AVI系统在焊装车间的应用
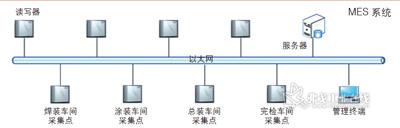
图1 MES系统采集点示意
汽车厂的焊装车间是柔性化程度要求最高的车间,随着自动化、信息化程度的不断提高,MES(生产制造执行系统)越来越成为车间生产不可或缺的组成部分。本文对焊装车间整体的自动化系统进行了详细的阐述。
焊装车间自动化系统的网络结构
焊装按照集中监控、分散控制的原则,整个控制系统分监控层、控制层和设备层三层网络。
1.监控层
MES包括AVI(自动车辆识别系统)、ANDON(生产管理看板)和PMC(生产监控)三大子系统。三个子系统各有分工,各有各自的实现方式。
AVI系统一般通过上位机的实时监控画面显示车辆的生产情况,例如车辆在哪条生产线、生产是否完工等,当然这些信息的采集需要辅助设备来完成,比如Datalogic工业级的条码扫描枪、SIEMENS MOBY U系统,通过在不同区域,不同线体、不同工位设置该设备实现信息的反馈和上传。
ANDON系统紧密地与生产相关,作为生产环节的重要组成部分,ANDON看板能够第一时间显示各条生产线的状态,比如故障报警、物流是否顺畅等,同时通过一些声光提示,能够指导生产班组的作息,能够实现车间内部信息的共享。
如今PMC系统在自动化车型生产线上发挥着不可替代的作用。PMC系统可以通过在上位机安装监控软件,通过以太网或各种总线反馈各条生产线的生产状态,包括故障报警、生产方式(自动/手动/调整)等信息,方便车间管理人员及时了解生产线情况。例如SIEMENS WINCC、GE IFIX、INTOUCH和国产的组态王等均能实现上位监控功能。
2.控制层
控制层连接监控层和设备层,起承上起下的作用。PLC作为控制层的核心,通过以太网连接监控层,通过各种总线连接设备层。PLC的控制网络多种多样,取决于PLC的品牌和支持的总线种类。一般而言,三菱Q系列支持的总线主要是CC-LINK和PROFIBUS(需安装PB92D总线模块);SIEMENS S7-300、S7-400系列支持的总线主要是PROFIBUS、MPI,当然也可以通过CP模块扩展:S7-300是CP342-5,S7-400是CP443-5。
3.设备层
设备层主要包括从站和一些智能设备,从站例如S7-400的ET200系列,三菱Q系列的16D、32DT和16DT等。智能设备例如变频器,机器人、条码扫描枪和MOBY读写头等。这些设备通过总线连接到PLC主站上,PLC主站采集设备的一些输入输出状态,通过编程人员的程序处理,做出相应的设备动作。
焊装车间自动化系统的控制理念
1.AVI系统与PLC系统的集成
AVI系统与PLC系统的集成,是实现AVI功能的必然方向。AVI系统将生产计划下发至PLC控制系统,PLC控制系统能够实时地反馈生产线的状态,AVI系统做相应的生产跟踪反馈,对于需要采集生产信息的地方,设置采集点。在焊装车间,采集点选择一般有以下几个原则:设置点为总成线体线首或更改输送方式的拐点或线尾,目的是通过采集装置(条码扫描枪等)反馈车身生产状态,实现车型跟踪;采集反馈到工厂级MES数据库,目的是根据生产状态,及时作出生产调度或生产计划变更;车间现场放置一台上位机,接收AVI系统下达的生产计划序列,并将生产序列下达到各个线体PLC,实现同步生产。MES系统采集点示意图如图1所示。
除上位机下达生产计划保证同步生产外,车身主焊线PLC也可实现向各分线PLC下达生产计划(见图2),实现同步生产。系统设置在线和离线两种模式,通过触摸屏和旋钮进行模式切换。在线和离线模式的配合使用是保证车间正常生产的有效手段。
(1)在线模式 在上位机与线体PLC间网络连接正常的情况下,各线体PLC按照上位机下达的计划进行生产。上位机与线体PLC之间交互数据,实现生产序列下达的“允许”和“请求”。每条生产线线首接收上位机传来的生产信息(包含车型信息、配置信息等),通过滑撬前进向上位机发送下达“请求”,上位机根据接收到的信息及时作出“允许”反馈,同时将下一个生产信息下达到线首。随着滑撬的不断前进,生产信息源源不断地被下达到线首,形成了生产信息堆栈。车型堆栈随着滑撬的移动也被带到了相应的工位,当需要进行车型对比时,通过该工位设置的RFID装置(如MOBY)实现二次确认,保证车型传递的准确性。
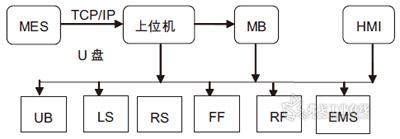
图2 生产计划下达示意
(2)离线模式 当网络或者设备故障,不能实现生产计划下达时,由各线根据生产计划在触摸屏手动输入生产车型代码、机器人代码、批次,进行离线生产。离线模式HMI操作界面如图3所示。
(3)修正机制 设置生产计划修正机制,在出现品质问题时,问题车调出或转入暂存区,生产计划修正机制需通知其他线体将同一计划序列的车转入暂存区。当此件修复后再次上线时,需由生产主管在HMI上手动或在上位机上下发单一生产计划到各线体,在生产排序中添加此台车生产信息,并通知其他线体手动调取或自动调取暂存区件进入生产计划同一续点。
(4)增补功能 系统具有生产计划增补功能,可增补并下达生产计划来完成当日生产。
当出现生产异常时,撬体需前进或后退,需做非比对空车模式,此情况下车型不读取,车辆可前进后退调出,HMI画面上或者按钮实现手动加自动空车处理功能,处理因读写设备采集车型信息或程序堆栈而产生的错误车型情况。
(5)车型验证 当PLC车型和MOBY车型验证不一致或者车型信息传递错误时,生产计划修正机制应具有车型信息修改功能(HMI上实现修改),使问题得到快速解决,以保证现场生产。
(6)生产变更 在生产计划需要临时变更时,建立生产计划快速变更机制,避免长时间停线,影响生产。生产线上,车身出现品质问题时,具有异常车型上线后的标记功能,使问题得到跟踪。
(7)车型校对 线体PLC程序中要具有同一工位各系统和所有机器人的车型环向对比功能。滑撬到位后本工位的MOBY读写头读出滑撬载码体内的车型信息,在PLC系统中与PLC堆栈车型进行对比,并与本区域机器人中接收到的车型信息进行环向对比,一致进行焊接,不一致则报警,根据实际情况进行干预处理。
(8)车型识别系统 车身下部总成线、主焊线和补焊线采用条码扫描、读写头和载码体的识别系统。车型识别系统和PLC之间的数据交换采用PROFIBUS-DP总线形式。车型识别系统应实现在机器人作业工位或自动上件工位读写头读出的车型和堆栈的车型进行对比的防错功能。
(9)生产信息采集 在车身下部总成线上件位置,设置条码扫描设备,将条码扫描设备(自动加手动扫描)读出的车辆条码信息通过PLC将上传至AVI系统。有车型识别系统的工位,在车型对比一致后,通过PLC将车辆信息上传至AVI系统。
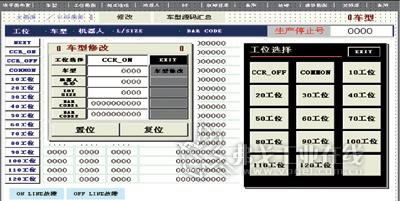
图3 离线模式HMI操作界面
2.AVI系统引发的思考
AVI系统作为MES系统的核心部分,在汽车厂的使用情况却不是很乐观,原因是多方面的。
(1)问题分析 由于AVI系统要求各PLC系统在执行生产计划时要严格按生产顺序生产,这就出现了生产线间匹配协调的问题。各生产线节拍不一样、人员的熟练程度不尽相同,出现同样的生产计划执行时却快慢不一。
最理想的调配方法是从生产最快的生产线开始切换离线模式,其他的生产线还没有生产到此序列,故不会导致大面积的停线。离线模式即是在触摸屏上设置车型和数量方式生产,但离线模式的缺点在于离线模式无法设置配置,配置千变万化,这是离线模式无法分析做到的,而在线模式却可以根据产品,根据AVI服务器的可开发的程序分析生产信息涵盖的诸多代码,来分配给各线体车型和机器人车型。
(2)问题追溯 生产线不可能完全避免出错、完全规避故障,当物流配送不及时、在制件短缺情况出现时生产线要灵活地安排自主生产,由此造成的大面积停线也是制造部门不愿看到的局面。当出现上述问题时,车间级往往没有停止生产的话语权,需请示制造部门同意,而制造部门也不愿牺牲产量而去解决问题。所以在中小汽车厂甚至部分合资企业中,AVI系统形同虚设,车间往往将生产方式由在线改成离线,甚至根本就没有AVI系统。也就是说MES系统中只有ANDON和PMC。
未来发展方向
随着现代汽车制造业自动化水平越来越高,需要的控制环节也越来越多。以焊装为例,未来的发展需要物流的自动化与AVI结合,这其中物料ANDON系统与物流输送控制系统也是十分重要的组成部分。未来发展主要是全集成自动化、工业现场总线化等几个方向。比如SIEMENS现在推广的全集成自动化理念,就是要在同一个软件上实现编程、组态和HMI画面设计等诸多功能为一体,方便工程设计人员在同一平台开展设计工作。比如SIEMENS推广的PROFINET和菲尼克斯的INTERBUS总线系统都实现了控制总线与以太网的融合,真正实现“一网到底”的网络架构。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖