某新能源乘用车总装车间工艺设计分析
新能源汽车作为国家战略性新兴产业,是利用“互联网+”模式实现智能制造和数字化工厂的最佳载体,代表着制造业的未来。我国政府非常重视发展新能源汽车产业,针对新能源汽车产业的发展提出多项政策和举措,大力推动这项产业的发展。
目前,世界各国政府对环境保护以及节约资源做出了多项举措。美国加利福尼亚州为减少温室气体排放,实施“零排放车计划”,该政策大力推动了新能源汽车的发展。欧美、日本等发达国家对电动汽车技术高度重视,各国政府纷纷出台相关政策,积极促进电动汽车产业发展,以期提升本国汽车工业国际竞争力。
新能源汽车总装车间设计,相对于传统汽车也有一些变化。本文结合国内某一新能源乘用车总装车间的项目,对总装车间的工艺设计进行简单分析。
总装车间信息概况
1.车间任务与生产纲领
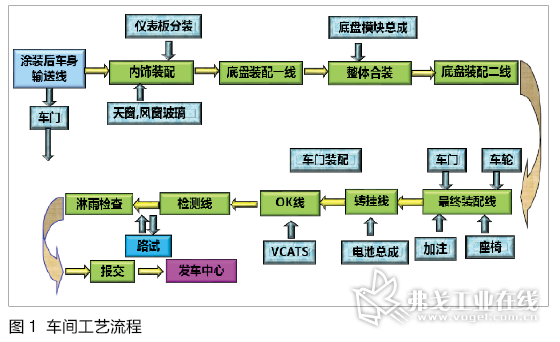
总装车间承担新能源汽车的车身排序储存、内饰装配、底盘装配、最终装配、电机、前悬架总成分装、后悬架分装、电池合装、车门分装、仪表板模块分装、整车安全性能检测、淋雨试验及返修等任务(图1)。
生产节拍:60 JPH(净节拍)。
除车身和电池包由本厂自制外,其余零部件均为外协厂家供应。
2.车间内工段的分工
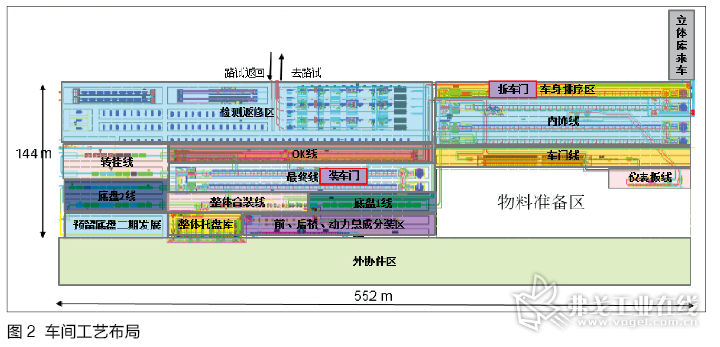
按产品结构特点和工艺要求,总装车间划分为以下几个工段:整车的内饰、部件装配、底盘装配、最终装配、检测返修及外协件物流周转准备等工作(图2)。
1)内饰工段:负责车身的内饰装配和调整、相应内饰部件的分装,如车门、仪表板的分装。
2)底盘工段:负责整车底盘装配、相应底盘部件的分装及合装工作,如电机总成、副车架、前悬架和后桥等。
3)最终装配工段:负责整车的后内饰装配工作、加注及电池包合装、下线前程序刷写和质量检查等工作。
4)检测返修工段:负责整车的性能检测及返修工作。
5)外协件物料周转准备:负责外协件的接收、暂存周转及物料配送SPS 分拣配送等项工作。
工艺设计
总装车间输送线设计是工艺设计中的关键部分,主要包含车身储存线、内饰线、底盘线、最终线、转挂线、OK线、车门线及电池包合装线等内容。相对于传统乘用车,输送线中底盘分装内容、电池包合装有显著的不同之处。
1.车身储存线
车身储存线用于涂装前及涂装后车身储存排序,便于调整车身涂装、总装的生产不均衡。新能源车身储存线与普通传统乘用车是一致的。本项目中,车身储存采用立库(图3),输送和排序采用滑橇输送线,储存按各3 h共计6 h考虑,彩车身到内饰线的排序按照2 h考虑。拆车门装配作业安排在内饰上线点前进行。排序后的车身进入内饰线转接点,由叉式升降机将车身转载到内饰滑板线上。

2.内饰线
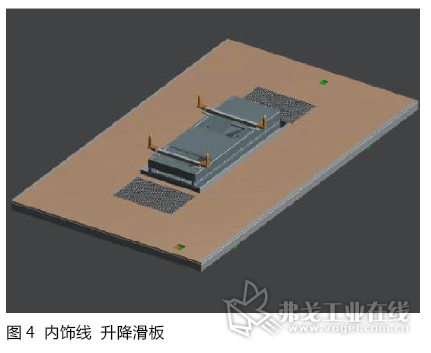
新能源汽车内饰线与普通传统乘用车装配工艺基本一致。该项目中,为便于工人操作,从人机工程角度考虑,内饰线采用电动升降滑板,如图4所示,滑板线由四段平行布置的工艺段及两端的移行设备组成。为减少对物流影响,内饰一线内饰、二线内饰、三线内饰及四线内饰之间采用空中移行。完成内装的车身通过托臂式升降机,自动转入底盘装配线进行底盘装配,此时,车身下的滑板用滚床从地下转运到内饰线的起始位置。内饰的装配内容包括:顶篷、行李舱撑杆、踏板组件、主线束、制动主缸、洗涤液罐、天窗、仪表板总成、风窗玻璃、刮水器、驻车制动器总成、空调器及风道、暖风机、空调冷凝器及组合车灯等。
3.底盘线
底盘装配线采用EMS+升降(旋转)吊具。底盘装配的内容包括:装比例阀、电机总成、电池总成、底盘总成、制动管路连接、后桥总成和前、后稳定杆等。其中,动力总成模块装配采用辊床托盘整体合装方式。
本项目中底盘线分为三部分,分别为底盘装配一线、底盘合装线和底盘装配二线。底盘装配一线采用EMS+升降旋转吊具,底盘装配二线采用EMS+升降吊具,底盘装配一线和底盘装配二线采用单独的两套吊具系统。
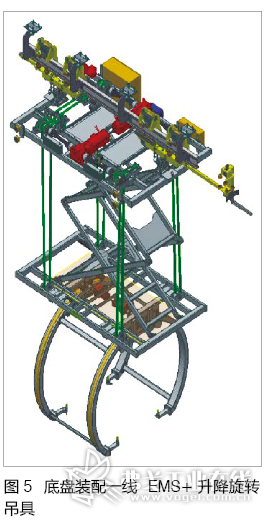
1)底盘装配一线:主要用于新能源汽车的底部装配,输送部分由EMS+升降旋转吊具组成,如图5所示,考虑到人机工程要求,地面配同步输送塑料板链。内饰线的车身进入转接点后,车身落到吊具上。完成转接后,吊具带车身快速离开升降机,进入底盘线,在到达装配区域前,通过吊具的自动升降达到适合操作的车身姿态,进行车身底部预装配。车身完成底盘预装配后快速送到整车合装交接工位,通过吊具升降完成和整体合装线的车身交接,空吊具快速输送到内饰线交接点。
2)底盘合装线:主要用于新能源汽车的动力总成模块自动合装,输送线采用辊床托盘形式,如图6所示。底盘合装线采用自动合装,合装流程如下:滑撬带满托盘总成进入合装工位升降辊床,EMS+升降机下降,升降辊床满托盘顶升,自动合装;合装完毕后,吊具张开,托盘、吊具同时进入下一工位(吊具行进中上升),共安排10个操作工位,螺栓拧紧尽量采用自动拧紧方式;操作完毕后,托盘带吊具进入升降辊床转接工位,底盘装配二线升降吊具闭合后上升,升降辊床下降实现托盘和工件分离,空托盘通过移行机、升降机进入空中平台空返段,在空返段安排托盘库,按照生产顺序自动选装托盘,托盘进入升降机下降到地面操作高度进行预装,预装完成后进入合装下一次循环。底盘分装区相对于传统乘用车有比较大的不同:取消了发动机的分装,增加了电机分装。但是不管发动机还是电机,都是分装完后整合到动力总成模块内,与车身进行合装,对整车厂装配工艺影响不大。

3)底盘装配二线:主要用于新能源汽车的底部装配,输送部分由EMS+升降吊具组成,如图7所示,考虑人机工程要求,地面配同步输送塑料板链。合装后的车身进入转接点后,车身落到吊具上。完成转接后,吊具带车身上升快速输送,进入底盘线,在到达装配区域前,通过吊具的自动升降调整到适合装配操作高度,进行车身底部预装配。底盘装配由两段工艺线组成,并预留了2条工艺线以备扩展。车身完成底盘装配后快速送到最终线交接工位,通过升降机完成和最终线的车身交接,空吊具快速输送到合装线交接点。

4.最终线
最终线主要用于新能源汽车的最终装配,主要装配内容包括座椅、车轮、前后保险杠及车门等。新能源汽车最终线与普通传统乘用车装配工艺基本一致。本项目中输送线采用电动升降宽滑板输送线,如图8所示,线体由两段平行布置的工艺段和两端的旋转、移行设备组成。车身进入转接点后,升降机叉臂伸出托起,吊具张开,托臂带车身下降,将车身放到滑板的支撑上,然后叉臂缩回,滑板带车身由快速驱动装置推入装配段,装配段前端布置驱动装置,后端布置反转轮,使得两端之间的滑板紧密接触,不留缝隙。装配段的后面也设有快速驱动,可以将驶出装配段的滑板快速送入升降机,通过空中移行输送到后装配段前端升降机,升降机降下,通过快速驱动装置将滑板输送到装配二段。装配二段末端的快速驱动装置将滑板送入转挂线转接点。车身由升降机托臂托起后,空滑板随升降台落至地下,从通道下方移行至内饰上件点。

5.转挂线
新能源汽车转挂线与普通传统乘用车装配工艺差异比较大。国内大部分传统乘用车转挂线无装配内容。该项目中,转挂线负责完成部分装配作业内容,包括液体加注和电池包合装。电池包合装在新能源乘用车厂中,也有在底盘装配一线进行,在具体设计中,需与业主进行沟通确定合适的工艺方案。
该项目中转挂线输送线形式是EMS+升降吊具(同底盘装配二线形式)。最终线后的车身进入转接点后,车身由最终线托臂升降机托起落到吊具上。完成转接后,吊具带车身快速输送,进入转挂线工艺段,在到达装配区域前,通过吊具的自动升降调整到适合装配操作高度,进行液体加注和车身底部预装配。本线由两段工艺线组成。车身完成装配作业后快速送到OK线交接工位,通过升降机完成和OK线的车身交接,空吊具快速输送到最终线交接点。
6.OK线
OK线主要进行汽车程序刷写和下线检查,新能源OK线与普通传统乘用车装配工艺基本一致。本项目中输送线采用塑料板链结构,如图9所示。

7.车门线
车门线主要用于新能源汽车的车门输送、储存和分装,新能源汽车车门线与普通传统乘用车储存、装配基本一致。该项目中车门线采用空中EMS线+横向积存,如图10所示。输送段采用快速驱动,车门装配工艺段采用慢速输送。在拆车门、门分装段和装车门转接点之间布置了数量不等的缓冲区,其中主要缓冲区用于车门的储存。每个吊具的左右两侧各承载同一车的两个车门。

拆车门:拆车门位置在整车排序区(二层平台上),拆车门工位两侧左右各布置2台拆门装置,用于车门拆卸。工人操作辅助臂将拆下的车门放到吊具上,吊具进入输送段,吊具左右两侧均承载车门后,吊具进入横向积存库缓存,随后进入工艺段。
门分装段:装有车门的吊具被快速送入到车门装配段前的缓冲区。随后,带车吊具经过升降机下降到操作高度,快—慢传递后进入到车门分装段。
装车门:完成车门分装工作的吊具经过升降机进入到完成线车门安装前的缓冲区。车门安装位置在最终2线,车门合装工位左右各布置有2台升降段,用于完成线车身左右车门的合装转接。吊具进入升降段后,随升降段下降到位进入装门段,工人操作辅助臂将车门总成取下,此后,吊具进入装门段出口升降机随升降段上升到位,快速输送到另一侧装门段,完成另一侧车门和车身的合装。卸下全部车门总成的空吊具快速输送到车身储存线的拆门工位,进入下一工作循环。
8.电池包合装线
电池包合装是新能源汽车相对于传统乘用车最大的不同,是装配不可缺少的重要环节。目前国内主流新能源乘用车厂电池包合装位置有两处,一种方式是在底盘装配一线,在动力总成装配完后,进行电池包合装;另外一种方式是在最终线与OK线之间的转挂线进行电池包合装。相对于第一种方式,底盘吊具可以轻载化。
本项目采用第二种方式,在转挂线处进行电池包的合装,采用的是AGV合装,如图11所示。电池总成在电池包车间检测合格后进入总装车间,不再进行检测,因为电池长距离运输的安全限制,电池包车间往往位于总装车间附近,该项目中电池包车间位于总装车间的西侧,通过连廊直接输送到总装车间进行合装。

总结
本文结合国内某新能源乘用车总装车间的项目设计实际情况,首先介绍了总装车间的基本概况,其次从工艺设计角度层面,对输送线形式相对于传统乘用车做了对比,并进行了分析,从而为新能源乘用车总装车间工艺设计明确了方向。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖