保证焊接质量,不断优化解决方案

随着新材料的应用和新型焊接设备的使用,给焊接质量带来了新的挑战。针对热成型钢板焊接飞溅大的问题,上海大众汽车三厂通过改善电极、优化焊接参数使其得到解决。同时,该厂针对焊接机器人、螺柱焊等工艺在生产过程中产生的问题,自行找到了有效的解决方案。
对热成形钢板实施点焊
随着汽车工业的发展,世界各国对汽车的安全、节能和排放要求越来越苛刻。采用高强度钢板既能够减轻汽车重量,又可以实现节能减排,提高汽车的安全性。热成形是将成形和强化分为两个步骤生产超高强度汽车零部件的一种新工艺,利用相变强化形成马氏体。热成形零件的优点在于具有超高强度、成形精确,同时,还可避免高强度钢冷成形时的回弹问题。上海大众汽车三厂(以下简称“三厂”)在昊锐和途观车型上大量采用了热成形钢零件,在采用这些新材料的同时产生了一些新的问题。
在昊锐项目生产初期,由于我们对热成形钢板焊接的认识不够,零件焊接时飞溅大,焊接后分总成零件在与其他零件匹配时配合差,尤其与表面零件配合时产生凸点,影响表面质量。
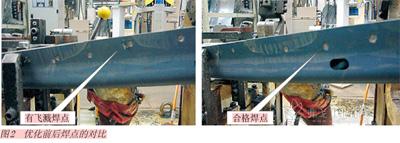
优化前:使用两个球面电极,一次脉冲进行焊接;优化后:使用一个球面电极,一个平面电极(φ8),平面电极装在固定臂,相对于双球面电极接触面积较大,通过单位面积电流小,避免了飞溅产生。球面电极与平面电极的对比如图1所示。另外,采用二次脉冲焊接方法,并且焊接起始时加上升流电流(斜坡),中间加冷却。较以往焊接参数的优点在于:焊接之前有预热过程,保持工件在焊接之间完全贴合,在第一次焊接即将产生飞溅时停止焊接,冷却,再次焊接,消除飞溅。图2为优化前后焊点的对比。
焊接机器人
焊接机器人是应用最广的一类工业机器人,在各国机器人应用比例中大约占总数的40%~60%。汽车工业上应用最多的是点焊和弧焊机器人。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时要求速度很快。三厂车身车间用于点焊机器人的焊枪有172把。机器人的使用优点在此不再赘述,不过与手工焊枪相比,焊接机器人的柔性差些,完全依赖于参数设置,经常会碰到点与点之间移位时电极与工件粘连(电极臂打不开)容易拉坏工件的现象,甚至会导致电极帽脱落,影响设备开动率和焊接质量。
举例来说,在进行途观后轮罩焊接时,经常会有电极臂打不开的情况,经现场观察发现焊点表面颜色发黄,焊点有明显的凹陷。由此判断,电极压力不足,但经仪器测试,电极力设置符合规范为2.4kN。通过进一步观察分析,认为产生的原因是:焊接姿态与焊枪固定臂补偿(平衡缸)不匹配(固定臂电极与工件贴合,距离过近),从而导致实际压力有损失(损失在电极臂拉推工件),造成实际焊接电极臂补偿与设置补偿不符(设置补偿10mm,实际补偿3mm)。具体的解决方法为,重新调整机器人焊接姿态,确保实际补偿距离与设置补偿距离相符。
螺柱焊
随着现代汽车工业的发展,使用者对汽车功能的要求更高、更多且更具个性化,这就需要白车身的制造工艺更具柔性,同时成本要精益,可制造性好,车身结构要紧凑合理。螺柱焊系统在满足和实现当代造车理念方面具有举足轻重的作用,它可将许多巧妙的设计转化成易于制造的工艺。
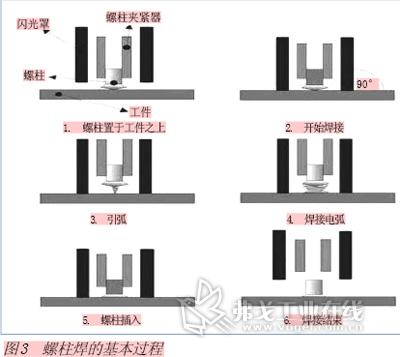
图3给出了螺柱焊接的基本过程,螺柱端面与工件紧密贴合,迅速提升螺柱,在螺柱端面与工件之间引燃电弧;电弧扩展至整个端面,并使其少量熔化,同时,使螺柱下方的工件表面熔化并形成熔池;电弧在设定的时间熄灭后,通过螺柱焊枪的机械机构将螺柱端面压入熔池,完成焊接。

薄板螺柱焊易产生烧伤、飞溅,其带来的直接影响是,总装装配拧紧时螺柱脱落。昊锐侧围AFO925焊接螺柱时反面有烧伤迹象,并且伴随大量飞溅。经现场观察,首先优化参数,有所改善,但并未彻底解决。进一步观察发现,在螺柱插入过程中薄板焊接区域由于受热易变形,并伴随飞溅出现烧穿现象。因此,在焊接区域反面加支撑,避免受热变形。
手工螺柱焊时,尺寸由防闪罩和夹具导向定位,因此对防闪罩和夹具导向的同轴度要求很高。现场操作时,随着使用频次的增加,防闪罩端面不断磨损,易产生防闪罩和夹具导向不同轴,导致螺柱位置尺寸出现偏差。如M-S后地板AFO 3445,所焊接螺柱尺寸在0~3mm间波动(工艺要求为:0~1.5mm)。
我们车间经过多年的摸索和积累自制了胶模对中器(见图4),其原理为:夹持器外径与对中器的内径相配合,直径差在0~0.5mm间,对中器外径与防闪罩内径为紧固配合。因此,只需保证夹具导向稳定就可保证螺柱位置尺寸稳定,经试验后证明,措施有效。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖