电泳缩孔产生的原因及解决措施
在涂装生产过程中,缩孔问题是最常见的漆膜弊病之一,因为缩孔相对其他涂装问题(如颗粒、流痕等)更难处理修复,因此缩孔也是前处理电泳方面最需要重视的一个问题。针对薄膜前处理配套高泳透力电泳漆而言,因其膜厚相对传统磷化—阴极电泳工艺偏低,且高泳透力电泳槽液对油及硅酮类物质更加敏感,因此一旦出现缩孔问题,往往易形成批量的质量问题,并且严重影响漆膜外观和防腐能力,对产品质量造成很大影响。
电泳缩孔形成的表征分类
缩孔的形成原因是表面张力梯度造成的,原理如图1所示。缩孔的类型按其外观及形成特征大致可分为以下四种类型。
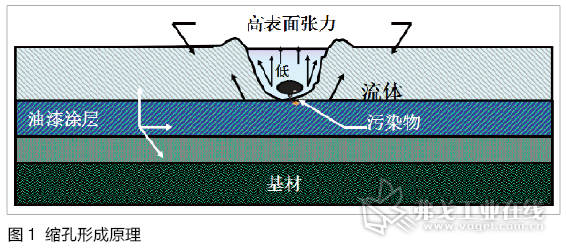
1.油污型缩孔
油污型缩孔是由于表面张力低的油胶、硅酮类物质落到工件或漆膜上造成的,此类型的缩孔在其中间位置看不出凸起颗粒,正常情况不会露底,大小一般在为0.5~3 mm。此类缩孔一般发生在电泳漆膜固化之前,若在固化之后则一般只会形成油斑或极浅的凹陷,比较方便处理。
2.颗粒、纤维型缩孔
这种缩孔是由外界低表面张力或被油胶污染过的固体物质,落在电泳湿膜表面造成的。这种缩孔的特点是在其缩孔中间位置可见纤维、颗粒等异物。
3.气泡型缩孔
这种缩孔由溶剂气泡、小泡沫等堆积在车身电泳湿膜表面,进入烤炉前未冲刷消泡彻底,经烘烤后涂膜固化形成的,此类缩孔一般较大,且易露底。
4.槽液缩孔
槽液缩孔是指槽液被设备、环境或者白车身所带的缩孔物质污染,且经过较长时间的积累造成的槽液本身的缩孔问题。此类缩孔是必定伴随着油污型缩孔出现的,其外观与其类似,前期造成的影响较小,可通过现场槽液月检监控来进行确认。
通过对现场电泳车身的缩孔进行放大观察,绝大部分缩孔出现周围边缘漆膜平整微凸、缩孔本体面积不大以及中间无颗粒露底等情况,因此判断油污型缩孔较多,但不排除槽液缩孔的可能。
电泳缩孔形成的原因分析
因为可能产生缩孔的工段、位置较多较杂,因此按照缩孔产生的区域不同,大概可以粗分为以下两个方面。
1.焊装方面
1)焊装车身所用油品、胶品品种繁多,部分油品、胶品与前处理、电泳匹配不合格,直接导致前处理清洗效果不理想、电泳车身易产生缩孔。
2)焊装零件、车身存放时间过长,且车身涂抹了较多的防锈油,焊装现场的打磨灰、粉尘与焊装用油形成顽固的油渍,部分位置油品干涸后会形成顽固的干油渍,涂装前处理难以清除。
2.涂装车间方面
1)前处理脱脂效果不佳,除油效率不高。
2)电泳漆与前工序及本工序的油品、胶品的配套性。
3)电泳槽液及UF槽液被油类等缩孔物质污染。
4)电泳槽液参数失衡,灰分含量低。
5)前处理、电泳线体清洁状态不到位,有污物滴落在车身或者污染槽液。
前处理工序的排查
判断前处理脱脂除油的效果状态,比较直接的方法是:①采取目视观察前处理车身水膜是否连续;②在水洗工序使用干净的白纸巾擦拭车身表面观察纸巾的外观洁净度。根据现场的连续跟踪,发现脱脂后车身的表面水膜并不连续,如图2所示。
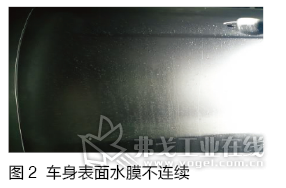
水膜并不连续证明前处理脱脂后的除油效果并不理想,针对此种问题,现场方面拟定了如下的应对方案:
1.脱脂调整方案
1)在洪流热水洗中加入适量的脱脂剂,加强对白车身上污染物的初步清除作用。
2)将预脱脂、脱脂温度由50℃提升至55℃、游离碱点由12.5 Pt提升至16 Pt、喷淋压力提升至0.2 MPa,其目的是通过提高脱脂剂的活性和脱脂液的喷淋冲洗效果来进一步提升脱脂的除油效率。
2.焊装验证方案
(1)现场部品件排查
通过对焊装生产线的观察发现,生产线旁边存放的零件表面存在大量的黏稠的油污或者干涸的油渍。如图3所示。

因为涂装的脱脂对于老化固化的油渍清除效果很差,等这种表面有干油斑的零部件或车身进入涂装后,缩孔问题已经很难避免了。因此建议焊装方面:在焊装零件前先对零件表面进行清理擦拭,擦拭干净后再进行焊接,防止车身用油较长时间后干涸形成干油渍。
(2)焊装油品配套性验证
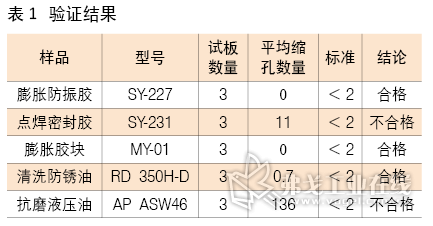
对焊装的油、胶取样与电泳做匹配性验证,所取样品与前处理电泳匹配性结果如表1所示。
验证结果表明,膨胀防振胶、膨胀胶块以及清洗防锈油与现场电泳漆匹配性良好,点焊密封胶、抗磨液压油匹配性不合格,是造成电泳车身缩孔的原因之一。
电泳及电泳烘干工序排查
1.电泳槽液方面排查
从之前所述原因分析中可看出,电泳工艺参数失衡也很容易造成电泳缩孔,而现场设备的工艺参数根据现场记录和观察都在正常范围之内,可以排除此类影响。同时,现场委托电泳厂家对电泳槽液每月取样化验分析,最近的化验数据如表2所示。
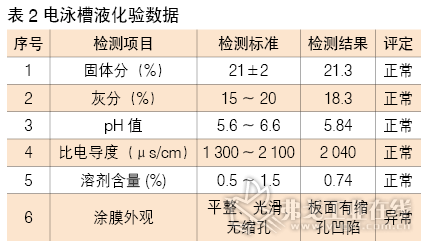
从上述数据可以看出,电泳槽液成份含量均满足要求,但电泳槽液已被油污污染,此原因也是造成电泳缩孔原因之一。
2.电泳烘干方面排查
现场取30 cm×40 cm的马口铁板遮盖在机盖表面上分别做随线电泳并分别用烘炉烘烤及实验室烘烤,验证情况如图4、图5所示。
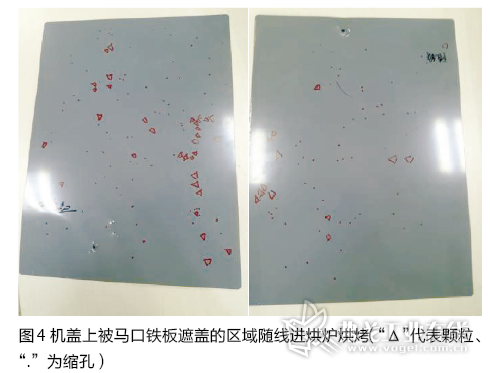
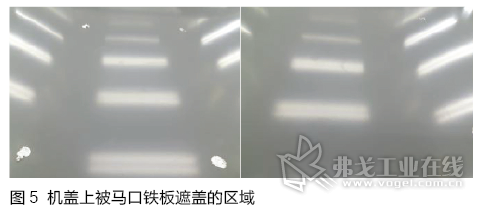
从以上实验图片对比发现,实验室烘烤的马口铁板缩孔确认正常,但随线吸附于车身机盖烘烤的马口铁板表面却有大量的缩孔和颗粒,而被马口铁板遮盖的机盖区域表面上的颗粒和缩孔很少。说明机盖上的部分漆膜弊病是在烘炉工段时,粉尘、油污等异物经烘烤挥发后,落在未固化的车身湿膜上导致的,因此电泳烘干也是造成电泳缩孔的原因之一。
整改措施
通过对涂装缺陷原因的分析,制定了后续涂装现场的整改措施:
1)焊装车间在焊接零件前先对零件表面进行擦拭除油,并切换点焊密封胶和抗磨液压油,使用与现场电泳漆匹配性能良好的产品,并对现场其他未进行配套性实验的油品、胶品收集完成后再统一进行配套性验证。
2)将电泳过滤系统中的大部分普通滤袋更换为除油滤袋,通过电泳漆的循环清除槽液中的油污,且在之后生产中保持定期使用除油过滤袋来对电泳槽液进行清理维护,并继续对电泳槽液定期进行检测监控。
3)对电泳工段的各室体尤其是烘干室体进行深度保洁,清除室体内的油污、粉尘及颗粒,并在日后生产中定期对室体进行保洁工作,防止油污、粉尘的大量聚集。
结语
经过上述措施整改完成后,缩孔问题基本得到有效控制,缩孔数量明显减少,说明现场的整改方向和措施是相当有效的。缩孔问题虽然影响较大,但预防更胜于治理,在日后的生产过程中,应加强现场相关方面的监控和防护,进一步降低乃至消除缩孔引发的生产问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖