激光焊接技术在白车身生产中的应用
激光焊接技术作为一项激光加工技术,早在1964年就应用在薄小零件的焊接中。随着汽车工业的快速发展及人们需求的不断提高,为满足安全、环保和节能等要求,并实现焊接产品制造的自动化、柔性化与智能化发展,从20世纪80年代开始,激光焊接技术开始应用于汽车车身制造领域。本文主要介绍了汽车工业中比较常用的激光焊接技术,并举例介绍了激光焊接技术在江淮汽车的实际应用。
激光焊接技术的分类
1.激光钎焊
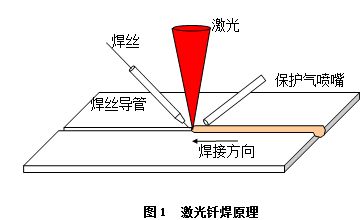
激光钎焊即以激光作热源,利用熔点比母材低的材料作填充金属(称为钎料),经加热熔化后,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连接的焊接方法,其原理如图1所示。激光钎焊工艺应用于焊接,不仅使产品更加美观,提高了密封性,而且显著提高了焊接区域的强度,提升了整车的安全性能。
激光钎焊为目前汽车车身焊接应用广泛的焊接工艺,它的主要优势在于能生成光滑的表面,同时可避免熔化锌镀层。其在车身上多用于以下部位:左右侧围与顶盖接合处(取消车顶橡胶密封条,美观且降低成本);后备箱外板上下两部分的结合;C柱上下两段的结合。
2.激光熔化焊
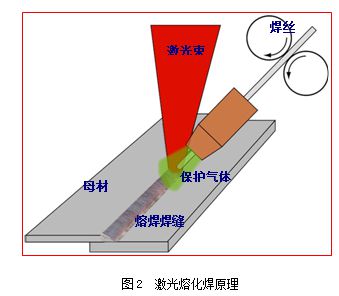
激光熔化焊是利用激光为热源,在两板件角接处,各熔化两板件部分母材(同时熔化附近焊丝填充两板件角接处),使其形成液体金属,待其冷却后,形成可靠连接的一种焊接方法,其工艺原理如图2所示。
激光熔化焊具体可分为激光熔透焊、激光熔焊(不填丝)和激光熔化填丝焊等,多用于汽车顶盖与地板等处的焊接。
3.激光远程焊接
激光远程焊接是在机器人的第六轴上安装一个振镜扫描头,仅通过镜片摆动反射,实现激光轨迹运动,而无需机器手臂跟随运动。激光远程焊接系统高度柔性化,效率更高,一套系统可取代6~9套普通机器人点焊。激光头与工件距离超过500mm,可延长镜头保护玻璃的使用寿命。
与传统的焊接工业相比,激光远程焊接最大的优点在于能够提高生产率,扫描头的快速镜片运动使得用于定位机械手的时间大大减少,进而大幅度缩短了制造时间,与电阻点焊平均0.5个焊点/s的速度相比,激光远程焊接的速度为3~4个焊点/s,使激光束得到了充分利用。通过大批量生产测试,激光远程焊接同传统的电阻焊接相比,时间缩短了80%。
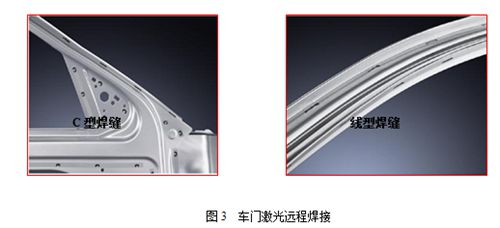
扫描式镜头高灵活性的另一个重要体现是焊接形状的多样性,如果焊缝为C字形,跟线性的焊缝相比,它的焊接速度明显增加。激光远程焊接多用于汽车白车身分总成上,图3为激光远程焊接的部分实物。
4.激光复合焊
激光复合焊接主要指激光与MIG电弧复合焊接。在这种工艺中,激光和电弧相互作用、取长补短,其工艺原理如图4所示。

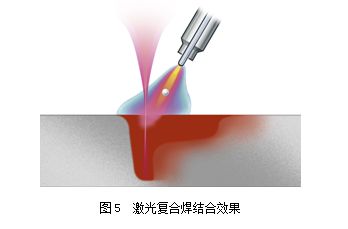
激光复合焊比激光焊更加经济。激光-MIG焊采用激光束和电弧共同工作,焊接速度高、焊接过程稳定且热效率高,同时允许更大的焊接装配间隙。激光-MIG复合焊的熔池比MIG焊的要小,热输入低、热影响区小且工件变形小,大大减少了焊后纠正焊接变形的工作。激光复合焊结合效果如图5所示。
激光焊接的优势及不足
1.激光焊接的优势
(1)激光束的激光焦点光斑小,功率密度高,可焊接一些高熔点、高强度的合金材料。
(2)焊缝强度高,焊接速度快,焊缝窄且表面状态好,免去焊后清理等工作。
(3)热量输入小,热影响区小,工件收缩和变形小,无需焊后矫形。
(4)搭接边较传统点焊缩短,有利于车身轻量化及降低成本。
(5)可通过光纤实现远距离、普通方法难以达到的部位多路同时或分时焊接。
(6)生产效率高,加工质量稳定可靠,经济效益和社会效益良好。
2.激光焊接的不足
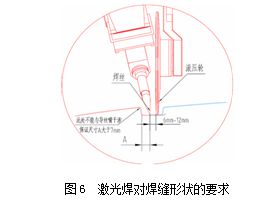
(1)激光焊接由于激光聚焦光斑尺寸小、焊缝窄,对工件装配精度要求高。焊件位置必须非常精确,要求光束在工件上的位置不能有明显偏移,务必在激光束的聚焦范围内。若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺陷。激光焊接对焊缝形状的要求如图6所示。
(2)激光填丝焊工艺控制比较困难。激光填丝焊属于熔焊,聚焦光斑分别照射到工件和焊丝上。熔池较小,要使不断送进的焊丝均匀熔化,光丝相对位置的准确控制非常重要。
(3)焊道凝固较为快速,可能存在气孔及脆化的缺陷。
(4)由于飞溅大,穿透焊的焊缝相对于钎焊更粗糙,但是强度比普通点焊要强得多。
(5)与其他焊接方法相比,激光器及其相关系统的成本较高,前期一次性投资较大。
由于以上的情况对整车厂的技术及经济实力提出了较高要求,制约了激光焊接技术在国内的广泛应用。目前它在我国白车身制造中的应用还比较有限。
激光焊接应用实例
1.项目总述
由于激光焊效率高、焊缝强度高、外形美观且加工柔性好,我公司轻型客车星锐系列车型侧围与顶盖的焊接采用了激光填丝熔化焊,在满足产品高端定位需求的同时也提升了品牌竞争力;同时采用激光焊接工艺可克服原有焊接工艺的不足,满足盲窗车型的焊接工艺需求。
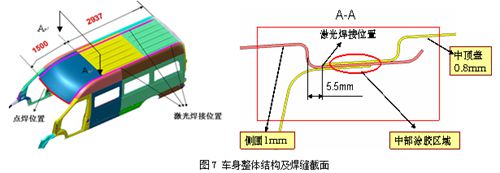
星锐车型整体结构及焊缝截面如图7所示,对顶盖与左、右侧围进行激光焊接,整体焊接长度接近9m。顶盖由前、后两块组成,整条焊缝的结构有差异,因此,需要进行多段焊接。从焊缝横截面截图可以看出,激光焊接位置位于顶盖与侧围的搭接处,而搭接重叠部分的中部有涂胶层。
2.激光熔化焊工艺应用
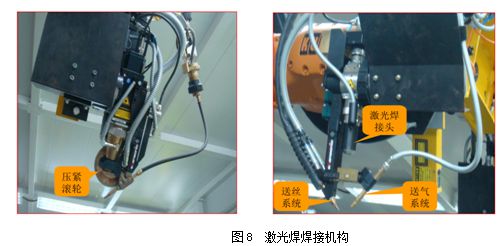
我公司将激光焊接头、送丝送气机构、压轮、焊缝跟踪器和起弧定位系统等部件集成为一个焊接机构(见图8),统一安装在机器人的第6轴上。焊接时,由中央自动控制系统对这些机构进行统一控制。
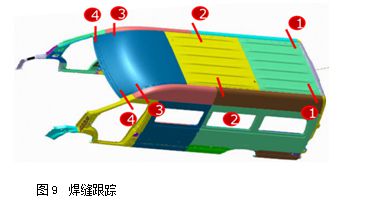
(1)通过焊缝跟踪技术,解决激光填丝熔化焊对配合精度的高要求。跟踪仪选取4个基准点(见图9),从焊缝起始点自动识别,并随着焊接轨迹的变动自动校正。
(2)对焊缝的位置进行设计,解决长焊缝容易出现的焊接变形。焊接顺序及前序点定工艺为焊接质量的关键因素:激光焊接中的高温效应将产生应力集中现象,需通过工艺调整来尽量消除其对焊接质量的影响。前序点定工艺需考虑激光焊接余量:前序点定焊点如果离激光焊接位置过近,会影响到焊接质量,并使焊接余量无法释放。
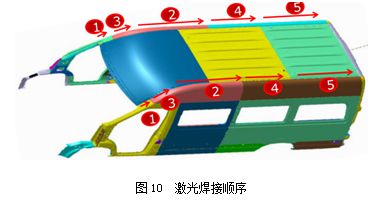
轻型客车顶盖焊缝总长度近9米,采取单边焊缝分5段进行焊接(见图10)。因第2段焊缝较长且圆弧面积大,为防止焊接变形,可先焊接直线部分再返回焊接弧面部分。
(3)通过采用自适应压轮结构(见图11),解决Z向定位,并减少焊接变形。取消工装Z向夹持,使顶盖在Z向处于自然状态。Z向如采用工装夹具进行定位,压力不易调整。如果压力太大,焊接中产生的残余应力没有足够的释放空间,容易产生变形。采用压轮结构,可灵活调整压轮压力,在压轮原有力的基础上继续增加压力,对于搭接的不同分段选择不同的压力,从而减少焊接变形。

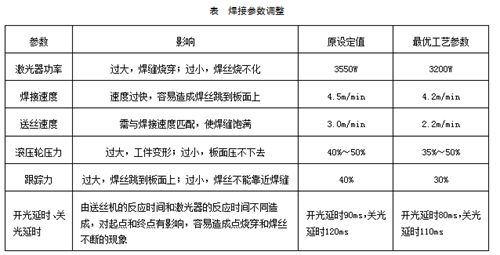
(4)调整焊接工艺参数(见文中表),解决激光填丝焊的工艺难题。焊接参数将影响焊缝整体均匀性,为保证不同搭接状态下的焊缝质量均匀,需要对焊接参数进行反复试验及调整,选取最佳试板,固化参数。
结语
根据激光焊接技术在我公司应用的效果,可以看出,采用激光焊接不仅能降低车身重量、提高车身的装配精度,同时还能大大加强车身的强度,在用户享受舒适的同时,为其提供更好的安全保障。相信随着激光焊接技术难题的不断突破和制造工艺的不断提高,激光焊接必将成为未来汽车白车身制造工艺中的重要组成部分。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖