基于视觉检测系统的发动机装配线防错能力提升研究
视觉检测系统原理
现代化流水线生产环境中,批量生产是指在一定时期内,一次生产的在质量、结构和制造方法上完全相同的产品,发动机装配亦是这样的过程。对于相同的大批量产品,则可以利用视觉摄像检测的方式识别装配的准确性问题。视觉摄像防错系统中,相机捕捉装配完成后的图片,再与系统的标准图片进行对比,如有差别,则利用声光报警的方式提示操作工此零部件装配有误,需确认后按正确装配方式重新装配。
机器视觉涵盖所有工业和非工业应用,在这些应用中,硬件与软件组合在一起,基于图像的采集和处理,在各种设备执行其功能的过程中向它们提供操作引导。机器视觉系统依靠封装在工业相机内的数字传感器和专门的光学元件采集图像,计算机硬件和软件基于该图像处理、分析和测量各种特征而做出决策。
视觉检测系统组件
视觉检测系统主要由五个部分组成,依次为:
1.光源
通过合理地摆放光源的位置可增强产品上需要被识别出的特征,而将不需识别的特征弱化,从而提高后序对比的准确度。
2.相机镜头
不同的镜头在图像质量上存在较大差异。视觉检测系统中镜头主要分为可现场快速更换的镜头和固定式的镜头两种型号,其中可现场快速更换的镜头分为C接口和CS接口两种。根据现场实际情况,选择相对应型号的镜头及其配件可确保满足对图像的质量要求。目前拥有自动对焦技术的镜头共有机械调焦镜头和液态镜头两种。调整好检测距离后,自动对焦镜头的捕捉视野也相对固定。
3.图像传感器
图像传感器将光信号转成电信号通常需要用到电荷耦合装置(CCD)或者互补金属氧化物半导体技术(CMOS)。简单地说,图像传感器就是将采集到的光线转换成在灵敏度、动态范围及噪影等各方面保持平和的数字图像。根据不同的应用场景以及所需检测产品的实际尺寸,选择不同型号的图像传感器以获得不同分辨率的图像也显得尤为重要。
4.视觉处理软件
当从数字图像中获取信息后,既可以在与计算机相连的外部系统中运行视觉处理软件进行处理,也可以在集成于视觉检测系统内部的视觉处理软件进行相关信息的处理。视觉处理的大致流程为:
1)获取图像传感器捕捉的产品图像。
2)定位并分析需要进行判断的产品的特征部位。
3)将分析结果与设定的标准结果比较。
4)将对比结果通过合格/不合格信号发送出来。
其中当存在捕捉后的图像特征不明显时,需要进行预先处理并优化图像,以确保所需要的特征信息都凸显并识别出来。
5. PLC通信
视觉检测系统由于使用了各种与其他机器相协调的组件,使其能够快速地与流水线体建立PLC通信。提取的信息通过离散I/O点发送到下一平台,离散I/O点可以连接到PLC通信上。最后,PLC将使用这些信息来控制指示器(如指示灯和蜂鸣器)发出合格/不合格信号。
视觉检测系统应用
1.现场问题描述
随着工业化的不断升级换代,用机器取代人工的方式变得越来越普及。发动机装配过程中,光靠人工目视化检查控制质量无法百分之百保证安装的准确。活塞连杆安装顺序为:将连杆由连杆旋松机旋松,手动移动至活塞连杆线托盘。员工需要保证连杆与连杆盖正反一致。而后装配活塞、活塞环将活连组件安装至缸体,将活塞连杆盖移动至内装托盘。等托盘流动至下一岗位后将连杆盖与连杆合装。在连杆装配过程中需要移动3次连杆盖,存在连杆与连杆盖装反的风险,如装反则会出现发动机异常抖动等失效模式。
曲轴止推片为重要零部件,如装反或者漏装则会出现曲轴抱死及发动机异常抖动等失效模式,对发动机质量影响重大。光靠员工目视化检查无法100%保证防错装配质量,存在止推片错漏装的风险。
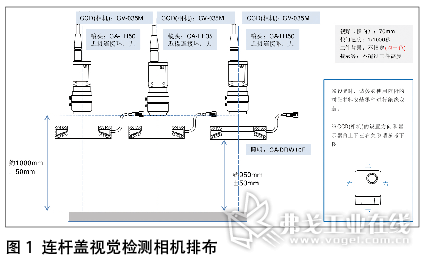
针对活塞连杆安装工序以及止推片安装存在的问题,为保证装配质量,故提出增加视觉摄像系统,保证视觉检测100%检查连杆盖与连杆以及止推片是否装反,如装反则设备报警、推盘不放行,如图1所示。
2.相关技术要求
(1)连杆盖正反视觉检测设备
设备功能描述:能检测装配后连杆盖正反。设备技术要求:①视觉检测设备,需有独立控制系统;②设备定位方式采用现有托盘一面两销定位;③设备对连杆盖进行自动检测,带有三色灯及声音提示功能;④可以稳定的区分连杆盖正反;⑤要求检测过程中不影响员工操作;⑥每次检测节拍≤50 s(岗位节拍)。
方案描述:①产品种类:1种;②产品大小:50 mm×30 mm;③视野要求:一次检测4个产品。相机排布位置如图1所示。
(2)止推片视觉检测设备
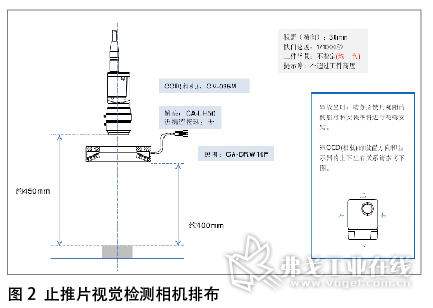
设备功能描述:能检测止推片是否安装以及正反。设备技术要求:①设备为在线视觉检测设备,需有独立控制系统;②设备定位方式采用现有托盘一面两销定位;③设备对止推片进行自动检测,带有灯光及声音提示功能;④可以稳定地区分止推片正反;⑤要求检测过程中不影响员工操作;⑥每次检测节拍≤50 s(岗位节拍)。
方案描述:①产品种类:1种,半圆形;②产品大小:直径75 mm,宽度5 mm;③视野要求:一次检测1个产品。相机排布位置如图2所示。
3.实际效果验证
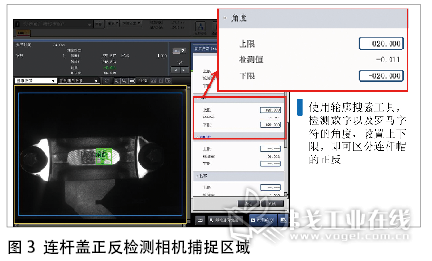
由于连杆对于整台发动机来说属于重要零部件,所以连杆盖顶端左右分别用激光打刻上包含有连杆信息的二维码以及与连杆质量分组有关的罗马字符。并以此为相机识别判断连杆盖是否按正确工艺装配。
按正确工艺装配好连杆盖后,设置好相机捕捉区域如图3所示,并以此设置为系统正确装配的标准图片。由于线体辊道处于流动状态,所以托盘在被阻挡器阻挡后仍然会处于轻微运动的状态。鉴于这种情况的存在,在捕捉区域的设置上,我们设定了-20°~+20°的一个角度范围。当正确装配完连杆盖时,视觉摄像系统捕捉装配完成后的图片,并与正确装配的标准图片进行对比,得出结果如图4所示,对比检测后的角度值为-0.011°,在设置的上限+20°和下限-20°之间。所以系统判断连杆盖装配正确,托盘放行进行下一步装配。

在进行防错验证时,视觉摄像系统捕捉装配完成后的图片,并与正确装配的标准图片进行对比,得出结果如图5所示,对比检测后的角度值为-179.839°,超出了设定的上下限范围。所以系统判断连杆盖装配错误,此时亮起三色灯并伴有蜂鸣声提示员工装配错误,待员工检查装配质量并调整后,方可流入下一道装配工序。

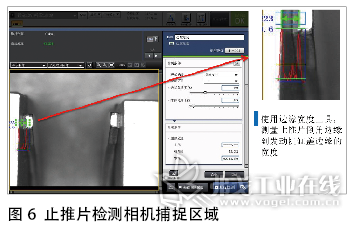
在发动机装配环节中,止推片的装配是极其容易被忽视的。而止推片装反或者漏装则会出现曲轴抱死、发动机异常抖动。通过对止推片的观察,发现止推片顶面一侧存在一个倒角,因此,由软件的边缘宽度工具测量至主轴承壁的距离,判断止推片是否装反或者漏装。止推片检测相机捕捉区域如图6所示。
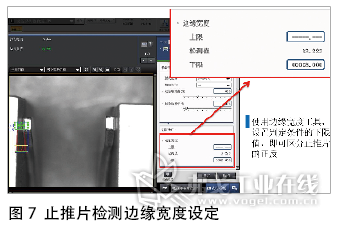
按照正确工艺方法装配止推片后如图7所示,测量出倒角至边缘宽度值为33.223 mm。为防止厂家在制造止推片时存在偏差,因此设定边缘宽度值为28.000 mm。并以此保存为系统的标准装配图片。
设置好判断参数后,进行线下的效果验证,如图8所示,装配止推片后,边缘宽度检测值在设定的28.000之上,所以系统判断装配合格,托盘放行进行下一步的零部件装配。

当进行错误装配检测时,将止推片按错误的装配工艺装配完成。相机捕捉装配完成图片后如图9所示,边缘宽度检测工具检测到实际宽度仅有20.832 mm,所以防错系统判断装配不合格,需要人工检查后按正确装配工艺装配完成后流入下一步装配工序。

通过对连杆盖正反检测以及止推片检测的效果验证,视觉检测系统达到预期效果。将其应用到现有的装配中,能对产品在制造过程中实时检测,第一时间识别装配错误,提升产品的合格率。
结语
1)工业4.0的提出,旨在提高制造业的智能化水平,利用信息化手段,提升产品整体质量。
2)视觉检测防错系统利用摄像检测技术,与人工目视化检测存在视觉疲劳不同,其能对不合格品进行更有效的识别,防止不合格品流出。
3)通过生产线实际应用,视觉摄像防错因其检测准确率高、检测时间短、减少员工工作强度的表现,使发动机在制造阶段就能准确识别装配准确率。
4)随着视觉检测系统的技术不断成熟,其在包括引导、识别、测量和检验等领域都有着广泛应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖