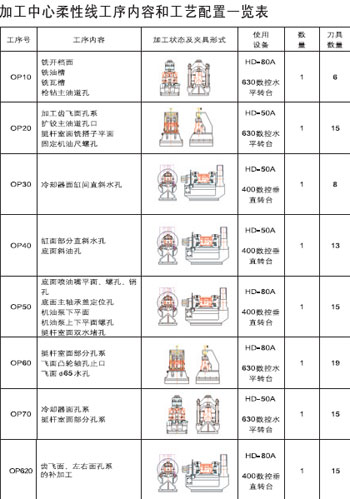
YZ4102机体生产线原有设备75台,粗加工工段分为A、B两条生产线,孔系加工工段为一条流水生产线,精加工部分也分为A、B两条生产线。目前该生产线需要加工18种机型的机体,其中缸孔直径分为直径108mm、直径109mm、直径111.5mm、直径114mm的四种,高度分为长、短冲程的两种,主轴孔直径分为直径86、直径91的两种,其它孔系按照不同的机型设计要求也均有变化。
扬柴公司确定本次技术改造的总体要求是:以现有生产线为基础,实现目前18种机体的共线生产,具有适应产品继续改进后的柔性加工能力,生产能力提升至两班制年产8万件,同时要求在技改项目实施过程中不能停产。
根据总体要求,扬柴公司在技术改造的工艺方案设计中重点开展了以下几方面的工作:
1、对机体线各道工序的实际节拍时间进行现场实测,根据实测和理论计算结果做出全线工序节拍时间的直方图,以确定保证生产能力的“瓶颈”工序;汇总近三年来机体月度质量的检验记录,列出质量故障模式统计表,以确定保证质量能力的“瓶颈”工序。
2、对所有型号机体的结构变化部分进行列表分组,以确定现有条件不能适应共线生产的工序。
3、对于粗加工工段的“瓶颈”工序,采用高刚性的专用机床更新原有的普通端面铣床,或采用先进刀具以提高切削速度。
4、在孔系加工工段新建一条由加工中心组成的柔性线,做为孔系加工工段的B线,用于加工变化较多的机体。同时,重新设计原A线组合机床上的部分主轴箱,采用增加主轴预留工位的方法,适应部分型号机体的共线生产。受A线场地不能再增加机床的限制,在精加工工段结束后布置一台加工中心补充加工A线不能完成的工序内容,对该工段部分生产效率高的工序仍作单线布置。
5、对精加工工段不能适应多品种生产的机床进行改造,采用先进刀具提高生产效率,重新设计刀夹和对刀仪,实现对不同直径缸孔、主轴孔的加工。
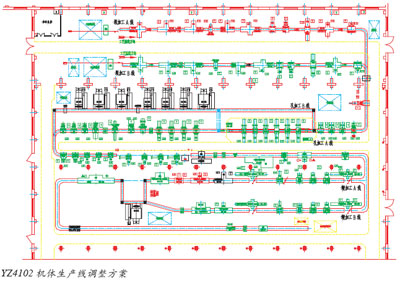
6、为扩大机体线生产场地,将主轴承盖加工线易地,将粗加工A线调整至原主轴承盖场地。在粗加工A线腾出的场地上布置新建的加工中心柔性线,并为今后进一步扩大生产能力预留部分场地。
7、对磨损严重、精度降低的设备,进行设备更新或更换主要部件;对故障频繁、液压元件已被淘汰的液压系统进行更新;对部分继电器控制的机床电器系统,采用PLC进行改造。
8、为了减少生产线换型的频率,扬柴公司还对不同型号机体的生产流程进行了重新设计。粗加工工段的加工内容变化较少,除左右面部分搭子不同外,所有品种在粗加工A、B线均能通过,不同的部分可在后序加工中心上进行补充加工。孔系加工中的A线(刚性线)用于生产变化较少、批量较大的机体,以充分发挥其生产效率。因B线(柔性线)效率较低,用于生产变化较多、工序内容复杂、批量较小的机体。精加工工段的精铣缸面镗缸孔工序,B线采用生产效率高的进口机床,生产批量较大的机体;A线采用效率相对较低的机床,用于加工批量较小的机体。不同型号的机体在各线的节点按标识进行转换。
为了实现不停产改造,扬柴公司按年产8万件机体的生产纲领完成一次规划、分步实施,利用间隙时间和低产期初稿分段调整。调整后全线共有机床84台,各工段加工节拍时间基本平衡,有利于实现流水化生产,提高全线的生产能力。
新建孔系加工柔性线的概况
新建孔系加工柔性生产线由大连机床集团制造的7台卧式加工中心组成,其中3台为HD80型,4台为HD50型。该线和原刚性生产线平行布置,采用流水线输送方式。机床都采用单工作台,工作台前装有输送托架,工件从滚道上直接送入托架,上下工件时由人工推至机床夹具中。夹具全部采用“一面两销”定位,液压夹紧,单台装夹时间为15s。每台机床都配置了刀具折断检查装置和条形码扫描装置接口,以防止操作中的失误。HD50型机床采用直线导轨,适用于高速轻负荷的加工;HD80型机床采用贴塑滑动导轨,适用于高速重负荷的加工。同时,HD50型和HD80型机床均能在加工中根据程序进行高压小流量和低压大流量的转换,控制系统均采用FANUC-18i。根据不同的工艺内容,各台机床还分别配备了水平齿盘转台、垂直数控转台等。
柔性加工线工艺方案的设计思想:
1、为了避开当前在加工中心机床上加工主凸孔的难点,我们将一次半精镗主凸孔工序和缸面各种机型均无变化的孔系调整至该线前面进行加工,以提高该线的生产效率。
2、该线应能加工现有机体设计中新增加的全部内容,并为今后继续改进设计预留加工能力。
3、该线应能加工刚性线(A线)中所有的工艺内容,以便于合理安排工艺流程,并在刚性线维修时可以继续生产。
4、分别绘制出每台机床所承担的各种机体加工内容的工序图,要求制造厂单独编程以便快速换型。
主要工艺装备的设计和改进
1、进口精铣缸面、精镗缸孔机床的改进
精加工B线精铣缸面、精镗缸孔工序采用的是奥地利克劳斯公司制造的机床,购置于20世纪90年代中期,机床加工工序分为精铣缸面、精镗缸孔两个工步。在精镗缸孔工步中,进给时半精镗缸孔,至下限位置时车止口,退回时精镗缸孔,可以按0.005mm的精度手工调整刀具,加工精度和生产效率都很高。但当时引进机床时,仅需要机床能够适应YZ4102和YZ4105两种机型的机体加工。
为了使该机床能适应YZ4108和YZ4110机体的加工,扬柴公司自行设计了半精镗、精镗、车止口的刀夹和对刀装置,将镗孔直径范围从原最大直径109mm扩至直径114mm,并根据机体外型的不同重新选择可以通用的夹紧位置、设计制造新夹紧块、增加导向块的调整装置。改进后的机床能够适应YZ4102至YZ4110机体的加工,更换品种时只需更换相应的刀具及进行简单地调整便能实现多品种共线生产的要求。
2、国产精铣缸面、精镗缸孔机床的改进
精加工A线精铣缸面、精镗缸孔工序分别采用大连机床厂制造的专用铣床、专用镗床各一台。在多品种共线生产时,这两台机床除了存在与上述克劳斯镗铣床相同的困难外还有两个问题需要解决:一是铣缸面机床铣头的升降靠手工调整,很难保证不同品种机体的铣削高度;二是镗缸孔机床切削速度低,缸孔粗糙度达不到工艺要求。扬柴公司在调整中除了对夹紧、导向机构进行了改进,还在铣缸面机床的铣头上增加了对刀装置,装上百分表和高度样块,使得更换品种时可以用百分表直接监控调整尺寸;镗孔机床采用立方氮化硼(CBN)刀具,经过多次试验后可将主轴线速度从280m/min提高至385m/min,缸孔表面粗糙度提高至Ra1.6,同时也提高了生产效率。
3、精镗主轴孔、凸轮轴孔机床的改进
半精镗、精镗主凸孔工序采用大连机床厂制造的三面复合式机床。在YZ4108增压中冷机型和YZ4110机型的设计中,机体主轴孔径由原来的直径86mm扩大至直径91mm,这一尺寸超出了机床的最大加工范围。为了使YZ4108增压中冷机体和YZ4110机体形成批量生产,扬柴公司在确定原镗杆的强度能够满足要求的情况下,对半精镗、精镗主凸孔三面复合式机床进行改造:导向套采用线切割工艺,增加刀具导入槽高度。这样,更换加工品种时只需调整刀具便可实现两种不同直径主轴孔机体的共线加工,同时大大降低了机床的改造成本。
4、加工左右面孔系四台组合机床的改进
机体左右面孔系大部分都是发动机外装件的安装孔,也是不同配置、不同型号机体中变化最大的部分。为了在孔加工A线组合机床上生产更多品种的机体,针对生产批量较大型号的机体的左右面孔系,我们采用尽可能多的预留主轴的方法,重新设计了原组合机床中的五只主轴箱和夹具模板,并对主轴箱上加工不同型号机体的主轴作出标记。在更换品种时,根据不同型号装卸相应的刀具。对不能在原组合机床中加工的孔系,则采用在精加工结束后的加工中心上进行补充加工。这些改进既发挥了生产线上组合机床的高效率,又使生产线具备了一定的多品种共线生产的柔性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖