总装车间全自动式风窗玻璃装配工艺分析
前后风窗玻璃是汽车保持密封性的最主要的部件之一。风窗玻璃的装配直接影响着整车的防漏水、防噪声的品质,进而影响用户及市场对产品的客观评价。本文针对全自动式风窗玻璃装配的设备特点及工艺进行了分析,阐述了视觉引导风窗玻璃自动装配的技术应用及优点。
传统装配工艺
风窗玻璃的装配流程一般为:上料→清洗→底涂→晾干→涂胶→装配。
传统装配工艺的清洗、底涂和涂胶采用人工进行。玻璃常采用的底涂液,其原料为聚异氰酸脂,对操作人员有一定的毒性;底涂完成后,需要进行晾干,大约需要2~5 min;玻璃的涂胶及装配必须在15 min内完成,否则玻璃胶会失效,整车的防漏水性能会大打折扣。
传统装配工艺效率低、劳动强度大且装配精度(或质量)差,这种方式不仅造成人员成本增加,而且在通过淋雨线时,易出现车辆漏水等小概率问题。
全自动式风窗玻璃涂胶及装配工艺
全自动式风窗玻璃涂胶及装配的底涂、涂胶和装配均采用机器人实现工艺动作,其装配工艺采用先进水平的视觉引导系统,实现全程无人化、自动化。
1.自动底涂工艺
全自动底涂工艺是利用机器人,将玻璃按照机器人的行走轨迹与固定底涂头接触而实现。设备(见图1)主要包括对中台、机器人、底涂装置及缓存库区等。此种设备的最大优点是可以避免人员与底涂的接触,另一方面是可以实现与下一工序的涂胶轨迹进行匹配,保证底涂与玻璃胶的匹配精度。

底涂工艺实现全自动化需要满足不同车型的混线生产,而输送线及对中台的设计恰恰是实现柔性化生产的最佳方式。对中台装置不仅可以将玻璃摆正、提高机器人抓取精度,还可以利用传感器识别所要进行底涂的玻璃型号,从而反馈给机器人,机器人根据得到的玻璃型号信息,匹配相应的底涂轨迹。不夸张地说,只要对程序和相应的硬件进行完善,此设备可以满足任何车型的底涂需求。
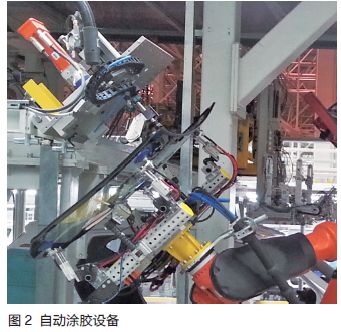
2.自动涂胶工艺
由于生产节拍的要求,机器人自动涂胶工序采用的机器人与底涂的机器人是分开的。设备(见图2)主要包括机器人、对中台、涂胶泵和固定式涂胶枪等。
涂胶泵等装置可以根据采用的玻璃胶特性或者工艺特性设定0~65℃的加热和保温控制,从而更好地配合底涂提高粘贴性能。涂胶泵可采用定量给料系统,利用伺服电动机及快速响应离合器控制出胶速度,出口流量可以达到30 L/min。胶枪处设置胶型检测装置,保证胶型满足工艺要求尺寸,并且使机器人涂胶精度能够控制在±1 mm以内,能够对转弯及接口处的胶轨迹进行更有序的控制。
3.自动安装工艺
风窗玻璃自动安装工艺是利用视觉系统拍摄车身位置,结合玻璃位置控制机器人进行自动装配实现的。此套设备(见图3)主要由激光摄像头、控制系统、机器人和定位装置等构成。此工位的特殊要求为车身需进行定位且处于静止状态。

自动安装的主要工艺流程为:车身输送到位→定位装置进行定位→视觉拍照车身→视觉拍照玻璃→视觉引导机器人安装。
此工艺的难点在于如何保证最终的安装精度,所以采用一套由多个摄像头组成的视觉系统,分别对车身状态及玻璃状态进行确认,利用三坐标原理进行匹配,计算出车身与玻璃的相对空间位置,并最终引导机器人进行安装。
由此可见,视觉引导技术是实现玻璃自动装配的核心。
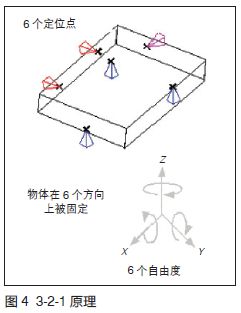
(1)坐标系的建立原理
本文采用“3-2-1”定位原则(见图4)进行阐述。当需要完全定位一个物体位置时,需对其6个自由度进行限定,而“3-2-1”定位原则简单地讲就是先通过至少3个点的Z向坐标所拟合出来的型面来限制该物体在Z向的位置和旋转,然后从至少两个点的Y向坐标所拟合出来的直线来限定该物体的Y向位置和旋转,最后通过至少一个点的X向坐标来最终确定物体在X向的平移,从而确定一个物体的位置的定位方法。
首先,我们采用标准白车身建立空间坐标系,以此数据为基准,利用“3-2-1”原则获得实际车身、玻璃的基本位置数据,根据算法来得到现有与其理论位置所存在的偏差,并把此偏差转化为机器人坐标系的偏移值后传输给机器人来实现引导安装,假设建立的标准白车身坐标为(X,Y,Z)。
(2)装配数据测量(见图5)
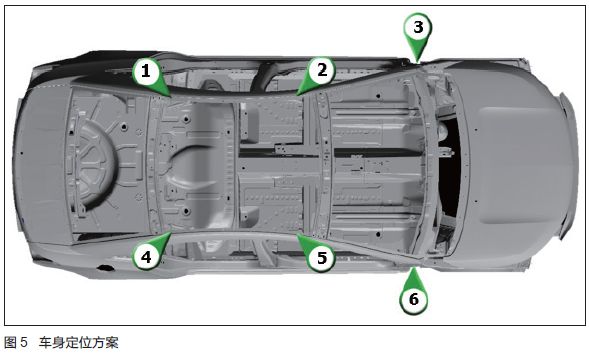
①通过测量车身上“2”、“3”、“5”和“6”这4个点可以确定一个Z向面,也就是“3-2-1”定位原则”中的“3”。
②通过车身上“3”、“6”的中点和“2”、“5”的中点可以确定一条沿X向的直线,也就是“3-2-1”定位原则”中的“2”。
③通过车身上“1”、“4”的中点可以确定车身X向,也就是“3-2-1”定位原则中的“1”。
通过以上几个点的坐标确认,可以得到车身的相对于空间坐标系的实际坐标位置(X1,Y1,Z1)。
(3)风窗玻璃定位方案(见图6)
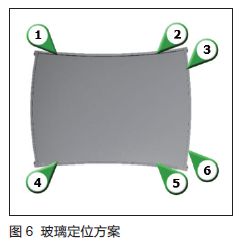
①通过测量玻璃上“1”、“2”、“4”和“5”这4个点可以确定一个Z向面,也就是“3-2-1”定位原则中的“3”。
②通过玻璃上“1”、“4”的中点和“2”、“5”的中点可以确定一条沿X向的直线,也就是“3-2-1”定位原则中的“2”。
③通过玻璃上“3”、“6”的中点可以确定顶盖的X向,也就是“3-2-1”定位原则中的“1”。
通过以上几点的测量,同样得到待粘贴的风窗玻璃的相对于空间坐标系的实际坐标位置(X2,Y2,Z2)。
(4)自动装配的实现
自动安装设备的安装精度为±0.8 mm时,也就是同时满足X1-X≤0.8、Y1-Y≤0.8以及Z1-Z≤0.8的情况下,机器人才有可能将玻璃粘贴在车身上。
在上述条件满足的情况下,视觉控制器得到车身实际空间坐标信息后,会反馈至视觉传感器,视觉传感器执行拍摄待粘贴玻璃数据动作,从而得到上述数据(X2,Y2,Z2)。视觉控制器同样会将(X2,Y2,Z2)的数值与偏差值0.8 mm进行比对,在此范围内的话,将通过计算(X1,Y1,Z1)与(X2,Y2,Z2)的空间坐标差值,引导机器人的装配动作。
如果(X1,Y1,Z1)或(X2,Y2,Z2)超出设定安装精度范围0.8 mm,则会在视觉控制系统中的显示屏上显示报警,停止装配动作,此时就需要技术人员对车身精度、玻璃精度甚至滑板停止状态等问题进行信息(见图7)确认。
(5)自动装配控制系统
所有的装配信息的交互均是由工位PLC、机器人控制和视觉控制三个方面实现(见图8)。
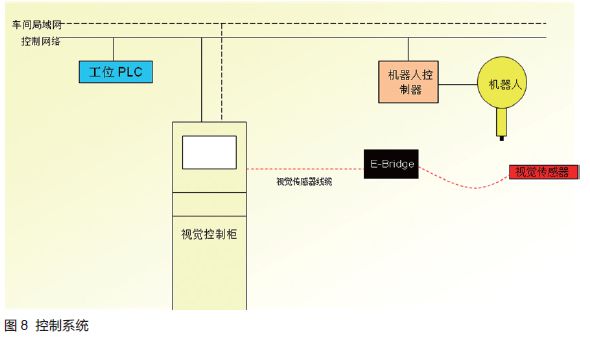
PLC与视觉控制之间采用TCP信息交互,实现多达15种信息的确认反馈及执行,从而实现车型信息的交互及车身状态的信息交互;视觉控制与机器人控制同样采用TCP形式进行信息交互,通过视觉传感器反馈的位置数据,视觉控制进行数据比对,对机器人进行信息传递,从而控制机器人的自动装配;PLC与机器人控制之间则采用Profinet形式进行信息交互,最重要的是,机器人通过此连接确认机器人进入线体的安全状态。
视觉控制与车间局域网的连接是实现粘贴数据追溯的重要环节,所有粘贴数据的计算及处理均由此通道上传至MES系统进行记录保存。
其他影响自动装配的因素
1.曝光度存在差异
车身颜色不同,视觉系统的曝光度同样存在差异,此数据是安装精度设定的重要标准之一。
2.遮挡
视觉拍摄区域需采用遮光带进行遮挡,排除阳光、室内照明等因素对视觉拍摄质量的干扰,提高视觉系统对不同颜色的车身的拍摄精度。
3.数据验证
在正式投产使用之前,需要大量的数据进行验证,要针对不同车型,选取车身上最佳的视觉拍摄位置及玻璃的位置,保证拍摄的偏差在设置值范围内。
结语
风窗玻璃自动涂胶及装配工艺是目前行业内的前沿技术,可增强粘贴可靠性,实现产品装配数据追溯。该技术已在我公司得到充分验证,提高了整车企业的产能,解决了人员劳动强度大、粘贴精度无法保证的问题,为汽车企业智能化、数字化和透明工厂的规划提供了借鉴和参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖