在线检测技术在白车身焊装生产线的应用
车身拼装是汽车制造过程中的重要环节,白车身的特征点及关键功能尺寸要求越来越高,因此车身精度的实时监测尤为重要。离线的检测方式如固定三坐标测量机、检具等,存在速度慢、周期长和无法100%检测而只能进行抽检的弊端。在线检测技术具有柔性化、非接触、直观、快速和精度高等优点,因而被广泛应用于白车身焊装生产线上。
在线检测技术原理及行业应用现状
1.在线检测技术原理
在线检测系统是一种基于视觉检测技术和激光测量技术的在线非接触测量系统,可以实现对白车身及关键零部件100%在线检测,突破传统三坐标抽样检测的限制,实时监控车身工艺尺寸波动,为生产工艺改进提供数据支持。
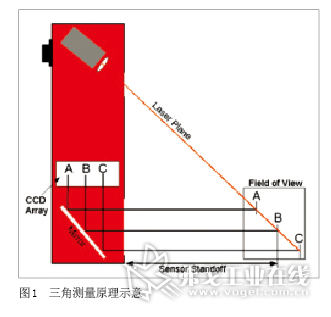
在线测量系统的3D激光传感器是基于三角测量原理设计,利用线状激光构造被测特征,同时结合有效的照明,可以获得被测特征的表面信息。如图1所示,光条投射至被测特征表面,相机拍摄光条图像,先通过图像处理技术得到被测特征在图像上的二维像素坐标,再通过三角测量模型将图像二维坐标转换为传感器坐标系下的三维空间坐标。
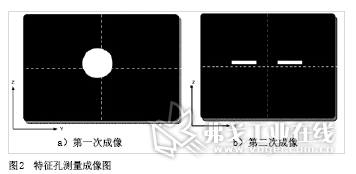
如图2所示,以特征孔测量为例,面光源照明,相机拍摄第一幅图像,获取空心位置X、Y坐标;激光条投射至孔上,相机拍摄第二幅,获取孔心位置Z坐标。
2.在线检测行业发展现状
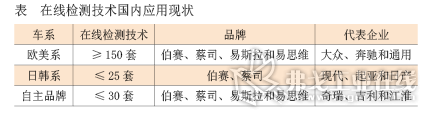
根据不完全统计,目前在线检测技术在国内主流车企的应用已经成为一种趋势,主要应用在主线、地板及侧围等关键工位。表所示为目前国内的应用现状。
在线检测技术应用
在线检测系统具有100%尺寸实时检测,加大了测量样本量以提供足够的测量数据,严格监控车身尺寸波动并进行工艺能力的评估,为生产工艺改进提供数据支持等功能。
1.在线检测系统构成及参数
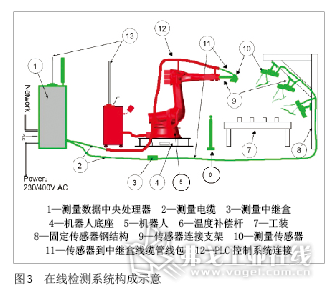
在线检测系统主要由机器人系统、检测报警控制系统、激光测量系统、数据分析系统及远程监控系统等五大部分组成。按包含的硬件和软件来划分,硬件包括三维非接触式测量系统、测量控制和数据管理系统和温度补偿硬件;软件包括测量控制软件、温度补偿软件、数据分析与管理以及网络通信等。图3所示为在线检测系统构成示意图。
在线检测系统相关指标对系统测量精度及稳定性有很大影响,关键系统参数:传感器测量精度≤±0.05 mm;工位定位工装精度≤±0.1 mm,定位点选择与三坐标测量支架一致;测量系统精度≤±0.21 mm(机器人精度≤±0.06 mm);单点测量时间≤3 s(含机器人移动时间);静态测试98%以上的测点≤0.1 mm;半动态测试98%以上的测点范围≤0.24 mm;全动态测试98%以上的测点范围≤0.42 mm;三坐标对比测试90%的测量值偏差≤±0.3 mm,95%的的测量值偏差≤±0.5 mm,80%以上的测量点与三坐标测量结果的相关性系数须大于0.7。
2.在线检测平面布置
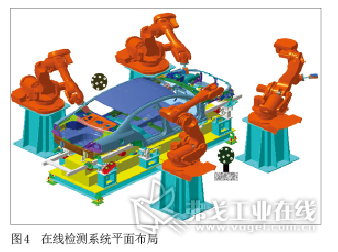
结合车身测量点数量及生产线节拍等因素确定机器人及测头数量,对于白车身测量通常会选取4~6台机器人及相应检测系统。白车身在线检测测点数量选取一般为200~250个,包含车身重要的特征点和关键功能点,经过机器人三维仿真模拟,确定工位平面布局。某车型在线检测布局如图4所示。
3.在线检测检测过程
检测功能实现过程为白车身通过输送系统运动到测量工位停下并精确定位,自动扫描读取信息后,主线PLC传递给测量控制柜信号(机器人接到信号后开始工作,机器人在每个测量点向测量控制柜发“测量请求”和“测点ID”信号,等待测量控制柜确认),测量系统接到信号后开始测量并记录数据,然后传递到测量分析软件进行处理,测量结束后向机器人发“测量完成”信号( 机器人收到信号后开始向下一测量点运动,由此完成全部待测点的测量);机器人测量结束后,测量控制柜询问测量报警信息并向主线PLC发信号,结束测量循环。在白车身运动时,测量控制柜开始补偿循环,并启动机器人运行补偿程序,机器人完成补偿轨迹后通知测量控制柜,结束补偿循环。
4.在线检测技术主要功能
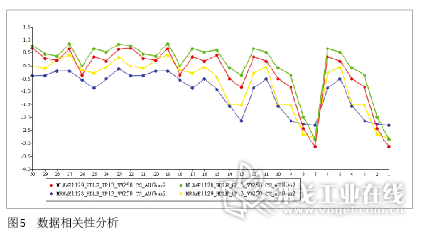
(1)数据查询与分析系统可以按“工厂-工位-车型-轨迹-区域”来反馈测量信息,形成饼状图、柱状图及波形图(见图5)等来展示数据,形成车身所有测点的测量报告,反映整个车身的精度情况。白车身被测点三维坐标与其理论值的偏差都可以显示出来。不同范围偏差以不同颜色显示,绿色表示正常,黄色表示预警,红色表示超差。整车数据查询既可以按照车身的生产时间进行查询,也可以按照车身的编号进行查询,可以形成同一测点的多次测量结果趋势图分析以及多个测量的数据相关性分析。
(2)与三坐标数据对比分析,可以导入三坐标测量数据并与在线测量数据相关联进行对比分析。
(3)数据预警分析系统可以分析测量数据自动生成预警信息并通过邮件、短信等方式发送。报警信息包含单点尺寸超差报警、多点关联超差报警及尺寸波动预警等,及时监控数据的突变、均值波动和均值飘移等,为生产部门及时反馈车身制造过程中的质量预警,减少车身的报
废率。
5.在线检测关键注意事项
(1)温度补偿功能
机器人的TCP受到机器人内部温度和外部问题波动容易产生飘移,对精度最大影响为0.2 mm,所以系统要配备温度补偿系统。在线测量系统需要配备温度补偿计或补偿杆,用于机器人温度补偿。
通过配置热系数低的测量基准,机器人每完成一个测量循环后对基准进行测量,实时修正温度变化引起机器人结构的热胀冷缩,保证车身坐标系下的测量结果能够真实反映车身尺寸变化。利用温度补偿设备对温度不敏感的特性,作为测头标定的标准,通过30组测量值,计算出平均值对测量值进行补偿。
(2)测量工位整体地基
为了减少工位地面振动和环境温度的热度变化等外部影响,测量工位实施一体式混凝土测量地基。此地基承载整个测量工位,包括测量机器人、工装夹具、输送系统和温度补偿装置等。
(3)测量系统人员配备
针对在线检测系统的维护及数据分析管理应有明确的分工和合理的人员配置。以某主机厂为例,测量技术部、焊装车间、质量保证部和尺寸工程部等相关部门协同配合,保证在线测量系统的运行合理性、数据检测的准确性、传递及时性及分析的科学性。
6.在线检测技术应用效果
在我公司B车及A车焊装生产线自动化线下线工位MB110工位使用的在线检测系统,实现了对白车身的关键尺寸进行实时监测经验证效果如下:
(1)测量速度快、精度高,实现了产品关键点的在线100%检测。
(2)当检测数据与基准数据出现小批量偏差时,控制站会自动报警,工作人员可及时接到反馈并对生产一致性问题进行分析,最终形成闭环。
(3)根据监测的趋势图表分析,现场工程师可大概判定问题产生的原因,为解决问题指引了方向,压缩了问题产生原因的范围,缩短了解决问题的时间。
(4)通过在线测量系统监控及追踪尺寸变化,降低了白车身的报废率。安装此测量系统至今,未出现产品批量返修及报废现象。
结语
随着消费者对车身制造精度的要求越来越高,车身质量实时监控显得尤为重要。在线检测技术实现了对车身的100%在线测量以及实时动态监控,严格监控尺寸波动并最终对车身生产过程的问题形成闭环,促进制造工艺的提高与车身尺寸的优化,在白车身焊装生产线达到了越来越广泛的应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖