检测技术在模具生产质量控制中的应用

图1 实型泡沫测量现场
本文阐述了在模具生产中应用检测技术对多个重要、关键环节加强质量检测,以保证模具加工过程符合客户标准和客户要求,及检测技术对冲压模具生产的过程控制的重要性。
随着中国汽车工业的飞速发展,汽车整车检测、与其相关的零部件制造检测以及质量监控已日益成为业内关注的热点,汽车领域持续增长的检测需求反映了人们对安全性、可靠性和有效性的更高要求。对模具生产过程的有效控制就是对模具生产过程中影响产品质量、生产效率和生产费用的各因素进行有效控制与管理,其目的是为了确保产品质量稳定、生产效率高且各项加工费用最低。现代检测技术的快速发展为模具生产过程的有效控制提供了条件,并日益成为模具工业设计、开发、加工制造和质量保证的重要手段。
检测技术概述
在模具工业中应用最广泛的空间数字测量技术为坐标测量技术。坐标测量基本原理就是通过探测传感器(探头)与测量空间轴线运动的配合,对被测几何元素进行离散的空间点位置的获取,然后通过一定的数学计算,完成对所测点(点群)的分析拟合,最终还原出被测的几何元素,并在此基础上计算其与理论值(名义值)之间的偏差,从而完成对被测零件的检验工作。
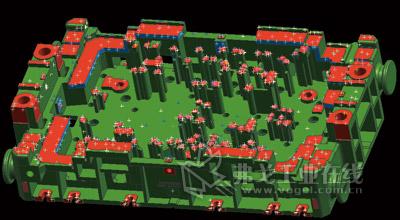
图2 在NX中计算测量点与实体的偏差
当今主要使用的坐标测量机有固定式的坐标测量机(桥式测量机、龙门式测量机和水平臂式测量机)和便携式测量机。
1.固定式的坐标测量机
固定式的坐标测量机在模具工业中发挥的作用越发明显。首先,测量机可以为过程控制提供尺寸数据,同时还可提供入厂产品检验、机床的校验、客户质量认证、量规检验、加工试验以及优化机床设置等附加性能。高柔性的三坐标测量机可以配置在车间,并直接参与到模具加工、装配、试模和修模的各个阶段,提供必要的检测反馈,减少返工的次数并缩短模具开发周期,从而最终降低模具的制造成本并将生产纳入控制之中。其次,测量机具备强大的逆向工程能力,对于模具的设计、样品的复制以及损坏模具的修复具有重要的作用。此外,测量机还可以配备接触式和非接触式扫描测头,利用PC-DMIS测量软件提供的强大的扫描功能,完成具备自由曲面形状特征的复杂工件CAD模型的复制。无需经过任何转换,可以被各种CAD软件直接识别和编程,从而大大提高了模具设计的效率。
2.便携式的坐标测量机
相比固定式的坐标测量机,便携式的坐标测量机在模具测量(特别是大型模具的现场测量与应用)中有更着广泛的应用,尽管坐标形式不同,但测量原理是一样的,只是功能与应用的场合有些差别。
(1)球坐标激光跟踪仪 一般具有几十米的高精度测量范围,用于大型模具及大尺寸产品的测量工作,LECIA的激光测量机配备T-Probe和T-Scan等附件后,将能在大范围空间中移动测量。
(2)点云扫描测量机 采用点云的扫描测量方法完成对曲面的扫描测量工作,利用这类测量工具在逆向工程中可以实现形面高密度点云数据的快速获取。
(3)多关节式测量臂 由于其高自由度的灵活性和快捷性,在模具工业中已得到了大量应用。
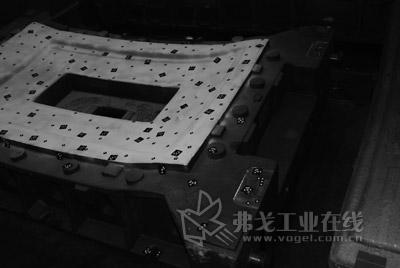
图3 毛坯铸件在测量现场的效果图
在模具生产中的应用
为了获得符合客户要求的模具,尽可能减少模具的制造成本,我们必须对模具加工各工序进行质量控制。质量人员在模具生产流程中应用检测技术对多个重要、关键环节加强质量检测,防止不合格品转入下一道工序。
1.泡沫实体的质量检测
泡沫实体是模具3D数模的实物形式,是经过模具生产中第一个加工环节——泡沫加工而形成的。泡沫实体的检测应用APCM点照相测量系统。
点照相泡沫实体的检测方式:在泡沫实体上张贴非编码点和摆编码点,并选择物体被测量的标尺,再利用XL数码相机拍照。其中,编码标志点用来确保图片集可以被计算并允许自动计算相机的位置,非编码标志点用来确定被测物体的三维坐标。拍摄时前4张要旋转90°从4个方向拍摄,然后分3层围绕一周拍摄,垂直方向也要拍照。然后对图片组进行计算来生成编码点的三维坐标。利用3-2-1建系法则把点云的中心和数型的中心重合。之后把非编码点输出成不带ID符号的点,经数据转换后,把点和3D实体放到NX软件中,利用NX软件量取测量点与理论数模形面之间的距离。通过与理论距离比较来分析泡沫结构是否正确。
图1是非编码点和编码点在泡沫实体上的摆放示意图,图2是输出的三维非编码点在NX软件中和3D实体的比较示意图。通过计算测量点和实体的偏差值,可以验证泡沫实体的制作精度。
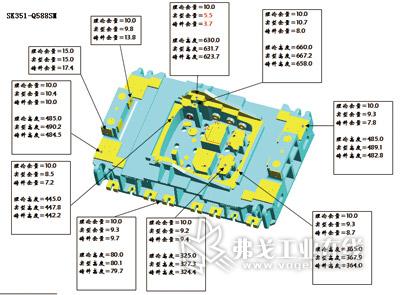
图4 铸件余量分析
2.毛坯铸件的质量检测
泡沫实体经过铸造形成了毛坯铸件。毛坯铸件完成,经时效处理后,开始进入NC加工。由于在铸造的过程中,因模具结构空间受限制,而局部强度薄弱的模具有可能发生变形,因而在加工之前需要对铸件毛坯进行检测,才可以尽可能地避免在加工过程中因变形产生的加工余量不足,避免其产生的增加结构变动的成本。
(1)毛坯铸件的检测方式。毛坯铸件的检测同样应用了APCM点照相测量系统,图3是毛坯铸件在测量现场的效果图。
毛坯铸件检测与泡沫实体检测方式大致相同,但要把加工的铸件中需要扫描的形面喷上显影剂,贴上非编码点和编码点,摆放标尺(需要把坐标定好,以便以后和加工依据在一个坐标系下);对铸件进行拍照,约50张,利用点照相测量系统识别和计算出测量点的三维坐标;把测量点数据导入到扫描测量软件里,进行扫描,得到点云;在Geomagic Studio软件中对点云进行处理,消除没用的点、补孔,最后生成nurbs面,存为IGES格式文件;在CAM软件中,把IGES文件导入到编程依据的坐标系下编粗加工程序,利用层切进行加工。
(2)为NC编程加工提供参考。图4是铸件余量分析,在每一个测量位置均提供了“理论余量”、“实型余量”和“铸件余量”三组数据。在泡沫实体制作之前,按照理论余量值进行泡沫编程加工;泡沫实体制作完成后获得的测量结果即是实型余量;完成铸造后再测量,取得的数据便是铸件余量。图4中的数值变化说明了泡沫生产和铸造两个环节对模具后序加工的影响。实型余量小,在铸造时可能会补偿到位;铸件余量过小,NC编程进给量将随之变小;当铸件高度低于理论高度,加工余量出现负值时,制造部门则应迅速采取补救措施,防止模具报废。
利用点照相检测技术对结构面进行检测,精度很高,能够满足现在编程的要求。对形面进行检测,可以优化数控加工程序。
(3)为模面处理提供依据。由于受铸件强度、淬火后变形以及压力机精度等因素影响,等料厚加工的模具在实际调试时间隙不均匀,着色差。模具的微变形造成模具研合量加大,而且着色差的模具不能保证稳定性,造成与最初冲压工艺设计(CAE仿真环节)结果不相近。模面处理就是依据结构分析的变形趋势,结合现场典型件检测的变形量,对模具的加工形面进行相应的补偿,如测拉延圆角、拉延筋的修正量以及曲面的光顺度等主要是为模面处理积累经验。

图5 制件检测数据和不合格区域指示图
3.制件零件的质量检测
制件零件的质量,应用三坐标测量机并按照客户质量标准和客户要求进行检测。将制件放在检具上进行检测,检测项目包括重要的孔位、孔径、边界轮廓、制件的减薄和制件回弹精度等。检测完成并出具检测数据和不合格区域指示图(见图5),便于指导模具调试。
4.模具硬度的质量检测
在模具预验收阶段,除了对模具装配的单初进行自检、互检和专检及动静态检查、制件检查之外,模具硬度即热处理后的硬度检测也是一项重要的验收内容。应用便携式硬度计检测拉延模的凸凹模、压边圈的形面、成形圆角和后序模具的刃口、形状以及轮廓等非标准零部件。检测方式为边检测边显示(并打印)出硬度值。
结语
在模具生产中应用检测技术对多个重要、关键环节加强检测,可以提高模具质量,保证模具加工过程符合客户要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖