在线测量系统在缸体线CNC上的应用
在批量生产过程中,为了加强质量监控,通过充分利用在线测量系统的测量数据,可以有效杜绝批量质量事故发生。为提升缸体线CNC加工质量,保证关键尺寸的加工能力,工厂根据公差大小及实际需要在CNC上采用了在线测量系统。
在线测量技术是提高质量,保证生产效率的一个重要手段,通过关键尺寸的监控及实时主动纠正可以直接保证加工出的产品就是合格品。在CNC上,高精度的在线测量系统不仅要方便安装、编程简单,而且对加工噪音等恶劣工况有一定的适应性,并且测量系统的电量消耗要满足生产线要求。本文结合上汽通用五菱汽车股份有限公司发动机缸体线CNC在线测量系统的实际应用情况进行总结,包括生产后对在线测量系统二次开发利用,长期生产过程中存在的问题等。
在线测量系统在缸体CNC上的应用
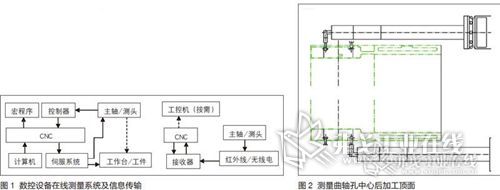
在线测量即通过测头探测工件(面或孔),并将测量位置反馈给数控系统,系统通过自动计算并给出坐标,实现预期的结果,典型的测量系统构架如图1所示。
根据加工工艺的不同,选择重要的安装面尺寸比如缸体止推面、主轴承盖结合面或燃烧室结合面;重要孔的位置度如曲轴孔、前后端面销孔;对精镗缸孔直径大小进行精确控制,确保后续珩磨余量均匀及必要的形状精度。
缸体线CNC在线测量系统采用触发式探头,通过红外线方式进行数据传递,测量系统的探头,根据需要可设计为0°和90°的形状实现面或孔位置的测量;缸孔精镗的测量探头配备有气动吹屑功能及在线SPC系统,不仅能准确地测量缸孔各截面直径大小,还能输出圆度、圆柱度等参考值。
1.缸体重要平面加工的在线测量装置
为保证发动机性能,重要平面的精加工(如止推面、缸体顶面)均配备了在线测量系统,以提升加工尺寸的能力。
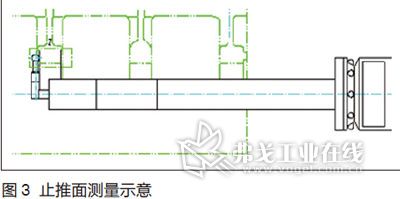
根据加工基准的实际需要,两个平面测量补偿的逻辑不同,对当前工件进行补偿或根据当前测量结果对下一件进行补偿。如图2所示,顶面到曲轴孔中心距离的控制直接影响到发动机的输出功率,为保证加工能力,先通过100%探测曲轴孔中心的实际位置,再给出指令进行顶面的铣削。如图3所示的止推面,其精加工补偿是通过测量精加工后的宽度值,对下一个待加工零件进行补偿。
2.缸体重要孔加工的在线测量装置
缸体重要的销孔、安装变速器定位销孔以及油封定位销孔相对曲轴孔的位置都很重要。为保证其位置度能力,通过在线测量系统先探测曲轴孔位置信息,再采用补偿销孔位置的方式确保其长期加工能力稳定性。为保证缸孔精镗的加工精度及余量均匀,生产线也采用了在线测量系统并配备有工控机,通过实时SPC软件对加工数据进行统计分析,对缸孔直径大小、形状精度监控。
在线测量系统的扩展应用
在线测量系统初始程序保证了各尺寸的加工能力,工厂团队在原有程序基础上,利用系统获得的相关测量数据,通过在原有程序上新加入判断条件或新的功能实现在线测量系统对其加工信息的监控,确保加工质量。以曲轴孔相关加工过程探讨扩展应用的方式,与曲轴孔测量系统相关的加工工艺如表所示。

1.直径大小检查
在变速器销孔等加工时,通过探测曲轴孔坐标点换算出直径大小,可有效监测曲轴孔直径加工情况;在精铣缸体顶面时,在探测曲轴孔中心后,加入直径大小判定条件可对前面曲轴孔精膛工序双重探测,可有效杜绝调刀错误导致批量零件的报废。另外,对同一系列不同大小的缸孔,仅需探测直径大小即可判断工件类型,实现程序的防错功能。
2.曲轴孔加工夹具热补偿系统应用
在CNC上加工曲轴孔,采用行业内常用的长短镗刀对曲轴孔进行精镗加工,长刀加工时虽然利用了短刀加工孔做导向加工剩下的3个曲轴孔,但当设备逐渐老化后,如热机不足或刀具的原因,导致在CNC上加工曲轴孔的能力难于保证。通过优化在线测量系统补偿曲轴孔加工变化取得了良好的效果。通过优化测头补偿程序,测头测量夹具上零点位置及夹具上特殊加工的标准块测量,确认设备各加工轴(X、Y、Z和B轴)热变形大小变化,实时补偿确保加工能力。测量补偿相关逻辑如下:
通过设备运行时间确认设备当前运行状态,设备停机间隔超过1h,批量进行检测并补偿;停机间隔小于5min,每10件进行一次测量确认过程状态,既保证了加工质量又提升了加工效率。
3.曲轴孔加工质量判定
因在加工中心上曲轴孔的加工是采用长短刀进行加工,偶尔发生调刀原因或热机不充分导致的曲轴孔前后端倾斜问题。抽检过程中如发现有曲轴孔中心偏斜导致的位置度超差问题,则会造成批量锁定及逐一测量检查是否有逃逸件的问题,导致大量的人力及检查的浪费。
通过加工顶面100%探测曲轴孔时,加入一定的判别条件,实现曲轴孔精镗工艺单方向的100%检查,可有效避免批量加工质量事故。
在原程序中增加判断语句,用以比较当前工件曲轴孔中心到油底壳定位面的实际测量值和夹具制作完后的理论值:“IF[ABS[#5263-#8]GT0.07]GOTO13610” 其中#5263系统变量存储每台夹具实际的理论值,#8变量为工件到基准Y向实测值。
在线测量系统的使用问题及建议
在线测量系统较好地保证了加工精度及能力,但对测量系统必须要有良好的监控,才能避免批量的加工质量问题。同时对部分易损件,须提前考虑采购配件以防生产线的停线或启用备用计划后带来的质量风险。
1.定期标定,及时与线旁检具进行对标确认
定期对测头进行复查确认,即对测头进行标定。探针式测头一般采用夹具设定的标准块或零点位置进行标定设置,缸孔直径测量的检具正常配置有标准环规。
因测量环境的差异,正常情况下机床内部温度比工厂温度低4~6℃,因此测量值存在一定的差异。通过程序中变量的补偿或在工控机里对测量结果进行整体及部分的补偿即可实现线上、线旁测量的一致。
2.测头常见故障问题
因采用红外线传输数据信号,必须注意收发器的安装位置及接收器的表面清洁,偶尔会发生因冷却液油雾及铁、铝屑影响导致数据流的故障;测量探头电池盒的防水设计、电量使用等均需在项目前期了解清楚,以防止批量生产过程中出现测量装置电路进水、电池电量异常消耗等问题。避免生产后期频繁的维护。同时,因红外线功耗传输功耗相对较高,目前正逐渐被无线电通信方式替代。
探针式测头易偏心,导致尺寸相对波动问题,需定期检测探头的跳动;另外连接杆易折断或固定螺栓易松的问题,需要在设备调试前期确认实际测量位置及设定合适的速度。
3.在线测量系统售后服务
因测量系统工作在恶劣的工况,为保证高精度的要求及长期稳定生产的需要,生产线目前全部采用进口测量装置。因技术限制,测量系统核心部件的维修及购买须得到国外厂家支持才能完成。必须考虑测量系统核心配件存储,降低对生产及加工质量的影响。
结语
本文针对缸体在线测量检具的使用场合进行归纳总结,介绍了发动机缸体生产线上CNC采用的测量系统的使用经验教训,通过长期实践表明,该系统可有效保证产品的关键尺寸长期加工能力,产品质量的稳定性得到有效改善。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖