超声波成像焊点检测技术在车身的应用
背景
1.焊点质量检测方法
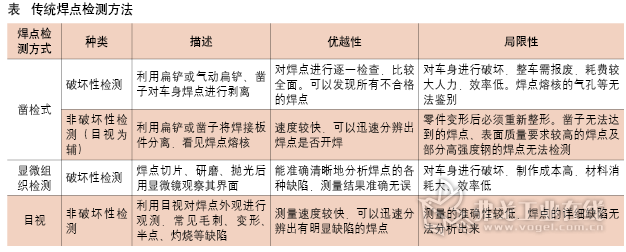
在现代汽车白车身生产过程中,仍采用电阻焊为主的焊接工艺,目前车身焊点数量在5 000个左右,因而焊点的强度检测直接关系到车身的整体质量和安全系数。目前焊点质量传统的检测方法有破坏性和非破坏性检测两种:破坏性检测包含凿检式和显微组织检测;还有就是以目视为主的非破坏性检测。以上各种方法都有各自的优缺点,见表所示。
为了更有效更快捷地检测白车身焊点质量,同时减少不必要的成本浪费,引入了超声波检测技术。
2.目前白车身钣金材料
目前轿车车身生产工艺中,大量使用冷成型钢板、高强度冷成型钢板及高强度热成型钢板,在某些车型白车身中还采用超高强度热成型钢,以及铸铝和铝板等新型材料,以减小整车的车身质量,同时提高了车身强度。
不同板材之间的电阻焊焊点是否满足强度要求就成为焊点质量控制的重要问题,车身工艺上大多采用中频焊接,在焊接过程中有效进行能量调节来保障恒功率,从而保证焊点的焊接过程稳定性,检测中通过超声波检测结合破坏性检测来验证焊点质量是否合格。超声波检测尤其是针对热成型钢的检测具有较大优势,传统的破坏性检测非常消耗人力成本。
超声波检测的原理
1.超声波的传播特性
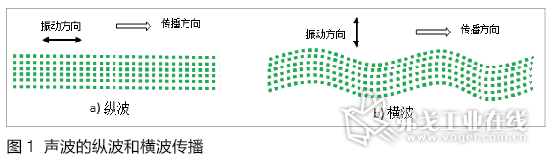
声波是一种机械伸缩式振动,当频率f>20 kHz时,称之为超声波,超声波在物体内的传播过程分为纵波(CL)和横波(CT),如图1所示,纵波的组成微粒沿着扩散方向振动,形成密度和压力差,发生在气体、液体和固体介质中;横波的组成微粒与扩散方向垂直,发生振动。图1b中,伸缩相连的微粒水平排列,使整个横波向前扩散,仅发生在固态介质中。根据20 ℃时声波在不同介质中的传播速度,同时因为液体和气体介质中只能承受压应力,不能承受剪切应力,因此液体和气体介质中只能传播纵波,不能传播横波和表面波,所以作为超声波焊点检测探头的介质首选,可以将超声波传至待检测物体表面,而水是最常见的介质。液体、气体介质中的纵波速度与其容变弹性模量和密度有关,介质的容变弹性模量越大、密度越小,速度就越高,所以探头选择以20 ℃的水作为检测介质。
声波在同一种固体材料中传播时,其纵波速度大于横波速度,横波速度又大于表面速度。对于钢材为VCL:VCT=5 920/3 255=1.8:1。由于电阻焊焊核铸态组织的晶体结构与钣金材质的不同,超声波在钢材传播时衰减幅度也不同,所以超声波检测可利用这个差别来判断焊点质量。
2.焊点超声波成像的检测
原理
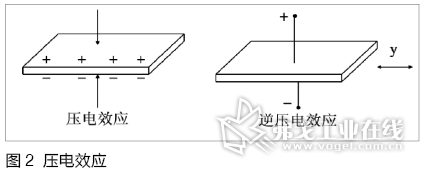
如图2所示,对于水晶或极性分化后的陶瓷,根据不同的压力或膨胀系数,在一定面积的表面上会产生正极电或负极电(压电效应),给电极通电,可以看到物体变形,这时电能就转化为动能(逆向压电效应);压电物体变化,在金属电极之间产生电压(正向压电效应)。
目前,用于整车厂的超声波检测设备主要有三种:笔记本电脑+便携测量设备;便携式一体机;台式机+测量设备。我公司采用美国NestDNT公司研发的NestSpot300高性能点焊检测分析仪,采用相控阵超声波技术,属于第三代超声波点焊分析仪。笔记本电脑+便携测量设备如图3所示。

如图4所示,传感器探头是一种独特的矩阵技术,专门设计用于焊点检测,由52个独立工作的晶片元素进行8×8矩阵布置,矩阵的晶片元素之间的间距只有(1.25±0.05) mm,也就是说每个晶片只有(0.1±0.05) mm的厚度。该传感器可以反映样品表面和内部结构,从而提供相应的晶片所涵盖的部分样品的结构信息。

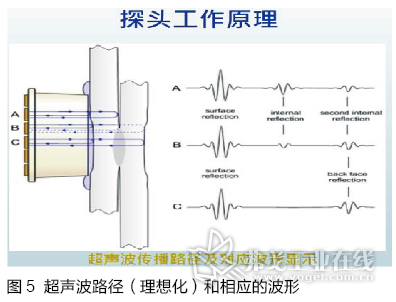
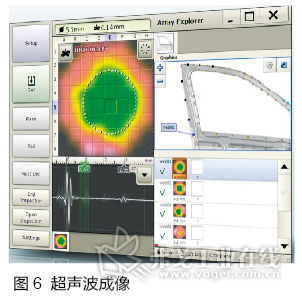
如图5所示,当检测焊点时,检测仪产生电子脉冲信号,传输给探头,探头在压电元件中将脉冲转化为超声波,通过传递介质(耦合剂)将超声波传至待检物体。从板件之间的区域反射显示,板材之间是彼此分开的,相对于非焊接区(图A),如果金属熔合,则没有内部的反射,只能从第二张板材的底部的反射可以检测到(图C)。如果探头覆盖了焊接区域,由此产生的信号波形可以用A扫描和C扫描的组合。为了避免相邻晶片的影响,传感器中有一个晶片是活跃在任何瞬间的。波形被捕获后,控制器激活另一种晶片元素,进行数据采集,直到所有的晶片元素都处理。捕获的扫描波形的振幅是用来建立一个超声图像焊接面积的,如图6所示。
3.焊点超声波检测探头选择
焊点状态的超声波检测是基于对焊点焊接连接的返回波次序的培植,以及对中间回波的解释,其中中间的回波是通过2个相互分离的板形成的。通过回波次序的长度、强度、波的减弱趋势以及中间的回波的幅度和位置,来判断出好坏焊点。
对于正确的焊点和有缺陷的焊点,从完整厚度反射的回波系列的长度、信号衰减以及中间回波的幅值和位置之间来看是有差别的,从而鉴别出有缺陷的焊点。超声波束的有效直径应该等于熔核点的直径。
探头直径对波形图的形成有决定性的影响。如果探头直接过小,则无法检测出小焊核,因为声波束全部通过焊核,不形成反射,从而无法形成干扰回波。如果探头直径大于最小焊核的尺寸,那么即使焊点合格,也会形成干扰回波,因为一部分声波在焊核附近发生了反射。实际中会存在探头无法伸到薄板表面,这时可以从厚板处进行测量。引入超声波测量,对热成型钢板的焊点质量保障意义非常大,根据实际中频焊接控制器的焊接参数设定,采用的恒功率焊接,在焊接过程中会进行能量补偿,但也可能出现在焊接时电流过大的情况,造成焊点压痕深,例如热成型钢。在存在涂胶介质的焊点上,也会出现压痕过深的问题,针对热成型钢板可以适当选择大一点的探头,并结合实际破检,确定程序中设定的探头大小,同时压痕深度范围也要进行相应调整。
超声波成像检测结果分析与研究
1.焊点结构及主要参数
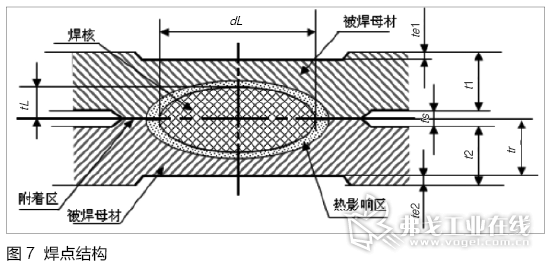
在图7所示的焊点结构中,其主要参数为: dL为焊核直径; te1、te2为压痕深入;t1、t2为板材厚度;ts为板材间隙;tL为焊核熔透深度;tr为电极压痕区板件最小厚度。
2.焊点缺陷形式
缺陷形式有虚焊、弱焊、内飞溅、压痕太深及气孔(嵌在焊点中)。影响焊点质量的主要因素有焊接电流、焊接时间、电极压力、零件匹配精度、零件清洁度(是否有油污)及镀锌层形式和厚度等。
3.典型焊点缺陷扫描图分析和研究
作为一个比较完整的系统,应用超声波检测技术可以分为3个步骤:①采用数据库,建立测量计划;②利用专业软件,进行检测;③进行统计分析,并输出报告。
NestSpot超声波点焊检测分析仪显示被测量焊点的成像及声波图形,该设备直接显示焊点熔核、表面压痕和其他参数,检测人员通过图形对检测结果进行分析,可同时根据成像图形和声波图形来判定焊点是否合格,下面将具体介绍一下典型的焊点缺陷和分析方法。
(1)压痕太深
压痕太深是焊接电流过大或者飞溅造成的。当压痕深度大于30%,认定此缺陷为焊点太深。在实际检测中,有可能是板材厚度发生变化,未达到板材规定的厚度,或焊点位置在钣金弯曲面,或者板材间的匹配过大,都有可能造成超出30%范围。针对厚度变化,可用厚度仪检测一下板材厚度是否发生变化,也可用超声波检测仪检测厚度,如果批次板材的厚度都发生变化,可以在程序中进行修改。
(2)内飞溅
焊点内飞溅类似于焊点压痕太深缺陷,也是焊接电流过大或者炸点造成的。点焊过程中可能发生飞溅,焊料减少很多。实际现场可能存在匹配不符合标准,造成焊点灼烧缺陷,发现后应立即调整匹配间隙。
(3)虚焊
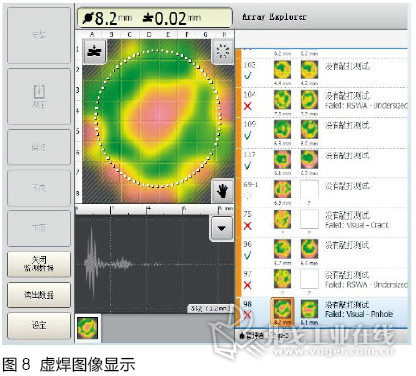
从图8成像及波形分析,被测焊点在仪器上显示的图形为无图像,波形前度正常,但回波数量较多,序列较长,且回波间距很小,超声波检测到的厚度约等于单层板的厚度,类似于超声波检测板厚时的波形,通过后期破检对实物焊核进行验证,焊点内部表面光滑,未出现明显熔化结晶的迹象,从此图中可以判断出此焊点为虚焊。
(4)弱焊
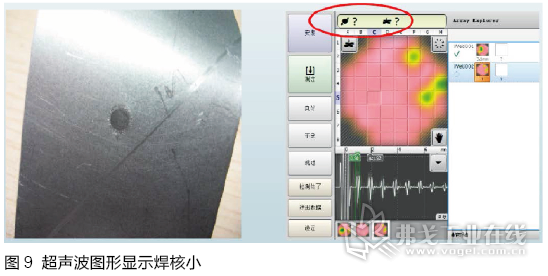
从图9可以看出,通过超声波图形数据显示焊核小,并通过后期破检对实物焊核进行验证,超声波检测到的厚度在合理区间内,强度正常,间歇回波数量较多,其来自于底板没焊接部分的回波形成,可以判断出焊核小缺陷。
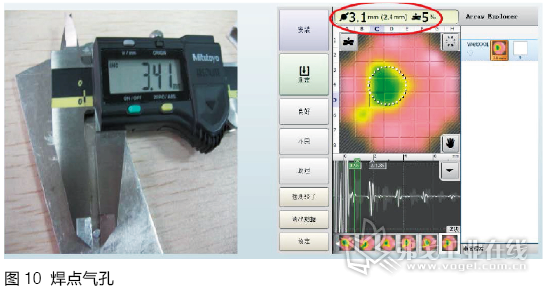
(5)气孔
根据奇瑞公司Q/SQR E6-12-2015标准,气孔直径大于焊点焊核直径的10%时,认为是不合格的。气孔通过超声波检测出来,而破检是很难检测出来的,如图10所示,从实际焊点成像图形来看,焊核中部空缺,从波形图来判断应属于焊点过薄,其回波序列较少,回波间间距很小,焊核厚度薄,可以判定为气孔过大。
超声波成像检测仪器的检测
任何检测仪器长时间运行都有可能造成检测误差,超声波检测仪器也是一样,机器本身的误差使测量结果不能真实反映实际的被检焊点的状态,从而影响整车质量,所以对超声波检测仪器本身以及探头必须进行定期1年的检测,送专业计量校准单位进行精度标定。
结语
随着现代汽车技术的发展,汽车市场对汽车的安全性及焊点强度要求越来越高,且国产汽车质量也在不断提高,不断采用国际上先进的焊接等连接技术,如等离子弧焊、激光焊、涂胶及铆接等工艺。好的焊接方法对检测要求也越来越高,超声波成像检测结果更为直观。作为一种新兴的检测方法,其发展前景十分广阔,超声波成像检测仪技术革新及应用范围也会与时俱进。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖