自动变速器阀体试制加工工艺探讨
阀体的加工是自动变速器试制的重点亦是难点。通过合理安排阀体加工工艺流程,制定相应的刀具、夹具及检测方案并实施验证,然后进行夹具压力调整以及程序优化,江淮汽车最终保证了阀体的加工精度,为量产工艺设计提供了设计依据和经验。
随着人们对车辆驾乘舒适性要求的不断提高,自动变速器的市场占有率不断上升,近年来DCT(双离合自动变速器)的发展极为迅速,这主要是因其工作时由一组齿轮啮合进行传动,同时另一组齿轮已经在预选状态,通过两组离合器的交替啮合,从而实现动力的不间断传送,因此换档时冲击较小且响应速度快,传动效率高,既保证了车辆的动力性,又改善了驾乘舒适性和燃油经济性,具有广阔的发展前景。
DCT项目是我公司“十二五”的重点项目亦是战略项目,其为全新开发的产品,自制件包括主壳体、离合器壳体以及阀体。其中,阀体是自动变速器内液压控制的核心,各执行元件能否正常运行以及寿命的长短都和阀体有着直接的关系。阀体为压铸铝合金也是薄壁件,在夹紧时容易产生变形,而且极易受温度和应力的影响,但其加工精度要求非常高,这对加工工艺是个很大的挑战。本文对其实现的工艺措施进行了探讨,以确保其各项尺寸精度达到设计要求,为量产工作提供依据。
工艺现状
阀体分为上阀体和下阀体。在此,以上阀体(见图1)为例,其加工工艺流程主要有以下两种:
(1)加工上平面及一些安装孔、阀芯孔→粗、精加工大平面(结合面)及大平面螺纹孔。
(2)粗加工大平面(结合面)→加工上平面及一些安装孔、阀芯孔→精加工大平面(结合面)及下平面螺纹孔。
阀体上布满了复杂的油路,上平面上又有多个阀芯孔。阀芯孔的尺寸精度、同轴度和位置度,以及大平面的平面度、表面粗糙度均有严格要求。为保证阀芯孔的尺寸精度及同轴度要求,一般采用先钻后铰的加工方式,粗加工采用阶梯复合钻头,精加工采用阶梯复合铰刀。为保证阀体大平面的平面度,一般采用先粗加工去余量,然后精加工采用大直径盘铣刀加工到产品最终尺寸的方式。
对比这两种工艺:只有两道工序时,设备投资少,工序集中,同时节省工件装夹及上下料时间;采用三道工序时,第一道工序去除下平面余量,这样在加工第二道工序之前有一部分应力得以释放,有利于保证产品精度。这两种加工工艺对我公司阀体试制加工方式的选择有一定的借鉴意义。
针对该阀体的加工,从材料的工艺性能、工艺路线的安排以及刀具和夹具的选择进行分析,结合我公司研发中心验证部现有工艺装备实施相应的刀具、夹具和量具做出相应的保障措施,最终达到其各项尺寸精度要求。
工艺性分析
1.工件的结构及尺寸精度
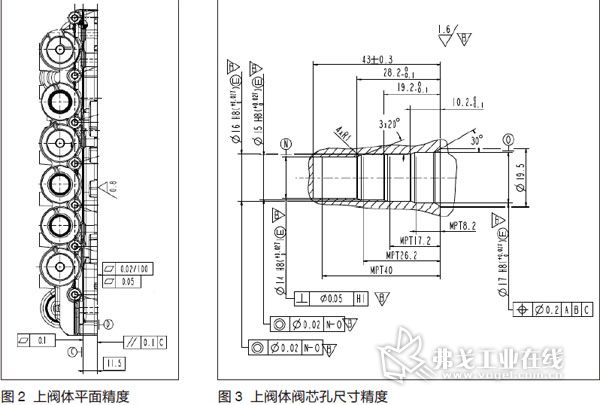
液压阀体为自动变速器的重要加工部件,包括上阀体和下阀体,上、下阀体的大平面为装配面,靠螺栓连接拧紧完成装配。以上阀体为例,其主要尺寸精度如图2、图3所示。
(1)上阀体关键特性精度要求
上阀体大平面表面粗糙度要求为Ra0.8mm,平面度要求为0.05;阀芯孔同轴度为φ0.02mm,表面粗糙度为Ra1.6mm,位置度为0.2。
(2)工艺难点分析
①加工毛刺 由于阀体加工面油路相当复杂,而铝合金材料韧性又很好,这样在加工时很容易产生毛刺。如果不注意对毛刺的控制,一些边缘没有去除的毛刺很容易掉落在油路中,对变速器的工作过程产生影响。
②工件变形 阀体亦属于薄壁件,主体厚度仅11.5mm,夹紧时容易发生变形,对大平面的平面度产生影响。所以,在保证精度要求的前提下,必须解决工件变形、工件内应力以及毛刺等问题。

2.工件的材料及加工工艺性
阀体材料为压铸铝合金AlSi9Cu3,其性能和工艺特点主要表现为:
(1)柔韧性 铝合金塑性、韧性好,粘附性强,切屑不易分离,切削过程中切屑很容易粘附在刀刃上产生积屑瘤。
(2)硬度 铝合金材料的硬度偏低,在搬运上下料过程中容易划伤,对表面粗糙度产生影响。
(3)切削性 切削性能好,易加工。
3.现有工艺装备
目前,我公司验证部试制区有两台德国海科特卧式加工中心,型号分别为CWK500和CWK500D,均为可交换式双工作台,主轴最高转速分别为6000r/min和15000r/min;允许刀具的最大长度分别为450mm和400mm,刀具最大质量为35kg和10kg;机床托盘大小为500mm×630mm和500mm×500mm;机床自带3个液压接口;油压3~24MPa;可编程调整;西门子840D控制系统。另外,试制区还有蔡司对刀仪、蔡司三坐标等检测设备。
试制工艺方案
1.试制工艺流程
根据我公司现有试制设备情况,考虑到试制的产量和成本控制等要求,结合目前变速器阀体的生产工艺,我们拟定了该上阀体试制的加工工艺流程,具体如表1所示。其中,安排高压清洗的目的是清洗残留在阀芯孔以及油道间的毛刺,这些毛刺在加工中心上是不易去除的。
2.试制刀具方案
在此,我们重点探讨阀芯孔以及大平面的加工刀具方案。从图4中可以看出,阀芯孔为非连续孔,且阀芯孔里会有多处台阶孔,为了使控制阀能够在阀芯孔内可靠的工作,需要提高阀芯孔的表面粗糙度、圆度和同轴度。
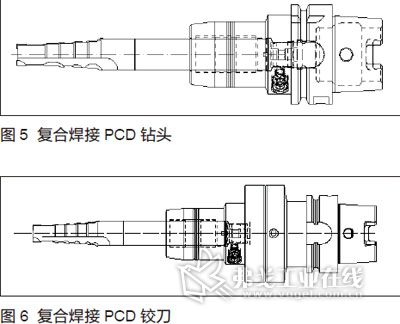
(1)阀芯孔加工刀具 阀芯孔为预铸孔,单边余量0.5mm,我们选择先钻孔后铰孔的方式来加工。因PCD材料硬度高且耐磨性好,尤其适合加工铝合金材料,故钻孔选择复合焊接PCD钻头(见图5),铰孔选择复合焊接PCD铰刀(见图6),并采用高精度液压刀柄提高刀具的精度及稳定性。
(2)大平面加工刀具 考虑到阀体的材质以及加工特点,针对阀体大平面(结合面),我们需要选择能适应高速切削且很锋利的面铣刀,刀片采用大主偏角带修光刃,这样可降低对阀体的切削力,减小变形,同时能形成较好的表面粗糙度及平面度。由于阀体下平面尺寸为256.6mm×193mm,通常铣刀盘直径的选择要比加工面尺寸大25%左右以方便切屑排出,这样对于193mm的尺寸,我们可选择直径250mm的刀盘,但是考虑到盘铣刀价格昂贵,在满足加工精度的前提下,粗加工我们选择φ125mm的标准PCD盘铣刀分2次走刀;精加工时采用φ250mm可调式带修光刃PCD精铣刀,1次走刀加工完成。避免2次走刀形成接刀痕,能够很好地保证大平面的平面度。大平面加工完成后,需采用毛刷清除残留在表面的毛刺。

3.试制夹具方案
(1)夹具方案设计原则 阀体试制夹具采用保压夹具,三点定位并增加必要的辅助支撑和夹紧。相比手工夹具,这样既可以保证工件的定位精度且夹紧力稳定,相对液压夹具又可降低成本。夹具由安徽华成机械技术公司制造,液压站为德国进口ROEMHELD原装品牌,夹具质量约300kg。夹具设计均采用一面两销的定位方式,并带有辅助支撑,其中3个主夹紧点均压在3个主定位支撑位置正上方,这样使每个受力的夹紧点都有相应的支撑点,工件不容易变形,定位可靠从而保证加工精度。
(2)详细夹具方案及说明
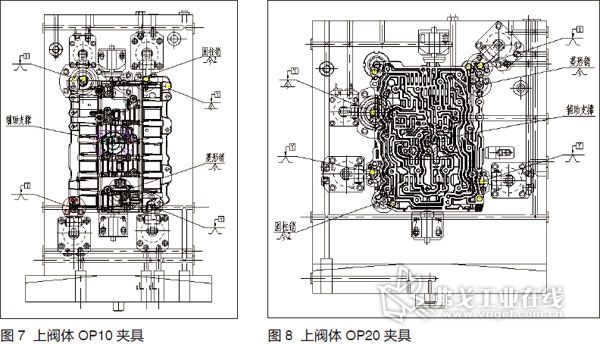
OP10夹具采用一面两销定位,均为毛坯基准,定位销孔为预铸孔,故在选择定位销时应使用弹性定位销使之定位可靠,在工件中部位置设有辅助支撑以增强工件的支撑刚度,姿态为正立。
OP20夹具为一面两销定位,面和销均为OP10加工过后的精基准,并有辅助支撑,姿态为正立。
最终夹具结构如图7、图8所示。
方案实施验证
1.检测手段
阀体的平面度及各孔位置度、同轴度采用蔡司三坐标进行检测,表面粗糙度采用粗糙度仪检测。阀芯孔各台阶孔深度无法直接进行检测,故将工件沿阀芯孔轴线方向剖开,用高度尺来实际检测各台阶孔深度;阀芯孔直径采用数显三爪内径千分尺来检测。
2.实施验证
在阀体试制过程中,整体进展顺利,这里仅对两个关键特性的验证情况进行重点说明。
(1)阀孔加工验证 经检查,阀孔的表面粗糙度、同轴度和圆度均达到设计要求,但阀芯阶梯孔深度超差。
检测方法是将工件沿阀芯孔轴向剖开,用高度尺检测孔深,测量值为两个工件的检测数据,具体如表2所示。受检测手段限制,测量结果会存在误差,但是SCV1孔和SCV2孔阶梯深度严重超差,我们判定这两个孔加工不合格。
可以看到,实际测量值比理论值要大0.7mm左右,每个台阶都是如此。据此,我们分析可能是由于刀具加工深度过深的缘故,所以当调整刀具加工深度后我们再进行检测,此问题已解决。
(2)大平面加工验证 大平面加工后经检测表面粗糙度达到产品图样要求,但平面度检测为0.26,严重超过产品0.05的精度要求。检测结果如表3所示。
分析其原因可能是:检测之前工件内应力并没有完全释放,自身温度并没有冷却下来,从而影响检测结果;夹具夹紧力过大,导致工件在未加工之前已经产生变形;大平面粗加工余量较大,切削力大,导致阀体内部产生很大应力,而这部分应力没有得到释放直接进行精加工,对大平面的平面度产生影响。
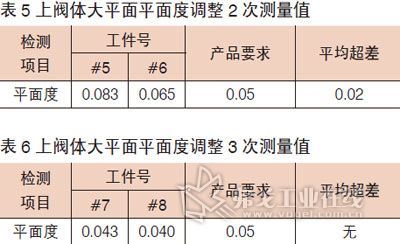
问题处理及验证措施:将工件在三坐标间放置一段时间后进行检测,发现检测结果有所好转但仍不理想;调整夹具压力,发现平面度的检测结果有进一步改善,但仍旧超差;大平面粗加工后将夹紧力释放,工件放置一段时间后再进行精加工,经此检测后发现平面度得到明显改善并在合格范围内。具体检测数据如表4~表6所示。
结语
实践证明,我们的上述方案基本满足了阀体的各项加工精度要求,经总结得出如下经验:
1.变速器阀体铣大平面(结合面)的加工刀具要选择大主偏角带修光刃的PCD铣刀,这样可很好地保证表面粗糙度及平面度要求。
2.对于夹具,一定要带有压力可调结构,这样可根据工件加工的情况及时调整夹紧压力。
3.工艺设计要考虑工件粗加工应力释放。由于阀体加工时极易在阀体上产生应力,尤其是粗加工大平面切削余量比较大,这样我们可以增加第一道工序为大平面粗加工去除余量,然后再进行后面的加工,让应力能够得到充分释放,从而确保阀体大平面的平面度。
4.对于加工阀芯孔的刀具,一定要根据图样找好对刀点,防止加工时进刀尺寸错误而导致工件报废。
通过阀体的试制,我们对铝合金薄壁件的加工以及应该注意的问题都有了更深入地了解,积累了经验,为量产打下了基础,圆满完成了试制的工作目标。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖