大客车涂装设备的创新设计
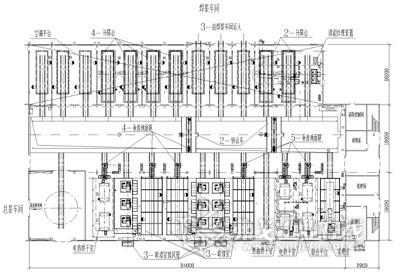
图1 工艺设备布置
在老厂房内进行大客车涂装设备的安装和技术改造,在设计中突破常规理念限制,大胆采用新技术和新结构。通过对设备结构的特殊处理,达到在不破坏老厂房结构的前提下,确保涂装设备的使用性能,节省了设备投资、满足了环保、节能要求。
工厂建设常常利用老厂房,这样既可节省一笔厂房建设的投资,又可以缩短建设周期,提前获得效益,但也往往会碰到很多困难。因此,如何解决好设计方案,满足设备功能要求,是摆在设计者面前的一个重要课题。本文介绍的就是利用一个原有机修车间厂房,在设计过程中通过破解一系列技术难题,通过技术创新,将其建设成功能完备、运行效果良好的大客车涂装车间的实例。
设计条件
1.厂房条件
老厂房结构为钢筋混凝土立柱、混凝土折线型屋架结构。柱顶标高为10.5m,厂房长度84m,宽度52m,由一个18m边跨、18m中跨及一个16m边跨组成。柱距为6m,长度方向贴建有8.9m的生活间。
2.产品及生产纲领
生产产品:系列大客车车身(带底盘及发动机)。通过工件最大外形尺寸: 12m×2.5m×3.6m(长×宽×高),通过工件最大质量为11000kg。生产纲领为800台/年。工作制度采用一班工作制,设备年时基数为1950h。生产性质为间歇式批量生产。
工艺及设备布置方式
1.三涂层涂装工艺
车身采用三涂层涂装工艺,即底漆、中涂及面漆。采用80~120℃烘烤涂装工艺,烘干室能源为电。
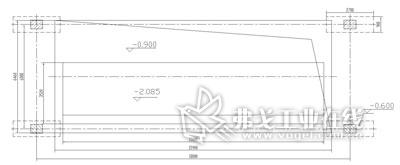
图2 安装钢制水槽的基础坑尺寸
2.主要功能
涂装车间设备的主要功能是完成包括车身总成的漆前预清理、外表面喷涂底漆、中涂漆、面漆和彩漆等工作。
3.工件的输送
从焊装车间到涂装车间设有3个进件工位,手工转运,从涂装车间到总装车间采用机械转盘,与总装车间地面链连接,自动转运。在车间内部采用转运车,转运车上带有垂直地面链。转运车到喷漆室和烘干室的转运采用垂直地面链自动转运,到其他工位均为手工转运。
4.设备布置方式
根据老厂房特点,设备采用抽屉式布置方式。厂房中间18m中跨为运输通道,设置2台转运车,可向两侧接送工件。16m边跨与焊装车间相连接,作为车身进入涂装车间通道及布置打磨等辅助工位,18m边跨用于安装涂装车间的主要设备,如喷漆室、烘干室及涂胶室等。连接涂装车间到总装车间的机动转盘也在该跨内。另外在16m边跨上新建一个平台,用于安装设备空调及车间空调等设备。工艺设备布置如图1所示。
创建新的设计理念
涂装设备的特点,首先是地下土建结构复杂、庞大和埋地深,其次是空中管道种类多、尺寸大,需要在墙面及屋面上开洞。常规设计是设备设计在前,地下基础及屋面开洞等设计在后。由于老厂房地下部分立柱基础大,屋面不允许开洞,满足不了设备安装要求。为此设备设计必须创新,以适应原厂房要求。
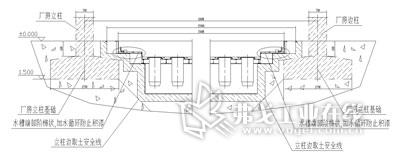
图3 增加一个供水管和溢流堰
1.改进喷漆室的部分结构,适应老厂房基础条件
喷漆室为水旋式,主要由动力水槽、工作间、动静压室及送排风系统组成。设计遇到了3个重大问题。
(1)动力水槽与厂房立柱柱基干涉。喷漆室动力水槽分两部分,一部分是操作间下部的钢制水槽,另一部分是钢制水槽下的混凝土基础。钢制水槽内设置有动力管,过喷漆雾在动力管出口被水捕捉,空气经净化后排放。常规设计的大客车喷漆室动力水槽内设置动力管的数量为15个,间距为1000mm。从图2可以看出,用于安装钢制水槽的基础坑尺寸应为15900mm×6460mm,深度为900mm,混凝土基础深度达到2085mm,而厂房立柱基础平面到地面之间最小深度仅有600mm。上部钢制水槽放不下去,下部混凝土基础也无法施工。
为了保证功能,水槽的组成结构要素不能改变。经过充分论证,在确保水槽基本功能尺寸不变的前提下,适当改变局部结构,躲开厂房立柱基础。钢制水槽的上部尺寸保持不变,将两端底面设计成阶梯形,下部混凝土基础的长度缩短到确保立柱安全的尺寸范围内。在对水槽端部结构进行改造后,槽体下部基础由常规设计的15m变成了13.28m,保持动力管的数量不变,将其间距缩短到900mm,这样,通过水旋筒的风量及水量没有发生变化,确保了漆雾净化效果。
新结构钢制水槽的端部阶梯,其高度高于水旋筒上平面,在喷漆室作业时会积漆。因此,在喷漆室供水管路设计中,水槽端部阶梯上面增加了一个供水管和溢流堰(见图3),使阶梯表面产生流动水膜,解决了水槽阶梯表面积漆问题。设备经过调试和运行,各项指标均符合要求。
(2)喷漆室空调送风管与厂房柱间支撑杆干涉。该车间空调平台设在喷漆室对面,空调风从喷漆室端部送入。有一台喷漆室的端部风口高度与厂房柱间支撑有交叉,送风管抬高后才能穿过支撑,送风管的高度比喷漆室风口高,由于水平距离短,无法将送风管再降下来。因此在喷漆室端部将动压室局部抬高,设计一个送风风箱,使空调风顺利进入动压室(见图4),并对其结构进行处理,保证了动压室及送风箱的强度与刚性。
(3)排风管路的设计问题。每台喷漆室有3个排风机,排风管径为1250mm,3台喷漆室共9个排风管,厂房屋面板为预制板,不允许开洞,排风管数量多、尺寸大,从天窗侧面出风比较困难。设计上,先将每台喷漆室的3个排风管,在风机出口处合并成一个矩形风管,从厂房墙面穿出后,再向上转弯,高于屋面排放。合并的风管上设有一段隔板,避免各台风机在工作时互相干扰,确保了排风效果。
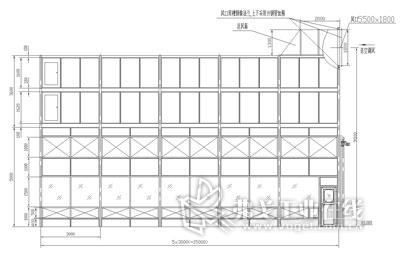
图4 送风风箱使空调风顺利进入动压室
2.烘干室的创新设计
烘干室为单工位室式,要求的烘干温度为80~120℃,加热形式为热风循环,能源为电,一端设置电动对开门,间歇式操作,废气要求焚烧处理。
在烘干室的设计中,重点解决了3个问题。
(1)废气处理方式及余热利用问题。常规设计,3台烘干室应该各设1台废气焚烧炉,每台烘干室将会采用电及轻柴油两种能源,电用于烘干室加热,柴油用于焚烧烘干室废气。需配置3台废气焚烧炉、3个供油箱,设备供热系统复杂、占地面积大。不但一次投资大,还会造成设备运行的管理工作量大,设备故障点多,维修工作量大。
为了解决这个问题,我们简化了设备结构及供热系统,将3台烘干室的废气集中到一起进行焚烧处理,并作为其中1台烘干室的热源,配置了1台废气焚烧炉和两台烟气换热装置,将两台邻近的烘干室平台设计成联合平台,废气焚烧炉安装在平台中间部位,供热管路短,余热利用效率高,节能效果好。
(2)排烟温度高,余热未充分利用。由于废气焚烧炉废气处理量是固定的,烟气所含的热量也是固定的,而烘干室的耗热量却不是固定的。烘干室是间歇工作,每个工作周期分升温时间和保温时间,在升温时间内的耗热量大,保温时间内热耗量较小。当烘干室处于保温状态时,热耗量小,排出的烟气温度较高,还应作进一步的回收。因此,在相邻电热源烘干室内下部两侧及端头设计了一圈钢板烟道,烟气经此烟道排出厂房,空炉时,该烘干室内部温度可达到60℃,在运行时可降低电功率的消耗量约为100kW/h。
烘干室经优化创新设计后,能源利用的结果是:1台烘干室热源为柴油,两台烘干室的热源为电。将复杂的多能源烘干室变成了单一能源烘干室,设备结构简单、运行平稳、便于操作且维修量小,节约一次性投资近40万元。烘干室内烟道的设置,使废气焚烧后的烟气得到两次回收,在降低了烟气排放温度的同时,每年可节约电能近20万kW。
(3)排风管的设计问题。3台烘干室共有4个排气管路,其中一个是废气焚烧后的排烟管路,直径为600mm;3个是烘干室门洞顶部的排气罩管路,直径为300mm。烟气管路加保温及外护板后的重量约为80kg/m,经过核算,原厂房梁允许吊挂,最终风管从屋面天窗侧面穿出,解决了屋面不允许开洞的问题。
结语
项目投产后,设备工作稳定、运行效果良好,受到用户好评。本设计对喷漆室水槽做了成功改造,将多台烘干室废气集中处理,作为烘干室独立热源,是对非标设备传统设计的一个突破,为以后的设计积累了经验。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖