焊装智能柔性化生产线规划与实践
汽车的大众消费推动了产业结构的升级,从而推进了工业化、城市化的进程,同时伴随着世界汽车发展的趋势已由大批量生产向多品种、小批量生产转化。为了满足汽车消费者广泛而多样化的需求,适应汽车市场的激烈竞争,必须依赖先进的自动化及智能技术,不断缩短车型变换周期、加快车型的更新。德国的大众、宝马,日本的本田,瑞典的沃尔沃,美国的克莱斯勒等公司均大量使用了白车身机器人焊装生产线,德国奔驰的Sindelfingen工厂布置有三条车身焊接总装线、三条地板总成线及相应的中地板、前后地板线等,共有焊接机器人1 000余台,自动化率为95%,生产约10个车型,高精度、高效率的焊装自动化设备已成为汽车制造业发展的趋势,因此,推动智能化、柔性化白车身生产线势在必行。
汽车产业作为国民经济的支柱产业,是一个高投入、高产出、长链条且集群式发展的产业,汽车的生产、研发、销售、服务、信贷和保险等诸多领域都将成为城市经济增长的推动力量。同时,汽车工业的发展可对地区创造巨大产值,提供广阔就业机会,并为城市带来巨大经济增长及地区社会进步。本文以某车型实际项目案例为基础,对焊装智能柔性化生产线规划相关技术进行分析介绍,针对项目规划过程中的一些问题提出相应对策意见,同时结合项目实施方案,为白车身智能生产线规划提供经验思路。
焊装智能柔性化生产线规划
1. 规划目标
以白车身智能制造为核心,在工厂新建生产线上进行智能化升级改造,打造白车身智能化生产线,主要从多车型柔性化自识别生产方面作为切入点,投入和完善现有生产识别监控管理系统,同时针对生产过程数据采集、识别和报警等进行逻辑设计,实现白车身焊接装配工艺过程“零”错漏装的问题,避免各类安全质量事故发生。投入智能一体化供应链管理系统,实现物流各个流程与供应链管理的结合。通过生产过程可视化监测、实时数据采集与分析,结合数字化设备的引用实现生产智能防错。同步投入智能互联检测设备,确保生产设备对白车身智能化的安全确认,搭建公司智能一体化信息化管理平台,完善ERP企业管理系统建设,实现产品全生命周期信息化平台的联动有效、准确及时,通过如上智能升级改造的完善,打造白车身智能生产示范企业。
2. 规划原则
焊装智能柔性化生产线总体设计原则是先进、节能、环保、高效、以人为本和投资精益:采用先进的焊装工艺技术和先进设备,从而保证高速、高柔性和全线自动化;80%采取自主研制机器人,充分贯彻节能、减排和环保主题,节省能耗30%,并全面采用集中排气,降低排放、节约能源;车间物流采用AGV等先进配送系统,实现“一个流”,采用高效、先进的管理信息系统以及供应商管理系统等,使得计划科学、物料配送精准,实现了整个生产过程管理的精益、有序;全数字化设计和虚拟仿真技术的应用降低了工人劳动强度,也大大缩短了该生产线的设计、制造及安装调试的周期。
工艺开发方面引入智能化管理和控制技术,白车身生产线及配套设备具备多车型柔性化生产方式,可实现多品种车型自动识别、自动调用相应生产参数及自动执行等功能,并支持“按订单设计/制造”的新型生产模式,通过完善焊装车间自动化生产线水平以及过程数据采集系统等实现智能化生产。
3.运行流程
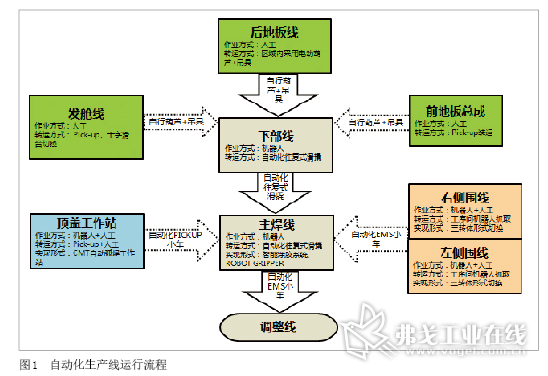
该生产线运行流程采用从侧围到下部线,下部线到主焊线,主焊线到调整线的生产装配顺序进行生产线的高效规划布置,生产线采用滚床滑撬输送,线边分总成全部采用AGV进行零部件转运,工序间转运采用EMS空中自行小车输送系统、Pick-up和十字滑台等转运方式实现,单工位采用高效精准的机器人自动化焊接,详细工艺流程如图1所示。
焊装智能化装备解决方案
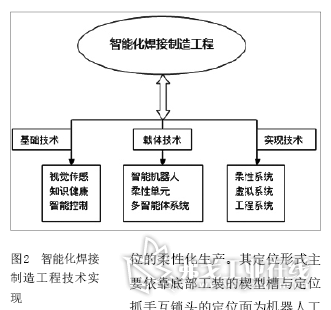
焊装智能化生产线涵盖点焊机器人、搬运机器人、包边机器人、弧焊机器人、全自动转运及输送系统等多种智能化制造设备,可实现多款车型批量切换生产。焊装智能化生产线作为行业领先的智能制造生产线,实现了制造资源的有效整合,合理有效的工艺准备,高效精确的物流管理,及时有效的过程质量控制,严格完整的闭环反馈机制,实了现焊装生产线的高度智能化。智能化焊接制造工程技术实现如图2所示。
1. ROBOT GRIPPER主拼系统
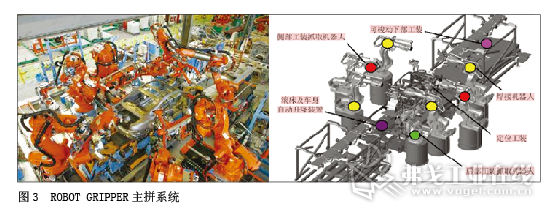
ROBOT GRIPPER主拼机构的特点是通过机器人抓举定位抓手(见图3),然后用定位抓手组合对车身进行定位,无需再使用工装。定位过程中,左、右侧围抓手在白车身内部进行连接固定,成为一个整体框架。机器人通过抓取不同的定位抓手进行组拼来实现对不同车型的定位焊接,8 s即可完成车型快速切换,从而实现多种车型在同一主拼工位的柔性化生产。其定位形式主要依靠底部工装的楔型槽与定位抓手互锁头的定位面为机器人工装的定位基准。在侧围和顶部工装设有装配互检机构,通过各个定位抓手的互锁互检,从而确保定位工装的装配精度,互锁机构在成形定位机上共有2个,左右侧围定位抓手定位连接2个,定位精度为±0.1 mm。
2.侧围三转体机构

侧围三转体切换机构为一种自动化、柔性化焊装夹具(见图4),不同车型的夹具固定在中部旋转台上,可在短时间内实现多车型快速柔性切换。三转体机构主要有以下几个优点:实现了一套系统完成不同车型的自动化装配焊接;适用性更强,应用范围更广,可实现拆卸及设备互换,满足多款产品柔性化生产;自动化精度较高。
3. 机器人上位机监控系统
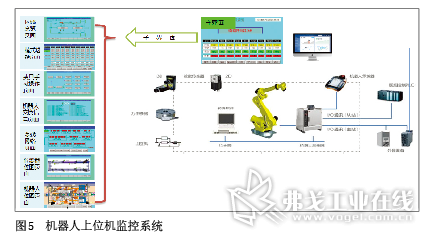
机器人上位机监控系统软件基于串口和以太网的变频器监控系统(见图5),通过它不仅能够实现对英威腾变频器功能码的修改、保存等操作,而且具有强大的示波器功能,实现变频器实时波形数据的采集和分析。通过工位上位机监控,能够随时了解设备运行状态及生产情况,维修人员通过对界面的简单操作,能够快速查询设备各种信息、历史故障以及对机器人的简单操作;利用局域网连接,管理人员能通过办公电脑随时监控现场生产情况。
4. RFID自动涂胶机
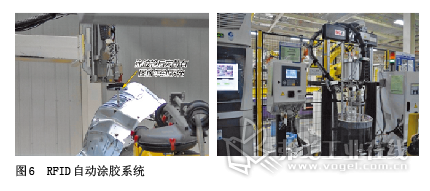
RFID(Radio Frequency Identification)又称无线射频识别,可通过无线电信号识别特定目标并读写相关数据,而无需识别系统与特定目标之间建立机械或光学接触。本次项目计划除了实现100%自动化焊接外,还投入了全自动涂胶系统,其中包含RFID射频识别系统,通过图像识别技术可以识别出涂到车身上的结构胶位置和宽度,是否有断续的情况,发现质量问题便会自动报警,能够在第一时间进行问题识别并排除故障。
涂胶系统主要涂车身骨架的点焊密封胶和隔震胶,如图6所示。自动胶枪由机器人携带,具有涂胶轨迹一致性高、胶用量控制准确、涂抹后的胶条形状统一等优点。涂胶系统为车型获得更加优异的NVH降噪性能提供了很大帮助,自动涂胶供应系统均带有恒温装置,能够保证胶液拥有良好的流动性,胶体的良好流动性是保证涂胶流畅性及涂胶质量提升的重要前提。
5. 生产线输送方式
智能柔性化生产线输送方式以滚床滑撬输送系统配置PLC可编程序控制器和计算机系统,能够实现整个生产输送过程完全自动化,先进的模块化技术使滑撬式输送机的柔性化程度更高,易于实现因生产规模、产品切换升级等技术改造,且同步启动率低、噪音小、更有利于土建工程简化和人员及环境保护。
采用EMS空中自行小车输送系统模块化设计,可根据项目需要设定多种运行形式,布置灵活,吊具可根据不同工件和不同工艺自动调节高度,极大地优化了人机工程。具有PLC控制、滑触线供电、总线控制及无线控制、变频调速等特点,具备组织生产、自动输送、空中贮存、自动积放、自动分流及合流、自动认址、精确定位、故障自诊断、远程监控等功能,能够有效保障焊接车身总成在过程输送中的精确性和稳定性。
6. 智能物流一体化
结合相应生产线的布局,引入先进的管理理念,物流库区以“接近原则”规划,使物流从有序到精益快速推进,并且使物流标准化作业、物流路线、器具等对物流效率的影响受控,策划把“制造物流异常”变成“内部PC物流异常管理”的转变,实现了问题前移;测算物流的配送效率、节拍平衡、人员设备的利用率,实现供应链与生产的高效协同。
工厂生产线及配套设备在实现多车型自动识别、自动调用的同时,同步搭建工厂信息化网络系统,实现生产过程及现场信息的实时监控采集,建立白车身生产过程电子档案,通过后台基础数据的创建、防错逻辑软件的开发应用,采集的数据与标准比对,对异常数据实现实时发布,实现白车身生产全过程数字化智能防错,为汽车生产线的过程效率及质量的提升提供了信息化保障。
结语
通过研究焊装智能柔性化生产线规划工艺流程及智能化设备技术解决方案,基于新型智能柔性化生产线规划平台,开发出了针对汽车白车身焊装生产线的智能柔性化系统。此系统具有如下特点:先进的焊装智能柔性化生产线规划方案将能源和资源进行充分合理利用,提升了利用效率;完善的系统方案带来了更短的创新周期,可制造完成更为复杂的产品类型,拥有更大的数据信息量;利用最新技术、系统高度集成及智能设备实现了个性化大规模生产,积极响应快速变化的市场需求,实现更高的生产效率,提升行业竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖