保证发动机装配质量的冷试技术
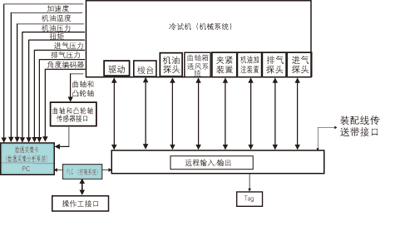
图1 冷试机的应用
冷试能够提前发现发动机装配过程中总成件(或零部件)的问题和缺陷,并把缺陷控制在生产线内,从而达到提升产品质量的目的。
随着汽车技术的发展,人们对发动机质量要求越来越高,因此发动机出厂质量控制工作变得越来越重要。早期由于发动机制造技术和质量控制手段的落后,发动机的装配质量往往难以得到有效控制,发动机故障率较高。为了保证发动机的出厂质量,先期各发动机厂家都采取了发动机出厂时100%进行热试(Hot Test)的质量监控方式。但是热试节拍慢时间长,需要大量的热试设备,同时消耗大量的燃油、机油和冷却液等,热试后返工成本也较高,而且在现代化的工厂内热试对环境污染以及安全影响也非常大。在安全、成本节约、环境保护以及发动机质量提升的综合需求加大的情况下,冷试(Cold Test)技术应运而生。
冷试原理
冷试技术严格来说应该是一种质量检测的手段,是对发动机装配完成后的各系统进行综合测试的技术,通常设在发动机装配线的尾部,主要是通过冷试机上加装的各传感器信号来监控和测量发动机运转的各项参数,并同标准模板进行数据对比和分析,从而进行故障诊断。冷试能够提前发现发动机装配过程中总成件(或零部件)的问题和缺陷,把缺陷控制在生产线内,从而达到提升产品质量的目的。
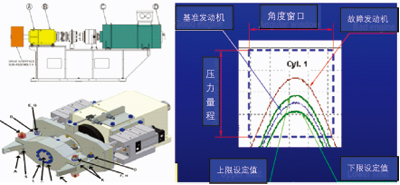
图2 冷试基本原理
冷试一般包含三大系统:机械系统、控制系统和数据采集分析系统。机械系统由为各参数测量而设计的机械定位、夹紧、举升和封堵等机构组成。数据采集分析系统采集通过在机械机构上安装的传感器的信号,并采用不同的数据处理软件进行数据分析处理,通过先期的故障映像(Mapping)来自动判定发动机是否合格并分析故障原因,它可以通过用户界面将各测试结果显示出来,以利于故障的处理。
冷试机的应用和冷试基本原理如图1、图2所示。具体为:
1.采用外部驱动来转动发动机曲轴,测量发动机不同工况下的参数;
2.将某台已知的合格发动机设为基准发动机,其特性参数处于一定的范围内;
3.如果某台发动机的参数与基准不符,则表明该发动机有某些缺陷或故障。
冷试技术的核心内容就是数据采集分析系统。数据采集分析系统原理和机械系统示意图如图2、图3所示。
图3 数据采集分析系统原理
冷试测试项目
冷试的测试项目主要包括:扭矩(Torque)测试、进气真空度(Intake Vacuum)、排气压力(Exhaust Pressure)、机油压力和温度(Oil Pressure and Temperature)、发动机正时(Engine Timing)、点火测试(Ignition Test)、电气测试(Electrical Test)、NVH和增压器测试(Turbocharger Test)等。下面将分项予以简单介绍。
1.扭矩(Torque)测试
扭矩测试一般需要测试起动扭矩(Break-away Torque)和运转扭矩(Running Torque)。通过对驱动扭矩最大值、最小值、平均值、变化范围和最大、最小位置的测量,来发现发动机的摩擦副是否存在故障缺陷,并判断发动机是否运转正常(测试曲线如图4、图5所示)。
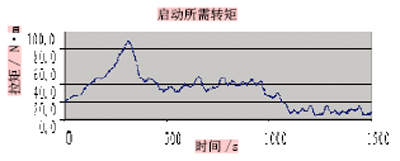
图4 起动扭矩曲线
冷试的扭矩测量方法:通过在电机与发动机联结轴之间加装扭矩传感器来测量发动机的驱动扭矩,为了保护扭矩传感器,一般需要在扭矩传感器后面增加一个超越离合器。该扭矩测量方法非常精确,可以达到±1%的精度,价格相对较高。一般冷试机上都使用扭矩传感器来进行扭矩的测量。
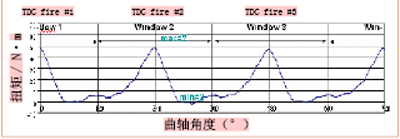
图5 运转扭矩曲线
通过扭矩测量,一般可以发现发动机如下几个问题:各缸工作的均衡性、气门是否泄露、配缸间隙是否正常、火花塞是否漏装或者安装不良及正时是否正常等。
2.进气真空度(Intake Vacuum)测量
进气真空度的测量也叫进气压力测量,通过安装在进气侧的压力传感器来测量进气压力的变化,以检查进气门泄漏和确认进气执行机构的故障/缺陷和安装在进气口附件的其他部件(如喷油嘴)。根据发动机安装状态不同,有多个传感器(未安装进气歧管总成如图6所示)和单个传感器(安装了进气歧管总成如图7所示)等测试形式。
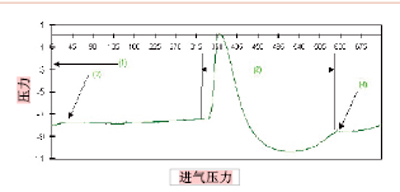
图6 多个传感器测量时的进气压力曲线
3.排气压力(Exhaust Pressure)测试
通过安装在排气侧的压力传感器来测量排气压力的变化以检查气门泄漏和确认进气执行机构等故障。根据发动机的安装状态的不同,也有多个传感器和单个传感器的测量方式。
其他测试项目不再一一赘述。总之,冷试主要就是利用机械机构将各传感器予以有效连接,并通过测量信号的采集和分析,来判断发动机工作是否正常,并通过有效的故障映像(Mapping)来判定各故障部位。
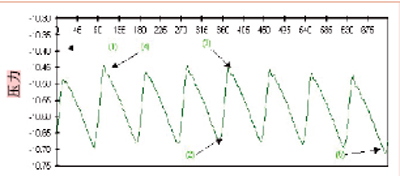
图7 单传感器测量时的进气压力曲线
冷试的故障映像
故障映像(Mapping)通过对标准合格的发动机进行反复试验,采集不同的数据并分析后,可以通过预先的参数设置,在发动机测试时直接判断出发动机的故障原因,从而减少故障排查时间。Mapping一般需要至少3~5台发动机,并需要制作故障模拟。
Mapping的一般判断原理为,通过各测量数据的变化,并结合发动机的工作原理,建立矩阵对应,从而可以有效地判定出发动机的故障原因和部位。
冷试的优、缺点及应用
1.冷试的优点
(1)可以在装配过程中更早地发现缺陷,减少返工返修成本;
(2)可以在造成发动机损坏前发现缺陷;
(3)可以为维修人员提供更多的有关缺陷的信息;
(4)在工作工程中可以持续改进,提高总体质量水平;
(5)可以“学会”检测新的缺陷;
(6)不需要燃油供给、冷却系统和排气系统,节约投资成本;
(7)测试节拍短、效率高;
(8)定义精确、低风险而且经过验证;
(9)柔性产品,可以由用户定义适合自己的测试;
(10)可以兼容新产品的柔性设计。
2.冷试的不足之处
(1)冷试不能测试还未安装的部件的状态;
(2)冷试不能测试发动机输出功率;
(3)由于发动机没有点火,测试结果不完全和发动机使用状态相一致,导致一些问题得不到发现。
3.冷试的应用
正是由于冷试的这些优点,冷试技术才得到了越来越多的应用。在国内,越来越多的发动机厂家逐渐接触国外冷试机制造厂家,并希望通过冷试机的有效使用提高发动机生产装配过程的质量,以保证和提高发动机出厂质量。
结语
由于冷试机不能测试出发动机的输出功率,并且由于没有点火做功,其测试结果也不完全和发动机实际使用状态相一致,所以冷试技术的应用并不能完全作为发动机出厂质量的惟一监控手段。
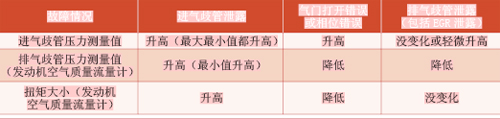
故障映像(Mapping)的一般判断原理
作为冷试机的有效补充,发动机的出厂热试也是一个必要的质量监控手段。特别是在发动机刚投产时,由于过程质量还不够稳定,100%的热试是必需的。
随着发动机的逐渐批量生产,热试的比例将逐渐降低。一般情况下,在发动机批量生产后,热试的比例一般在3%~5%左右。
综上所述,作为现代发动机制造技术的有效应用,冷试技术正在得到充分的应用和推广,冷试技术将成为发动机质量监控越来越重要的一种监控手段。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖