自动化物流系统在总装车间应用浅析
通过自动化系统的引入,总装车间内饰线实现了无人化配送,提高了物流自动化水平,增强了零部件的质量控制及可追溯性,节省了物流人员的成本,取得了很好的经济效益。
车间内物流系统是汽车总装车间的一项重要组成,线体零部件的配送直接影响整车的制造成本和制造质量。随着信息化技术和自动化技术的不断发展,总装车间内物流系统逐渐发展出自动化物流系统。自动化物流系统满足了精益生产对自动化、准时化的要求,同时也符合现代汽车制造业柔性化、敏捷化、智能化和信息化的发展趋势,已被汽车制造业引入并逐渐推广。
物流自动化系统的组成
1.MES系统
MES(生产制造执行系统)包括AVI(自动车辆识别系统)和ANDON(生产管理看板),用来将生产计划下发至自动拣料系统和PLC控制系统等。
MES通过在AVI系统数据库中写入车辆ID和生产信息,并传递到车体数据载体,当车体通过设置的数据读取点时,将该车的相关车辆跟踪信息传送至自动拣料系统和总装PLC控制系统。
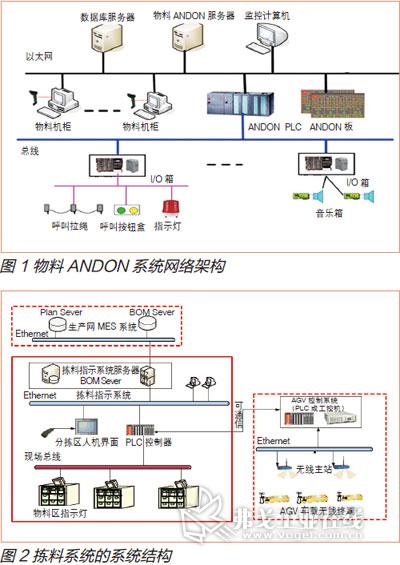
物料ANDON系统硬件组成主要包括物料ANDON服务器、数据库服务器、监控计算机、现场物料机柜和ANDON PLC等(见图1)。物料ANDON系统通过在生产工位旁安装一定数量的物料请求按钮或HMI(人机界面),在车间现场和物料储存区显示看板上反馈生产线上的物料请求。当工位需要生产物料的时候,操作人员及时按下物料按钮,ANDON系统立即发出相应的物料请求信号,物料输送人员会及时送达该工位所需物料,系统记录物料输送的信息,把所有数据都汇入工厂级物流数据库,实现自动物流控制管理。通常,当物料种类较少时安装请求按钮;当物料种类较多时安装HMI,在HMI上设置多个画面,每个画面上设置多个触摸式请求按钮,这样一台HMI可以实现很多种物料请求。
ANDON中控系统实时记录每一次物料请求发生的时间、地点及请求的响应情况等信息,对此进行分析可以指导生产和管理,定时呼叫物料管理人员检查物料供应情况,确保生产正常进行。
2.拣料指示系统
拣料指示系统是一种电子化物料拣取系统,它从上层信息系统MES(或ERP系统)获得车辆信息和相关BOM信息,根据生产计划中的排产顺序,逐一分解每台车的BOM清单信息,并触发相应的指示灯亮起,以此来辅助拣料人员进行物料的拣取。所有物料拣取完成后,拣料系统会自动存储对应配置车辆所拣取的所有物料信息,方便后期质量问题的快速追溯。拣料指示系统还可以与AGV系统进行通信,在SPS拣料区按照拣料指示系统的指令行走,待拣料完成后给AGV放行信号。拣料系统的系统结构如图2所示。
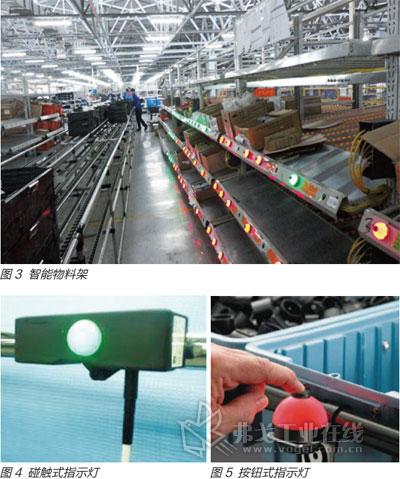
作为关键的智能物料架,根据生产计划点亮智能物料架(见图3)上的指示灯,物料人员根据指示灯抓取物料。工作方式有两种,碰触式(见图4):抓取件时碰触开关,对应的灯灭;按钮式(见图5):抓取完点击按钮,灯灭。当所有件抓取完成后,物流人员在现场上位机确认,如有物料未抓取完,会报警提示。物料指示根据上层MES系统提供的下线计划进行指示。
3.AGV输送系统
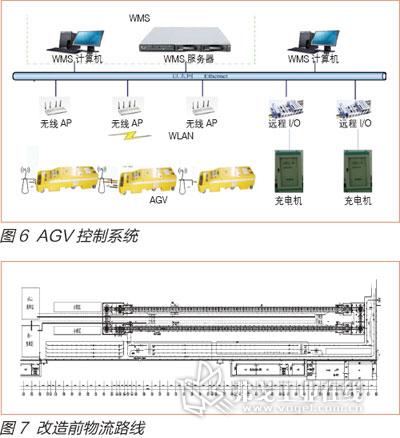
AGV输送系统由AGV单车、AGV控制系统、AGV充电系统和其他辅助器材组成。其中AGV控制系统主要由AGV管理监控计算机、AGV自动调度软件等以及无线AP、综合布线等组成。
AGV管理监控计算机通过工业以太网络与仓库物流管理系统计算机和外部PLC系统进行通信。AGV管理监控计算机与AGV通过无线局域网WLAN进行通信。AGV控制系统结构如图6所示。
AGV根据不同要素(如导航方式和负载方式等)可以分为很多种,在总装车间大体可以分为装配型AGV和配送型AGV。
装配型AGV主要用于底盘线体上动力总成、有压缩减振弹簧的后悬架总成与白车身进行合装等环节。根据其升降机构的形式,装配型AGV又可分为单举升型和双举升型。配送型AGV结构简单(又称AGC),配备有升降销,具有配送、同料车自动脱钩和挂钩的功能。根据驱动方式,配送型AGV可以分为单向驱动型和双向驱动型。
4.SPS配送模式
SPS配送模式即单台配送,SPS模式对物料拣取的准确性要求极高。在生产过程中多个车型在同一条线体混线生产,这些不同车型的零部件在同一个物料存储区统一拣取和配送。每辆SPS车对应着不同配置的车型,每辆SPS物料车中需装载几十甚至上百种物料。SPS物料车由物流人员根据自动捡料系统进行物料的装载,保证配送的准确性,由AGV进行输送。
物流自动化系统的应用
1.系统引入前
某主机厂总装车间在内饰线实施SPS配送,内饰线分为内饰一线和内饰二线,内饰线西侧为物料集配区。未引入AGV配送前,内饰一线有三名操作人员分别负责SPS物料小车的上线、中途周转(避让拆卸车门升降机及内饰二物料车回收)和下线;内饰二线有两名操作人员负责SPS物料小车的上、下线体,另外,内饰一线、内饰二线分别配备一台电瓶车及一名司机负责物料的配送,物流路线如图7所示。
在西侧集配区共有14名配料人员分别为内饰一线、内饰二线配料,配料人员根据生产计划中的车型编码,凭借车型BOM清单进行配料,平均每人负责20余种物料,单车配料时间为90s。
2.系统引入后
为提升物流自动化水平,减少生产过程中的无效工时和无附加值动作,减少物流操作人员,我们在总装车间引入了自动化物流系统。为满足生产需求前提下的最低成本投入,我们对现场做了如下改造:
(1)对集配区进行调整,将内饰二线集配区调整至线体东侧,靠近内饰二线物料上线位,外物流可通过附近的物流门直接对集配区进行补货;
(2)将SPS小车改造为内饰一线、内饰二线通用;
(3)在内饰一线、内饰二线物料车上、下线位增加辅助机构,实现SPS小车自动上下线。
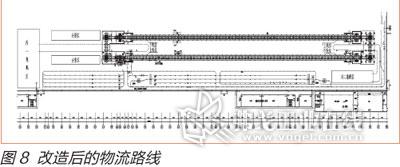
改造后,西侧集配区的AGV负责内饰一线物料配送及内饰二线空料车的回收,料车回收后由AGV牵引料车回到集配区。在集配区拣料指示系统与AGV控制系统信息进行交互,拣料系统根据拣料人员的作业速度及节拍控制AGV的行走,保证与拣料人员保持共同速度和共同节拍。东侧集配的AGV负责内饰二线物料配送及内饰一线空料车的回收,物流路线如图8所示。
自动化物流改造后物流路径由两个大循环变成了两个小循环,缩短了物流路线,减少了无效运输。在物流人员方面,节省了内饰一线、内饰二线辅助人员5名、物料配送人员2名,双班生产共节省物流人员14名。在拣料过程中,拣料人员仅根据亮灯进行拣取,有效地提高了拣料速度,降低了拣料差错率,实现了拣料现场无纸化作业。通过计算,2年即可回收投资成本。
结语
通过自动化系统的引入,总装车间内饰线实现了无人化配送,提高了物流自动化水平,增强了零部件的质量控制及可追溯性,节省了物流人员,提升了企业形象,取得了很好的经济效益,对提高人均劳效、降低生产成本有很大的帮助。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖