CBN刀具在汽车变速器制造中的应用
CBN是立方氮化硼英文名称(Cubic Boron Nitride)的缩写,它是硬度仅次于金刚石的一种人工合成的无机晶体材料,广泛地用于机械加工领域。各工业发达国家都把CBN作为达到高效率、节约能源、超精密和操作自动化加工等目的的重要材料加以发展。
专家研究表明(如图1所示):当温度达到700℃左右时,金刚石的硬度会有较明显的下降趋势,而CBN材料仍能保持相当的硬度。这说明CBN 的热稳定性(红硬性)明显优于金刚石。由于铁系金属高温时对碳元素有着很强的亲和作用,因此,由纯碳元素组成的金刚石不宜用作加工铁系金属的刀具材料。而CBN由硼、氮两种元素组成,高温时不容易和铁系金属发生化学反应,CBN刀具的出现使得对淬火钢的切削成为了可能。

图1 温度-硬度变化表
我公司从1996年开始批量生产重型汽车变速器,涉及的部分典型零件经过渗碳淬火,表面硬度为HRC58~63。为了达到零件的设计要求,迫切需要应用CBN刀具来解决传统工艺方法中遇到的加工难题。
在工作实践中,我公司对CBN刀具的应用主要体现在两方面:一是采用PCBN刀具车削淬硬钢实现“以车代磨”工艺;二是采用自制CBN磨轮实现CBN成形磨削的工业应用。
应用PCBN刀具实现“以车代磨”
PCBN是聚晶立方氮化硼英文名称(Polycrystalline CubicBoron Nitride)的缩写。由PCBN刀具坯料经过切割、焊接和刃磨制成的PCBN刀具具有良好的切削性能,主要表现在以下几个方面:
1. 高硬度和耐磨性
CBN的硬度仅次于金刚石,对于可切削黑色金属的刀具材料来说,PCBN刀具的硬度最高。PCBN刀具的耐磨性可以达到涂层刀具和陶瓷刀具的5~10倍,因此,使用PCBN刀具能够明显减少生产加工中的换刀次数,提高被加工工件的精度与互换性,缩短产品生产周期。
2. 良好的导热性和热稳定性
PCBN刀具在800℃时的硬度仍高于硬质合金刀具和陶瓷刀具的常温硬度,在1200℃时仍能保持较高的硬度,而且随着温度的升高,其导热系数也随之升高。因此,PCBN刀具能够很好地满足硬态切削、高速切削和干切削时的恶劣加工条件对刀具材料的要求。
3. 高的化学稳定性
由于CBN的化学惰性特别大,在1200~1300℃时也不会与Fe、Ni、Co等元素发生化学反应,所以PCBN刀具在切削加工时的化学磨损相对于其它刀具材料较小,可用于加工各种材料的工件。
4. 较低的摩擦系数
CBN与不同材料间的摩擦系数为0.1~0.3,而且随着切削速度的提高,PCBN的摩擦系数呈减小趋势,从而使切削力减小,减少切削时的刀屑粘结现象,有利于提高加工精度以及表面质量。
我公司重型汽车变速器中的二轴部件因功能、结构的需要,二轴的多档花键沉割槽、各挡圈槽侧面轴向尺寸精度高,公差范围为±0.03~±0.10mm,且均有较苛刻的端面跳动和表面粗糙度要求。零件采用20CrMnTiHA3材料,渗碳淬火,表面硬度为HRC58~63。由于材料稳定性、热处理技术水平等方面原因,零件在热后往往有较大的变形量。为了达到设计要求,传统工艺方法往往通过磨削来实现零件热后的精加工工序。该轴形状较复杂,普通磨削设备难以满足加工要求,必须引进专用磨床。但此类设备在国内外较少生产,而且价格高昂,适用性方面也不理想。
经技术资料检索、设备调研和经济技术分析,我们认为硬切削工艺的综合经济指标优于磨削工艺。于是,最终决定采用PCBN刀具硬切削(如图2所示),实现“以车代磨”。

图2 PCBN刀具硬切削
由于硬切削要求加工机床的刚性好、基础稳定、工作轴运动精度高,我们选用了长城机床厂的CK7820数控车床。
硬切削的切削力较大,切削温度较高,为保证加工精度、表面质量及刀具寿命,通过多次切削试验,我们选择了合适的PCBN刀具和冷却润滑液,确定了合适的切削参数,积累了实用的加工经验。
“以车代磨”工艺在我公司重型汽车变速器批量生产中的应用,解决了传统工艺难以实现的加工难题,生产效益显著。另外,“以车代磨”工艺产生的切屑可回收处理,不象传统磨削工艺产生的特殊垃圾那么难以处理。因此,新工艺的应用对保护环境也是十分有利的。
CBN成形磨削的工业应用
CBN砂轮可以高效高质量地高速磨削金属工件,在德国乃至欧洲的磨床上已得到了广泛的应用。应用CBN砂轮的磨削速度已接近于声速,从而大大提高了生产效率。由于CBN砂轮的损耗非常小,其成型磨削的精度极易保证。但是,CBN砂轮的制作技术却制约着高速磨削技术的发展。因此,如何高精度地制作CBN砂轮成为了高速磨削技术的关键。
我公司近年来引进的HOFFLER HELIX 400、Gleason 245TWG Threaded Wheel Grinder等高端数控磨床均能很好地实现CBN砂轮成形磨削工艺,但由于综合成本高昂,同类设备的总体数量又不多,难以形成经济的规模加工能力。
我公司自1996年开始批量生产重型汽车变速器时,其中的中间轴由于结构限制,一端齿宽125mm的直齿无法使用普通磨齿设备磨削。为此,我们分析了该零件的精度要求和现有设备的可用性,提出了一种比较经济的CBN砂轮成形磨削工艺(如图3、4所示)。首先,我们利用公司内部现有的高精度CNC车床、CNC磨床,突破了CBN砂轮基体的加工难题。然后,工艺部门的工程师通过技术文献检索和技术试验,较好地掌握了CBN镀覆技术(TheElectroplating Process)。此外,CBN砂轮的重镀与翻新技术(TheReplating and Refurbishment)在保持砂轮重复使用精度的条件下,也保证了砂轮基体的高利用率,降低了刀具制造成本。第三,我们通过改造M8612A花键轴磨床作为专用磨床,节省了高昂的设备投资。第四,通过工艺实验,选用适当的矿物油作为冷却润滑液,并确定了合适的切削参数。
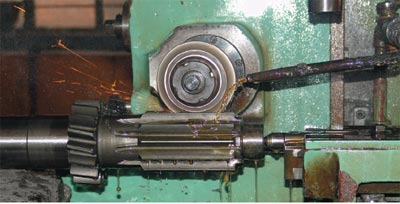
图3 CBN砂轮成形磨削

图4 CBN砂轮及主轴
通过上述工作,我们实现了满足产品零件精度要求的CBN成形磨削的工业应用。在设备投资、CBN磨轮制造成本和刀具使用寿命等方面,我们现有的工艺均具有较好的经济性。
结论
PCBN刀具应用目前是相当普遍的,CBN成形磨削由于设备、刀具的经济性,普及面尚不广泛。我公司的CBN成形磨削虽然是因陋就简的“土办法”,却具有较好的经济性。国外进口CBN磨轮、CNC设备的优越性当然是无法回避的,所以笔者在文中的叙述更多地强调了“满足产品零件精度要求”的“实用型”工业应用。
尽管我们在实践中取得了进步,但实际生产中仍然存在着许多不足,主要表现在以下四个方面:
1. 合理使用PCBN刀具,准确判断PCBN刀具的耐用度是关键。
有关文献要求在PCBN刀具后刀面磨损标准达0.3~0.5mm(精车时取小值)时,进行定期重磨为好。但是重磨需要一定的设备和技巧,最好是能引进多功能工具磨床。由于条件所限,我公司目前仍在普通工具磨床上进行刃磨,就设备、人员技术素质而言,难以保证刀具的重磨质量。
2. PCBN刀具焊接技术仍需提高。目前仍有10%~30%的刀具损坏是由焊接质量不好所引起的。
3. CBN磨轮使用寿命仍有待于提高。其中,CBN镀覆技术的切实提高是关键。
4. CBN磨轮基体的制造精度仍不能令人十分满意。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖