缸孔珩磨工艺应用及评定

缸孔作为发动机完成燃料压缩、燃烧及爆发做功的能量转换室,与活塞形成发动机的最为重要的摩擦副,承受着各种载荷和温度的剧变,因此缸孔加工工艺的选择将直接影响到发动机的功率输出、机油消耗、尾气排放及发动机的可靠性。
国内外日益严格的排放法规和国Ⅲ排放法规的实行为各发动机制造公司在产品开发和制造领域提出了新的挑战,为此,一汽海马动力有限公司(简称“一汽海马”)对自己的产品进行了升级,同时对缸孔的珩磨工艺进行了优化,以降低机油消耗量和提高发动机的使用寿命。在此,本文将结合一汽海马的发动机产品重点介绍缸孔平台珩磨工艺的现场实际应用情况。
缸孔珩磨工艺的发展
目前发动机的缸孔加工工艺基本上都是按照:粗镗-半精镗-精镗-珩磨来设计。珩磨工艺的发展又可分为四代:
第一代珩磨为手动或脉冲间歇式液压膨胀进给,这种珩磨只进行一个阶段的珩磨,一般不分粗珩和精珩。其缺点是珩磨压力不稳定,影响加工的形状精度,尺寸控制完全靠工人的经验和不断地停机测量来保证,加工出来的缸孔质量水平低且难以稳定。
第二代珩磨为两阶段(粗珩、精珩)的自动液压膨胀进给珩磨。特点是两组不同的珩磨油石在同一个珩磨头上呈对称、间隔分布,粗珩、精珩条由特殊的液压双联进给系统自动控制,可在一次装夹中完成粗、精珩,缸孔尺寸采用气动非接触式主动测量装置进行自动控制。
第三代珩磨为三阶段(粗珩、基础珩及平台珩)的平台珩磨或滑动珩磨。机床的主动测量系统和控制系统与第二代相似但更趋智能化,但珩出的缸孔表面结构得到了本质上的改变。
第四代珩磨以激光珩磨为代表,它不是传统意义上的接触式的机械加工,而是通过光导系统将激光器产生的光束聚焦到孔壁上,经过数控系统可以保证激光加工头灵活地按照用户所要求的表面结构进行加工,缸孔表面更加规则、理想;但是,激光珩磨设备维护成本昂贵,技术含量高,操作复杂,对维修人员要求素质高,维修难度大,现在国内应用较少。
目前,乘用车发动机的缸孔珩磨工艺采用的几乎都是平台珩磨或滑动珩磨。上述两种珩磨分别为欧洲的两大主流珩磨机厂家发展的不同方向。Gehring珩磨机主要是以平台珩磨为主,向激光珩磨方向发展;Nagel珩磨机主要是以滑动珩磨为主,向螺伞滑动珩磨方向发展。无论哪种珩磨,最终都是为了得到较好的储油表面结构,一汽海马目前采用的是Gehring平台珩磨工艺。
平台珩磨加工过程及影响因素
1. 平台珩磨加工过程
平台珩磨是在对已磨合完的发动机缸孔表面进行微观分析和研究的基础上,开发的一种珩磨工艺。平台珩磨的显著优点为:良好的表面耐磨性;良好的油膜储存性,可使用低摩擦力的活塞环;降低机油消耗;减少磨合时间(几乎可省掉)。
平台珩磨一般分为三个阶段(或称三个工序):粗珩、精珩(表面基本结构加工)和平台珩,从而形成理想的缸孔表面,如图1所示。粗珩是修正和稳定精镗后的形状精度,此外还要形成一个基本的表面结构;精珩使缸壁的宏观几何形状将得到改善,并且表面的基本结构C也将被加工出来;平台珩使表面基本结构C的表面尖峰将在几秒钟内被珩磨掉,从而形成一个小平台,该小平台也就是所谓的平台支承表面,该平面的表面光洁度很高,同时又具有较高和较好的支承率。
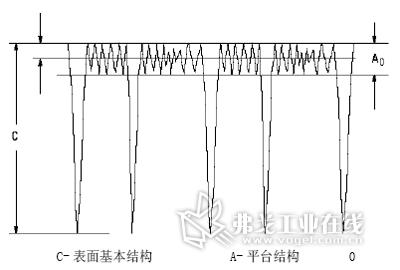
图1 理想的缸孔表面
实现平台珩磨的珩磨头的结构特点一般在平台珩磨刀具上有两套不同的砂条,它们各自配有一套独立的涨刀装置。一套砂条用于平台基本结构珩磨(精珩), 另外一套砂条则是用于平台表面加工(平台珩)。该双进给刀具也可以用于粗珩和精珩珩磨,如图2所示。
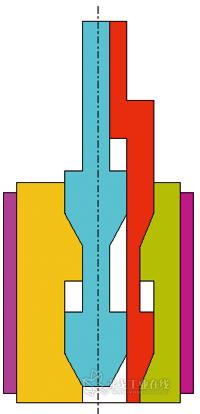
图2 平台珩磨头
这种刀具主要的优势是:可在同一个工位一次装夹,使用同一根主轴,就可进行两次不同的珩磨加工。除去其在经济性上的明显优势外,它还可以保证稳定的平台表面。在实际生产中,一汽海马就是采用该种结构的珩磨头在一个工位上实现精珩和平台珩的。
2. 影响平台珩磨的因素
珩磨砂条的选择是制定缸孔珩磨工艺的一个至关重要的条件,砂条的烧结技术直接影响砂条的质量。一般来说,珩磨砂条主要采用氧化铝(Al2O3)、碳化硅(SiC)、立方氮化硼(CBN)和金刚石等磨料。常见的结合剂有陶瓷结合剂、人造树脂结合剂、铜基金属结合剂、银基结合剂以及钴基结合剂等。一汽海马采用的为铜基金属结合剂的金刚石珩磨砂条。
珩磨的加工余量取决于珩前的加工精度,不同的珩磨工艺要求不一样,我们制定的珩磨余量为0.03~0.05mm,同时要求的缸孔精镗后的表面粗糙度为Ra1.6~3.2。一汽海马采用的Gehring平台珩磨的主要加工参数如表所示。
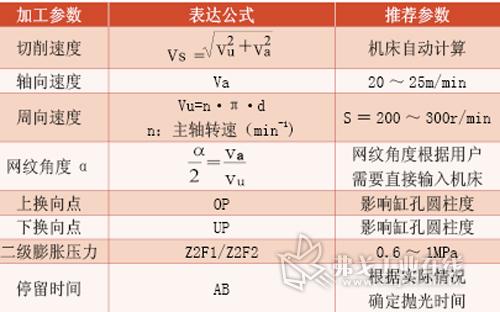
一汽海马采用的Gehring平台珩磨的主要加工参数
上换向点和下换向点的设置直接影响缸孔形状,如图3所示。一般来说,珩磨时砂条的伸出长度为砂条本身长度的三分之一被证明是最理想的,当伸出长度上下对称时,我们可以得到一个理想的圆柱度,如图3中a所示;若砂条伸出长度太大时,因砂条的很大一部分在孔的上下两棱被磨利,并在这一区域造成很大的切削量,且由于砂条和孔壁的贴靠面积减小, 从而增大了涨刀压力,也会造成大量切削,从而造成两端喇叭口的形状,如图3中b所示;若砂条伸出长度过小,砂条会在孔的中间部位形成过量切削,从而造成腰鼓性的孔,如图3中c所示。
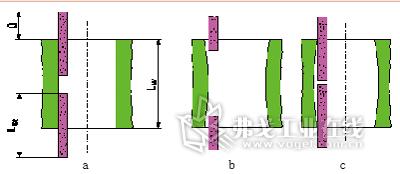
图3 珩磨上换向点和下换向点位置
除了珩磨砂条及珩磨加工参数对加工质量及效率有重大影响外,珩磨液对加工质量也是很重要的。珩磨液要求黏度低,具有极好的渗透性、润滑性和排屑性,要有很强的清洗能力以保持珩磨油石的自砺和微孔的畅通,并且要求抗烟雾性好,燃点高。目前所使用的珩磨液可分为两大类:油基和水基珩磨液。两种冷却液各有优缺点,油基优点是渗透性、润滑性好,排屑性和清洗能力强,缺点是燃点低、抗烟雾性差,废弃时难以处理且不环保;对水基珩磨液来说,优点是安全性、环保性好,抗烟雾性好,冷却性好,可进行处理以适应环保要求,缺点是渗透性、润滑性差。近年来,欧洲一些国家越来越流行使用水基珩磨液替代珩磨油以适应日益严格的环保要求。
总体来说,每个具体的珩磨加工参数的确定是需要根据实际的工艺参数和工件的测量结果来设定。
缸孔平台评价参数及评定方法
珩磨加工结束后的缸孔除了尺寸公差、圆度、圆柱度、垂直度和位置度要求外,表面粗糙度、平台结构、网纹角和沟槽形态等均需要得到正确的测量和分析。一般来说,缸孔的尺寸、形位公差可以分别用摇杆表或电感量仪、CMM测量机和圆度仪完成测量,表面粗糙度、平台结构、网纹角和沟槽形态则需要用粗糙度仪、光栅电子显微镜和贴片以及切片分析等测量仪器或方法来完成。
上述评价内容中,表面粗糙度是非常重要的项目,对于缸孔平台参数一般按照ISO 13565(DIN 4776)标准规定的5项粗糙度指标来评价,分别为Rk、Rpk、Rvk、Mr1和Mr2,如图4所示的Abbott曲线。其中,Rk代表中心峰谷高度,也是平顶珩磨的核心粗糙度参数,一般控制在0.5~1.0μm之间;Rpk代表减小的波峰高,是活塞环工作时初期磨损的高度,越小越好,一般控制Rpk在0~0.5mm之间;Rvk代表减小的波谷深,在正常磨损范围内,能够保持良好的润滑的沟槽部分的最大深度,过大容易出现烧机油现象并且活塞漏气量大,过小润滑不充分,加剧活塞环磨损,一般控制Rvk在1.2mm左右;Mr1代表在中心轮廓以上的轮廓支撑长度率,一般控制在2%~8%之间;Mr2代表在中心轮廓以下的轮廓支撑长度率,一般控制在70%~85%之间。
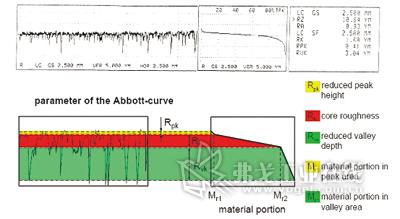
图4 Abbott曲线
此外,通过上述参数可以计算出缸筒内表面的储油量、磨合余量和运转余量,可以对发动机的磨合期、大修里程和机油消耗量等进行理论计算。
Vr表示单位表面的储油体积,计算公式为:
Vr=(1-Mr2)×Rvk / 20 2
Vsr表示单位表面磨合余量的体积,计算公式为:
Vsr=Mr1×Rpk/20
Vsf表示单位表面运转余量的体积,计算公式为:
Vsf=Rk/20
下面介绍一种测量缸孔珩磨夹角、表面结构、沟槽形态、平台结构、砂条的切削特性、微卷边及砂眼等特性的贴片测量方法,如图5所示。
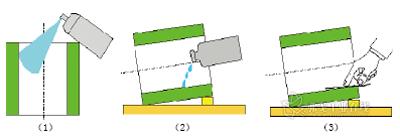
图5 贴片测量方法
先对被测试的表面进行清洗,然后对其喷射特殊清洁剂(1),以去除污物及残余珩磨油(不要用抹布擦洗);将工件略微倾斜,用几滴醋酸均匀湿润被测试表面(2);在润湿的表面上铺上24mm×100mm 大小的贴膜,并用干净的手指进行轻微的按压和摩擦(3);3~5min后揭下贴膜,测试表面的细小污物也将全部被贴膜粘起;然后再重复这个贴膜过程(注意:醋酸绝对不能直接滴在贴膜反面),这一次在3~5min后揭下,并立即放入显微镜的两个玻璃夹片中卡紧,这样就可以在放大100倍显微镜下观察测试表面的结构,如图6所示。
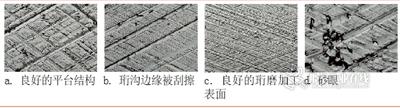
图6 放大100倍测试表面结构
结语
不同产品的发动机机油消耗量目标值不一样,缸孔的平台参数和珩磨加工参数也不一样。它需要通过机油消耗、尾气排放、活塞漏气量以及活塞环机械磨损评估等一系列试验验证和实际加工摸索才能制定出来,同时还要经过路试和最终用户的考验。我们将在以后的产品研制和生产制造过程中,始终致力于改善发动机机油消耗、减少有害物质排放和延长发动机大修里程,对所有系列的发动机产品缸孔珩磨工艺进行摸索、积累和持续改进,从而制定适用于自己产品的珩磨工艺标准。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖