基于动力学的发动机曲轴断裂原因分析

图1 断裂的曲轴
本文基于有限元分析的方法,分析了曲轴的结构、材料和加工工艺等因素对曲轴最小疲劳安全系数的影响。分析结果表明,提高材料的机械性能、增大过渡圆角的半径可以有效提高曲轴的最小疲劳安全系数,提高曲轴的弯曲疲劳强度。
在不断周期变化的气体压力、往复和旋转运动质量惯性力以及力矩的作用下,曲轴受到扭转疲劳应力和弯曲疲劳应力的作用。曲轴的疲劳强度通过疲劳安全系数来表示,在有限元分析中,由于网格和载荷的因素,一般要求疲劳安全系数应大于1.1。对于柴油机而言,曲轴安全系数的经验值应大于1.4。
某欧Ⅳ柴油发动机曲轴在试验中发生断裂,经分析,该曲轴断裂属于弯曲疲劳断裂,曲轴的疲劳安全系数较低。在此,本文使用Excite-PU为计算平台,联合Nastran和FEMFAT等软件分析了曲轴的疲劳安全系数与曲轴的材料、曲轴主轴颈和连杆颈圆角半径等参数之间的关系。本文使用曲轴动力学仿真方法,该方法能够真实地反映出曲轴的疲劳强度。
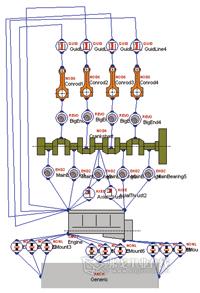
图2 曲轴系动力学模型
曲轴的断裂表现
一般,通过减振器的减振,曲轴的扭转疲劳是次要的,很少因为扭转疲劳而断裂。曲轴的断裂主要是弯曲疲劳产生的,曲轴破坏的统计分析表明,曲轴的疲劳破坏80%是由弯曲疲劳应力产生的。弯曲疲劳应力产生的破坏主要表现在曲轴的轴颈圆角部位断裂,因为曲轴的应力集中出现在连杆颈下侧与主轴颈上侧过渡圆角处,实际中这些部位也较容易出现疲劳失效。曲轴过渡圆角处的安全系数达到了要求,说明该曲轴的强度满足了要求。
某欧Ⅳ柴油发动机的曲轴断裂,断裂部位位于第5主轴颈圆角处,如图1所示,断裂面的裂纹从曲轴轴颈圆角起点向四周扩散,裂纹呈波纹线。该曲轴的断裂表现形式属于典型的曲轴圆角处的弯曲疲劳断裂。
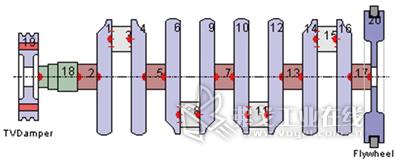
图3 曲轴模型
曲轴动力学仿真模型的建立
影响曲轴断裂的因素主要有曲轴的结构、材料和生产工艺。分析曲轴的断裂,应从这三个方面着手来结合动力学仿真进行分析。
曲轴动力学分析使用HyperMesh为前处理网格划分工具,定义好Aset和Qset后使用Nastran进行缩减得到缸体质量和刚度矩阵。为保证计算精度,轴瓦表面轴向网格定义为6层,周向为60层,并且网格为六面体网格。
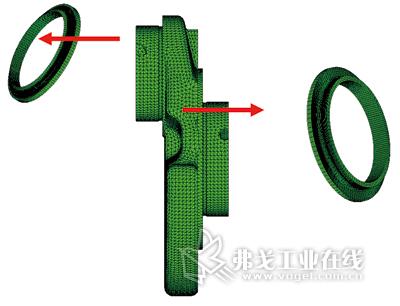
图4 曲柄臂及圆角子模型
本次分析,通过Excite PU建立曲轴系动力学模型,如图2所示。曲轴使用Autoshaft进行自动识别,曲轴模型如图3所示。
对曲轴进行疲劳分析,为了提高计算效率和分析精度,这里采用圆角子模型进行疲劳分析。首先对各个曲柄臂模型加载12个自由度方向的单位载荷并进行有限元计算,然后把曲柄臂的位移结果作为圆角子模型的边界计算圆角的应力,最后提取对应危险转速下的位移边界条件作为疲劳分析的载荷谱。曲柄臂模型和圆角子模型如图4所示。

断裂原因分析
1.曲轴结构的分析
曲轴承受交变负荷,在轴颈与曲柄连接的过渡圆角处的应力最大,这也是最薄弱的区域。为了强化曲轴,采用圆角滚压是最显著的方式。利用滚轮的压力,在圆角处形成塑性变形带,产生残余压应力,与曲轴运行中的拉应力部分抵消,提高曲轴强度。因此曲轴的圆角结构对曲轴的安全系数影响较大,曲轴的圆角结构主要体现在曲轴圆角半径的设计,如图5所示。
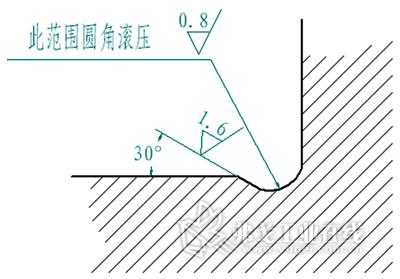
图5 曲柄圆角结构
通过曲轴动力学分析,圆角半径大小对曲轴安全系数是有影响的,如图6所示。表1 所示为不同大小圆角半径下的曲轴安全系数,从中可以看出,随着轴颈与曲柄连接处圆角半径的增大,曲轴的最小安全系数也在增大。因此,为了提高曲轴的安全系数,应尽可能地提高曲轴圆角半径。
2.曲轴材料的分析
该曲轴的材料采用合金钢42CrMo,化学成分符合技术要求,金相组织是4级,符合技术要求。国标要求材料42CrMo的抗拉强度达到1080MPa,屈服强度达到980MPa,但从检测结果来看,合金钢42CrMo的抗拉强度控制在890~930MPa,屈服强度控制在750MPa左右。
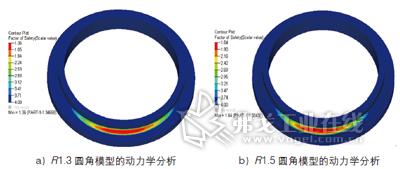
图6 圆角半径大小对曲轴安全系数的影响
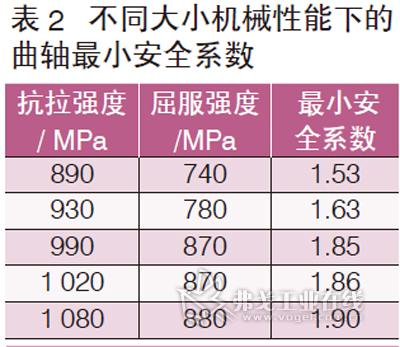
下面通过动力学来分析不同材料机械性能的大小对曲轴安全系数的影响。从表2可以看出,在某圆角半径下,随着曲轴的抗拉强度和屈服强度的增大,曲轴的最小安全系数也在增大。因此,为了尽可能提高曲轴的安全系数,必须尽可能提高材料的机械性能。
3.曲轴加工工艺的分析
该曲轴采用轴颈淬火和圆角滚压的强化工艺。从宏观和金相显微来看,断裂曲轴的轴颈圆角表面不光滑,呈鱼鳞状,表面较粗糙。如图7所示,圆角部位的粗糙度差,易使曲轴在圆角部位产生应力集中而断裂。

图7 断裂曲轴的圆角粗糙度差
圆角滚压强化工艺最常用的方法是先在轴颈过渡圆角处沉割出与滚轮半径大小相同的圆角后再进行滚压。调查发现,厂家的沉割槽加工是采用成形刀车削而成。由于曲轴采用固定曲轴大小头的轴向定位来加工,设备存在定位精度差和工具抓着不牢的缺陷时,势必会造成连杆颈的径向波动,同时也有主轴颈的轴向窜动,车削过程中造成圆角沉割槽表面有刀痕、表面粗糙度差以及与轴颈和侧面过渡不光滑等缺陷。后来,我们建议采用砂轮磨削加工沉割槽,以提高圆角表面粗糙度,如图示8所示。

图8 优化后的曲轴圆角表面光滑
曲轴轴颈采用淬火处理,要求轴颈硬度达到45~50HRC,增强曲轴早期承载能力,否则易产生早期疲劳断裂,并且淬火范围不能扩展到曲轴圆角处,否则会因为圆角处的滚压力不足而在圆角处断裂。从实际检测来看,轴颈淬火工艺满足设计要求,如图9所示。

图9 曲轴轴颈的淬火处理
曲轴的设计改进及实验验证
1.曲轴的设计改进
根据以上分析,对原曲轴的设计结构、材料的机械性能和轴颈圆角加工工艺进行了优化设计,具体优化措施是:
(1)增大轴颈圆角半径,但是考虑到轴瓦的接触面积,主轴颈与曲柄间过渡圆角的半径增大到R1.5,连杆颈与曲柄间过渡圆角的半径增大到R2.0;
(2)提高曲轴材料的机械性能,根据国内实际工艺水平,曲轴材料的抗拉强度提高到960 MPa,屈服强度提高到
870 MPa;
(3)曲轴的轴颈圆角采用磨削沉割槽的加工工艺。
对优化后的曲轴进行有限元分析,最终曲轴在主轴颈圆角处的最小安全系数是1.5。
2.实验验证
优化后的曲轴装配到发动机上,按照《GBT19055-2003-汽车发动机可靠性实验方法》要求在台架上进行800h交变和800h全速全负荷实验,没有出现曲轴断裂的情况。
结语
曲轴断裂的主要原因是,曲轴轴颈圆角半径小、材料的机械性能低,导致曲轴疲劳强度低;曲轴轴颈圆角粗糙度差,产生鱼鳞状,易产生应力集中而断裂。
曲轴设计过程中,应综合考虑曲轴的结构、材料和生产工艺,这三个因素是相互独立又相互影响的。考虑到国内材料和生产工艺不能达到要求,结构设计上应有一定的余量,弥补材料和生产工艺的不足。
我们应用有限元方法指导新产品的开发,不仅提高了产品设计的准确率,少走了弯路,而且大大缩短了新产品的开发周期。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖