总装生产线力矩扳手防错系统
汽车总装车间力矩扳手防错系统应用了当前先进的电气控制技术和信息技术,结合企业拧紧监视装置样式标准,将拧紧工艺流程以数字化、信息化的方式应用到实际的车辆生产过程中,是汽车企业实现全面质量管理控制的必要手段,它的应用对提高汽车装配生产效率和质量有着重要意义。
目前,防错系统广泛应用于整车、发动机及变速器生产线等领域,而力矩扳手防错系统作为防错系统的一部分,致力于解决在制造装配过程中,螺栓拧紧过程中的错拧、漏拧现象,解决因人为因素造成的产品质量下降。

某工厂总装车间内,就使用了力矩扳手防错系统。力矩扳手防错系统包括系统服务器、主控PLC和显示执行装置3个部分。系统服务器用于执行其中系统的显示执行装置,包括子局(见图1)和蓝牙力矩扳手(见图2)。子局用于及时、准确地向操作区的操作人员指示拧紧生产顺序号、次数信息;蓝牙力矩扳手被用于执行拧紧操作的同时,还要向子局发送拧紧过程完成的信号,子局根据接受的信号,显示剩余次数。
操作过程中,装配工如果在规定的时间内使用蓝牙扳手,按该车型预先设定的参数(力度和角度)完成扭紧动作,则绿色OK灯长亮,否则红色NG灯长亮,同时防错系统将把报警信息传递给ANDON系统。ANDON系统收到报警信息后,向输送线PLC发送请求停线信号。总装车间通过力矩扳手防错系统防止发生操作人员漏拧的情况,同时对操作过程进行实时监控,并实时采集生产过程中的拧紧数据,从根本上提高了拧紧效率和准确率。不使用子局和蓝牙力矩扳手时,拧紧的力度全凭借装配工的经验,容易出现拧紧力度不够的情况,而子局的使用使装配数据变得有理可依,避免了漏装个别螺栓的情况,提升了产品品质。
系统架构
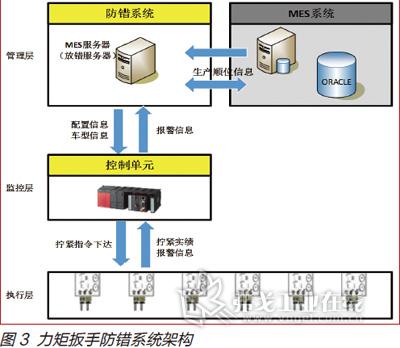
力矩扳手防错系统架构(见图3)由管理层、监控层和执行层3部分组成。
1.管理层
数据库服务器、上层MES服务器和防错系统监控计算机等均在管理层,通过工业以太网络与现场主控PLC接口,对力矩扳手防错系统运行状况及PLC控制器的运行状况进行集中管理及监测,接口类型为RJ45双绞线。工业以太网络采用标准的TCP/IP协议进行通信。管理层接收MES系统发送过来的生产顺位信息;将配置信息和车型信息下传到现场控制单元PLC;收集拧紧数据及报警信息,以便将来的数据分析和报表查询。
2.监控层
系统主控PLC在监控层,是力矩扳手防错系统的电控系统核心。监控层在整个防错系统中起着纽带的作用。PLC控制器接收系统服务器传送过来的生产顺位、车型及拧紧配置信息,经过其本身CPU中所存储的控制程序的运算与处理后,生成拧紧控制指令,并将拧紧控制指令下达给设备;PLC对现场设备的报警信息进行采集,实时将报警信息反馈给管理层;PLC将拧紧次数指令传递给式样器,式样器显示装配车辆序列号以及对应力矩扳手的拧紧次数;力矩扳手每次成功拧紧后,PLC对拧紧次数进行扣减,直至拧紧完成。
3.执行层
执行层在整个设备电控系统的金字塔形结构中处于底层,主要包括现场指示终端(指示灯和确认按钮)、式样器和力矩扳手等。执行层接收PLC下达的拧紧次数指令并执行,同时将拧紧信息和报警信息反馈给监控层PLC。
系统功能
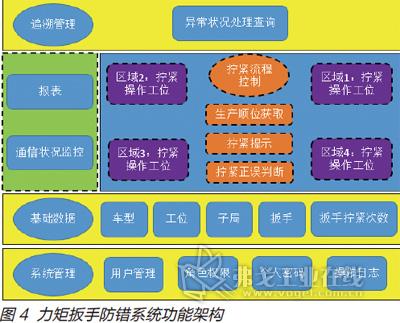
力矩扳手防错系统功能架构如图4所示,下面对各部分进行分别介绍。
1.基础数据管理
基础数据管理模块主要是对扳手与车型、工位号、子局编号和拧紧次数等对应的关系进行设定,配置完成后将配置信息下载到PLC进行更新。该模块还具有Excel配置表批量导入、导出功能,这样可以方便地检查配置的正确性,同时也避免了第一次配置的繁琐,并提高了系统恢复的效率。
2.操作流程控制
防错系统服务器实时地将生产顺位信息发送给防错系统PLC(见图5)。PLC在接收到车辆到位信号后,即向防错系统服务器发送信号,服务器获取该工位车辆VIN后查询车型,并将车型信息发送给PLC,PLC根据车型信息在数据表中查询子局号、扳手号和对应拧紧次数,并通过远程I/O模块输出信号到子局面板及指示灯。作业完成后,如果判断正确,则子局自带的完工指示灯亮。如有作业延迟预警,则蜂鸣器响,同时车间ANDON屏画面上显示该工位作业延迟预警,但ANDON系统不发出报警声音。如果发生延迟报警情况,则蜂鸣器每0.5s响一次,同时ANDON屏画面上显示该工位作业延迟,ANDON系统发出报警声音,ANDON系统向主线体OEM PLC发出停线请求信号,主线体OEM PLC响应后停止主线运行。

图5 力矩扳手防错系统PLC
3.追溯管理
用户可以通过系统查询某辆车在拧紧过程中的异常处理信息,包括作业延迟预警次数、作业延迟次数以及报警导致停线的时间等。
4.系统管理
(1)用户管理 维护用户基础信息,主要包括用户的编码、用户名、用户密码、功能角色、工位、用户类别和所属部门等。用户编码即用户的对应工号,一个用户可设多个工位和多个角色信息。用户密码在数据库中,通过加密存放。新增用户时,用户密码被设置为默认初始密码,用户进入系统时可再进行修改。
(2)用户权限设置 维护角色信息,并指定不同功能角色所能操作的菜单数据和项目的范围。工厂领导可查看所有的信息,车间管理员可以查看本车间生产信息,而操作工人则只能查看本工位及自己录入的相关数据。
(3)密码管理 用户可修改自己对应的账户密码;当密码遗忘时,可以通过管理员将用户密码恢复为初始密码;用户密码具有有效期功能,在有效期内用户若不更换密码,到期后该密码自动作废。
(4)日志管理 系统可以自动记录操作员登录系统的登录时间、用户名、退出时间和操作事件等信息。能对每个操作员的每次操作进行详细的记录,并对非法操作做出告警。有权限的用户,如管理员用户,可以查看日志,发现非法登录操作信息。
结语
总装车间的力矩扳手防错系统,可以通过自动匹配车型信息,将不同车型的拧紧信息实时提供给当前工位的操作人员,防止工人发生漏拧、错拧的情况;同时可对整个拧紧过程进行监控,当发生延迟操作时系统可以进行报警,以提高装配效率。工位操作人员不需要像过去一样采用人工判断机型、人工控制拧紧次数,从根本上保证了拧紧操作的准确性,保证了整车装配过程的生产效率和产品质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖