汽车门盖包边工艺研究
外观是汽车最直观的品质因素,它的品质好坏往往直接影响着顾客对这款车的整体评价。在外观面中,五门一盖占据了绝大部分,所以要提升汽车的外观质量,首先要确保五门一盖的品质。而内外板的包边装配工艺对车门的品质起主要作用,本文就车门包边的结构和几种包边方式进行探讨。
包边是为了结合外板与内板,将内板放入外板翻边内进行包合的加工工序。由于五门一盖占据白车身外观面积60%以上,因此包边的质量直接影响整车的品质。企业在产品开发时应根据产品要求设计不同的包边形式,同时依据生产布局、车型产量以及车型档次确定不同的包边工艺。高质量的包边完成后可以使门、盖外表面光滑平整,没有压痕、凹陷、凸包和折边翘曲等缺陷,且保证产品整体尺寸精确和稳定,装配后与侧围、翼子板等零件保持光滑过渡和均匀的装配间隙,从而达到优良的品质。
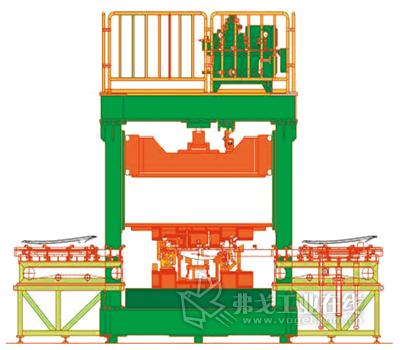
图1 包边模包边结构
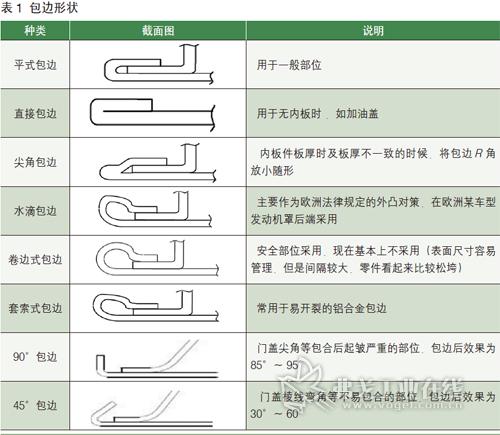
随着包边工艺的发展,包边的成形形状也发展出多种样式,如表1所示。
包边机类型
1.包边模
包边模由包边电控系统、液压系统、机械系统及运送系统构成,其包边功能的实现是由电控系统对包边机主机动作进行控制,液压系统提供包边动力,机械系统执行预包和包合。其中,模具在下降过程中分2次,第一次为45°(即预翻),第二次为全部压死(包边完成)。运送系统用于未包边和已包边总成的输送。此种包边方式能有效地实现同步包边,包边状态稳定,工艺比较成熟, 如图1所示。
用于实际生产最多的是一般类型,为保证包边顺利实现,外板翻边角度结构工艺要求翻边角度控制在≤110°。当存在特殊情况时,包边机需要增加外板压紧机构,即为了克服此现象而开发的110°以上包边类型(见图2)。
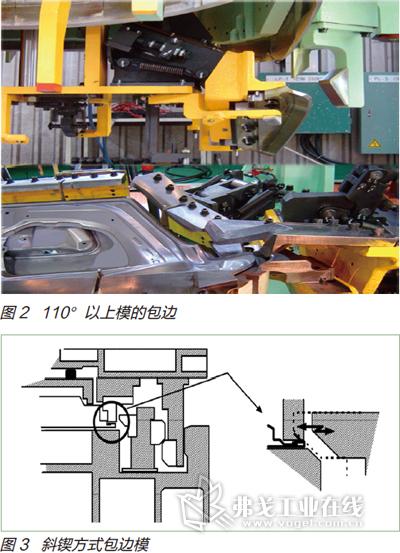
还有一种包边模的结构为以斜锲方式加工预包和包边,但该方式存在结构大不易使用。其结构如图3所示。
2. Table Top形式包边机
Table Top形式包边机主体主要由底座、C形支架、托料芯、预翻刀块和压死刀块等几部分组成如图4所示。一般情况下,一台包边机能够完成0°~90°的包边过程。如有特殊需要,如车门窗框内也有包边要求,则需要两台包边机才能完成全部包边。其特点实刀块固定,托料芯(下模)顶升制件压紧。
Table Top形式包边机的刀块是固定的,预翻边与压死的完成都是通过托料芯的上下动作完成的,此种工作方式可以保证制件在包边时各部位同时受力,避免了因为某一部位提前受力而在刀块衔接处出现压痕褶皱等包边缺陷。
使用体积小而精良化的这种Table Top包边机有利于控制场地或生产线的布置,在设备成本上由于不需要压力机可以降低相关费用,日本和欧洲等国家广泛使用此种包边机。

3. CLINCH'G式包边机
CLINCH'G形式包边机系统除主机机械部分外,还包括液压系统、电控系统、翻转输送机构和内板定位机构等。液压站为包边机提供动力,电控系统控制包边机所有的动作顺序。此类包边机可以实现自动化包边(见图5)。
CLINCH'G形式包边机的托料芯是固定的,预翻边与压死的完成都是通过刀块的旋转动作完成的。如果将各部位刀块的同步动作调试到位,此种工作方式同样可以保证制件在包边时各部位同时受力,避免了因为某一部位提前受力而在刀块衔接处出现压痕褶皱等包边缺陷。
4. SWING式包边机
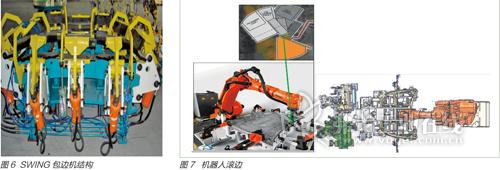
此类型是初期手动生产线采用的方式,只限于在少量汽车生产中使用,现几乎不使用。SWING包边机结构如图6所示。虽然结构上比较简便,但不易调整预包时间,会发生外板弯曲现象,品质提升有局限性。

5.机器人滚边
机器人滚边技术是通过品质检验程序制作计划,模拟试验后制作模具,通过机械手臂调整翻边角度、速度以及压力,通过多个步骤包合工件的技术。机器人滚边如图7所示,灵活适用于各式各样材质的工件,有助于降低费用和维修管理。
(1)机器人车门滚边系统 该系统主要包括三大部分:滚边夹具系统、滚轮系统、机器人及其控制系统。
滚边夹具系统是采用机器人滚边技术进行柔性化生产的中心区域。通常采用一台机器人可以将整车4个侧车门及前后盖的滚边成形全部完成。
滚轮系统是整个系统中结构相对比较简单的部分,由各种不同形状的滚轮组合而成。由于滚边技术本身的特点,滚边过程一般分为2~4次顺序完成,因此滚轮通常设计有45°轮、90°轮、成形轮及专用特殊轮。
机器人及其控制系统主要用于控制滚轮的运动轨迹,以及机器人与其他相关系统之间的通信。
(2)机器人滚边成形技术难点
角部成形难点的主要原因是由于外板冲压件的翻边高度与内外板边缘间隙不匹配导致而成;堆料起皱,与上一个问题产生的机理有相同之处,主要受外板件的翻边高度及翻边角度影响,翻边角度过大是导致此问题的最大原因;出现尖角主要是由滚边程序造成。
机器人车门滚边技术是一项新型技术,具有成形美观、柔性化制造、投入及维护成本低且作业面积小等显著特点,但不适宜大批量生产。
其他辅助机构
1.制件移送装置
制件移送装置一般有两种形式,即机器人抓取和皮带机输送。两种移送方式的优缺点如表2所示。
2.安全装置
相应的安全防护设置是必须的装置。包边机主体由安全栅栏防护,在工人进出的位置还有安全光栅防护,并且在各个工位都设有急停开关,在包边机主体上还设置有安全块等设施。
包边工艺形式对比
包边不同的工艺形式从开发周期、开发成本和包边质量技术成熟度上均有很大的不同,各种不同包边工艺形式对比如表3所示。
结语
包边工艺虽然从20世纪70年代才开始大量使用,但包边的成型形状及工艺,取得了急速变化并得到了很多改善。各大汽车公司根据企业自身的需求选择适用的包边工艺,确保五门一盖的品质,能够有效地提高整车品质,进而提升车型竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖