先进适用的曲轴柔性生产线

发动机的轻量化、简单化给曲轴制造技术和加工工艺提出了新的要求,精度高、刚性低让曲轴的高速高效加工充满了挑战。采用合理的制造工艺,建立高效率、高柔性和高质量的生产线,先进的曲轴加工技术及制造装备迅速进入汽车制造业。
曲轴作为发动机的心脏,它将活塞的上下往复运动转化为旋转运动,输出动力,需要承受巨大的弯曲和扭转载荷。另一方面,由于发动机整机的轻量化发展,曲轴轴颈在满足强度和疲劳寿命的前提下要尽量缩小,这又降低了工件刚度,加大了加工难度。精度高、刚性低不仅让曲轴的加工充满了挑战,也是曲轴高速、高效加工所必须解决的关键,这就使先进的加工技术及制造装备迅速进入汽车制造业。
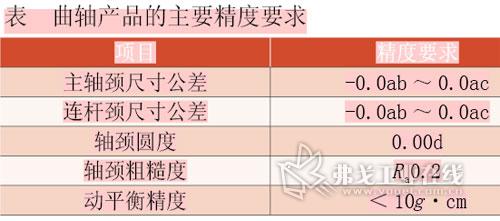
在此,我们以长城汽车1.0L、1.3L和1.5L汽油机柔性曲轴生产线为例,介绍一下高质量、高效率、高柔性的曲轴生产线中的先进加工技术及装备。曲轴材质为球墨铸铁,牌号为QT7﹡﹡-2,产品主要精度如表所示。
高柔性的粗加工线
曲轴的粗加工由6台设备及1组机械手组成的柔性加工自动线完成,可满足不同旋转半径和不同长度同系列、多品种的曲轴共线生产。
1. 高精度的主轴颈车削
主轴颈(见图1)加工的传统工艺采用多刀车床,工艺步骤是“车削-校直-再磨削”,为保证磨削精度,通常还要进行粗磨。这种工艺加工出的曲轴变形大,校直后容易产生微裂;而且失效后,曲轴轴颈变形又会弹性恢复。

图1 主轴颈和沉割槽
考虑到传统加工工艺的弊端,为有效减少曲轴加工中的变形(弯曲变形和扭转变形),我们在主轴颈的加工中选用了数控车床,分粗、精两次车削,同时车出沉割槽;选择合适的刀具,最大限度地减少径向切削力;采用液压可调式中心架,实现有效支撑,平衡径向切削力。上述措施取得了令人满意的效果,长度438mm的四缸曲轴主轴颈径向跳动仅为0.05mm,圆度误差0.03mm,粗糙度为Ra1.6,精车后不用粗磨,直接进行精磨即可。
2. 连杆颈(见图2)的加工
综合分析,对内铣、车-车拉和高速外铣进行比较后,我们选择高速外铣工艺,采用德国Boehringer公司的高速柔性数控铣床,应用工件回转和铣刀盘进给伺服联动控制技术,一次装夹不改变曲轴回转中心,随动跟踪铣削曲轴的连杆轴颈,工件两端同步驱动,双刀盘干式切削。
图2 四个连杆径
高速外铣加工原理如图3所示。工件慢速回转实现圆周进给,圆盘外铣刀高速完成径向切削。工件慢速转动,减少了工件不平衡重量的动态干扰,使圆周进给均匀稳定,切削力平衡,减小了工件的加工变形。刀盘高速切削,切削速度可达180m/min,每齿切削的金属很薄,刀刃承受的切削力和冲击力小,减少了工件变形和切削后的残余应力,可以获得较好的加工精度和表面质量,外铣后可直接精磨;铣刀盘直径为700mm,由72个刀片组成,足够多的刀片使每个刀齿仅参与短暂的切削,减小了刀齿的热负荷,延长了刀具的使用寿命;采用专用刀盘,将轴肩、开档及沉割槽同时加工出来,省去了二次装夹时间,省去了加工沉割槽的设备。
高速随动外铣加工后,连杆轴颈尺寸变动量为±0.05mm,曲拐半径变动量为±0.05mm;四个连杆轴颈的对称度达到0.3mm;连杆颈和连杆颈的全部沉割槽加工工时为1.3min。
高速随动外铣工艺的特点是生产效率高,可以获得较高的精度和表面质量;采用了CNC控制系统,机床具有较大的柔性;只需对刀具、夹具和程序略做调整便可满足不同回转半径、不同长度的各种曲轴连杆轴径的加工。
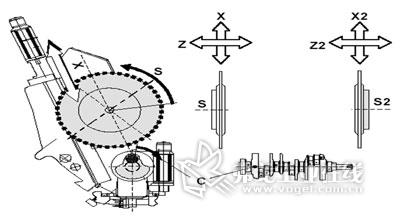
图3 高速外铣的加工原理
3. 圆角滚压
既不增加毛坯成本,又要提高曲轴的疲劳强度,让圆角滚压成为球铁曲轴加工的不二选择。Hegenscheidt公司的圆角滚压设备又以其技术先进、工艺成熟成为行业的首选。
主轴轴颈和连杆轴颈的圆角滚压采用变压力滚压、校正技术,即:通过控制滚压力的大小来控制曲轴圆角部位的压应力及曲轴的变形量,以达到提高曲轴疲劳强度的目的。滚压圆角的同时,测量曲轴主轴颈的变形量,根据变形量的大小和变形高低点的位置,同步调整滚压力的大小,既滚压又校直。这样既提高了曲轴的疲劳强度又控制了圆角滚压变形。经检测,滚压后曲轴变形不超过0.12mm。
合适的曲轴转速、恰当的滚压圈数及适宜的滚压力是曲轴圆角滚压必须认真优化的三项参数,它直接影响着曲轴滚压后的疲劳强度和曲轴的滚压变形量。滚压强化后的曲轴,经试验测得疲劳强度满足要求。
曲轴经圆角滚压后,主轴颈和连杆轴颈的开档尺寸将会有一定量的伸长,其数值由于材料不同各异,应根据实际测量数据对上序的开档尺寸做相应的调整,以补偿滚压后的伸长量。

图4 九轴颈一次磨削
高精度的精加工生产线
1. 决定曲轴精度的主轴颈及连杆轴颈的磨削
曲轴主轴颈及连杆轴颈的磨削采用德国勇克公司的双B轴4砂轮高效随动磨床,加工内容包括5个主轴颈的磨削和4个连杆径的随动磨削,一次装夹完成,如图4所示。
机床的砂轮自动平衡装置使砂轮始终处于平衡状态,旋转平稳,磨削平稳,实现了无振动磨削。金刚石滚轮自动修整砂轮,使砂轮始终处于锋利的最佳磨削状态,可靠地保证了磨削效率和磨削质量。中心架的自动跟踪,实现了最佳支撑,有效地平衡了切削力,减少了磨削变形。在线测量、自动补偿则保证了磨削尺寸的准确和稳定性。主轴颈、连杆径的磨削确保了曲轴精度(尺寸精度,形状、位置精度和表面粗糙度),勇克磨床的随动磨削实现了曲轴磨削质量与效率的完美结合。
由于采用CBN砂轮,实际生产中应十分注意CBN磨料与切削液在高温下所产生的化学反应对磨料的破坏,因此,正确地选用切削液的种类和冷却液的工艺参数(流量、压力等)可以保证CBN砂轮的切削寿命。

图5 止推面(左)和法兰面(右)
2. 曲轴法兰、止推面及小端的磨削
相对于主轴颈、连杆径的磨削,曲轴法兰、止推面(见图5)及小端(见图6)的磨削精度要求较低,难度相对也小。在此,无论磨削精度、磨削效率、机床寿命与可靠性,国产磨床都能胜任,且价格远远低于进口设备,因此,我们毫不犹豫地选择了国产磨床。
为保证止推面与各开档面的轴向尺寸,我们在曲轴止推面磨削中采用在线测量,进行自动补偿和自动修整砂轮,确保两止推面尺寸的稳定。法兰侧面、外圆及小头端轴颈的磨削采用斜切式高精度CBN成型砂轮磨床,进行自动测量和自动补偿。
3. 曲轴动平衡
作为发动机的心脏,曲轴必须有高的动平衡精度。我们采用德国Schenck公司的全自动平衡机进行不平衡量检测和钻孔去重。测量工位采用软支撑结构,不平衡量的分解采用极坐标优化方式(不平衡量位置及数量均显示在显示器上),单钻头去重。为消除由于平衡块外径大小变化的误差,钻削主轴与进给单元之间安装有力传感元件。此外,设备备有标准样件,可随时对设备进行校正,使之处于可控状态。
4. 上下料方式
由于曲轴为异型轴类零件,为保证曲轴的轴向定位,曲轴全线采用机械手自动上下料,不但节省了人力,而且通过机械手识别曲轴曲拐半径的不同,是行之有效的防错措施。

图6 小端轴颈
实时监控将质量控制在过程中
曲轴生产线贯彻了“产品质量是制造出来的”思想,将质量控制贯穿到曲轴制造的全过程,实行了全员全过程的质量控制。
1. 加工过程中,设备自动检测、修正和补偿
曲轴加工过程中所有关键工序设备都有自动检测功能,加工过程中自动检测修正补偿,确保质量合格。
2. 生产过程中实时监测,按频次检验
各工序均配备了必要的专用检具和通用量具,对各工序的工件按抽检频次进行抽检,如油孔的检测:该项目要检测油孔轴线到基准的距离和油孔轴线的角度,需要一组与油孔相匹配的芯轴(一般每0.02mm分一组),保证芯轴与油孔无间隙配合,以及必要的伸出长度,以便将油孔中心线引出来;采用三坐标测量机在芯轴上采点,建立各孔轴线的坐标系,计算出油孔的位置。
3. SPC工作站统计、分析掌握趋势,防患于未然
全线设3个SPC工作站对加工数据进行统计、分析,掌握产品精度变化趋势,及时控制,做到防患于未然。
4. 最终检测确保下线产品100%合格
曲轴生产线的最后配备了综合测量机,对曲轴的全部轴颈的尺寸公差、形位公差进行100%的测量。根据测量结果,再对合格件的主轴颈、连杆轴颈进行分组打标,并对相关信息进行存储,便于追溯。
5. 滚压轴颈圆角的测量及试验
为提高曲轴的疲劳强度,一般对曲轴主轴颈和连杆颈圆角进行滚压。为了检测滚压加工的效果,必须检测滚压区域的圆角半径和角度。为此,我们采用轮廓仪和粗糙度仪进行测量。当滚压参数(滚压力、滚压圈数和主轴转速)改变或曲轴材质改变时均应做疲劳试验。
6. 由于该曲轴生产线适用于多品种系列产品的共线生产,因此,对不同品种的防错十分必要,可通过机械手上料识别冲程的变化识别工件。
结语
如何不断提高生产效率、降低制造成本,以具有竞争力的价格向客户提供高质量的产品,是众多汽车制造企业关注的焦点。
随着高效加工技术与制造设备在汽车制造业中的迅速推广应用,曲轴制造技术及生产效率得到了很大的提高。一年多的实际生产验证,长城汽车1.0L、1.3L和1.5L汽油机柔性曲轴生产线,无论单台设备还是整条生产线,加工效率(节拍)、产品质量都达到了预定的高效率、高柔性和高可靠性的要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖