保险杠空中输送线项目应用
本文介绍了吉利公司杭州湾工厂的模块化集成输送保险杠总成项目实施方案。该技改项目的实施,不仅实现了前后保险杠总成的空中输送,而且有效提升了工作效率及工作节拍,降低了员工的劳动强度。
在汽车主机厂,模块化供货模式已经成为一种主流和未来发展的方向,模块化集成可以很大程度上解放主机生产线的劳动力,可以集中资源提高主线生产线的节拍。目前,很多主机厂实现了车门总成、仪表板总成、前端模块总成、轮胎总成、座椅总成以及发动机变速器总成等的供货排序输送。吉利公司杭州湾工厂在实现上述主要供货模式情况下,又实现了汽车前后保险杠总成的空中输送。
生产现状
汽车保险杠包括前、后保险杠,在保险杠本体中还需组装保险杠格栅、保险杠吸能器、保险杠灯具、雾灯、装饰板、日行灯和雷达探头等配件。组装好的保险杠总成通过空中输送,直达流水线员工装配工位,取代了原始的人工小车拉动输送到线边的模式(见图1),工作效率大大提高,出错率显著降低,有效避免了保险杠的油漆划伤,所以其项目的收益是非常可观的。

图1 改善前,保险杠通过车辆拉到内饰线边
详细方案
由于是技改项目,在原有工厂规划建设时,生产线布局没有考虑保险杠的自动输送线。因此,在实际的实施中还是遇到了很多问题和困难,如何做出最优的方案,既能实现功能又能降低成本和改善现场物流环境,都是需要我们综合考虑的问题。
1.工艺路线规划方案
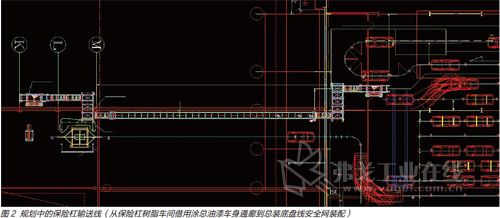
根据原先工艺的布置,前后保险杠装配在内饰装配二线上,而我司的保险杠树脂车间跟油漆车身大涂装车间毗邻,如果还是按照原有的工艺装配,保险杠空中输送线需要输送的距离会很长,并且中间需要穿插已有的底盘输送线、轮胎空中输送线、座椅空中输送线和车门空中输送线等,施工难度和工程造价非常大。所以,保险杠树脂车间到总装车间输送需要建立一条封闭通廊,供保险杠输送。
经过现场勘查、调研和取证,并与施工方的多次方案交流,最终确定借助油漆车间到总装车间涂总通廊的旁边空间,作为保险杠的输送通道,并在油漆车间与保险杠树脂车间搭建雨棚,实现封闭式场地管理,作为保险杠的相关配件组装点和排序输送的上件点;同时,将底盘线安全网作为保险杠装配到车身上的装配点。这样保险杠输送线的长度就由原来的300m缩短到现在的50m,节约造价250万元。规划中的保险杠输送线如图2所示。
保险杠空中输送线项目的实施过程中使用了双柱皮带升降机、双层辊床、双层移行机、双层倍速链、PRO-HUB双层电动叉式升降机、双层旋转辊床和单层固定辊床等装备(见图3)。
2.保险杠运载器具方案
虽然保险杠运载器具有很多种方式进行摆放,但只有能最大程度利用空间,对排序最有帮助以及使员工的操作更简单,才是最好的工艺方案。
在进行模拟尝试各种摆放运载方式后,对其进行优缺点分类比较,最终选择平放的方式,使保险杠的运载最具有综合效能,得到公司的一致认可(见图4)。
3.装配工艺详细方案
只有工艺的调整配合,才能实现保险杠空中输送线的规划实施成功。所有车辆的前大灯、后尾灯和后行李舱左右轮罩装饰罩等配件,原先在前期的内饰二保险杠装配后进行,现根据需要调整到在底盘线安全网上装配保险杠后的底盘二线高工位加注延长平台上进行装配和调整,满足了现场工艺要求。

4.物流生产排序方案
通过跟生产物流组织部门的沟通,确认保险杠组织、输送跟生产线生产车型的一致性,将保险杠输送线接入公司的MES系统,实现订单化、排序组织生产供货;同时,在现场实施可视化的工业级LED大屏彩显,可视化、可操作性强,最终实现了保险杠输送上件点和下件点的按需装配要求(见图5、图6)。
结语
保险杠空中输送系统的上线在吉利公司尚属首例,它的使用不仅减少了线边货架的数量及零部件库存数量,降低了库存浪费,改善了现场5S;同时还能起到防错功能,降低员工失误频次和工件划伤,提高了产品质量。而且因减少了动作浪费,大大降低了员工劳动强度,也很好地提升了工作效率及工作节拍。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖