采用前沿科技和虚拟调试技术的曲轴和驱动轴批量生产
在传统汽车企业和汽车市场向全新驱动系统的转型完成之前,对内燃机的需求还会持续数年。在过去很长一段时间里,我们已经感受到了生产企业未明的发展策略、工艺技术甚至政策法规方面的不确定性给汽车制造商带来的影响。除了尾气净化技术及合成燃料(也称为e-fuel)的快速发展,发动机新功能的开发也已经提上了日程。在驱动技术完全被替代前,曲轴制造关注的焦点仍然是生产效率、质量保证、成本优化和前沿技术。
内燃机在未来若干年内仍是不可取代的,并且作为独立的驱动系统,它还会作为机动车混合动力驱动的组成部分继续得到发展。然而内燃机逐渐淡出历史舞台的趋势无法改变,未知可变的是时间表和各个替代驱动系统的产量(图1)。
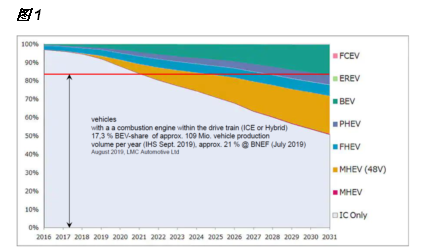
燃料发动机在汽车总量中的比例预测(内燃机和混合动力,数据来源:MarkLines/LMC Automotive 2019年8月期)
生产规划初期,投资方通常会最大化考虑产品设计及工厂产能的柔性。在规划不明确的阶段,新工厂建设及采购会被推迟(工厂示例 图2),而在对单个工艺步骤优化有资金支持的前提下,对现有设备进行改造的需求会大幅上升。
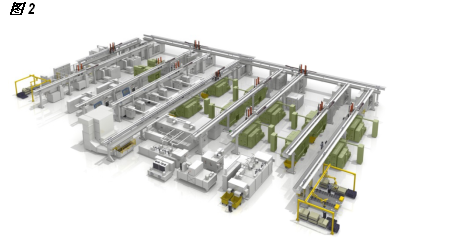
BOEHRINGER规划、建造的交钥匙4缸发动机曲轴生产工厂项目“鱼骨式”布局图
柏林格尔(BOEHRINGER)公司为以下各种需求提供了兼容的解决方案和应用:全新生产线采购、现有工厂扩产或改造以及现有系统的升级改造。
柏林格尔(BOEHRINGER)公司全新的 VDF 221/226系列机床可以轻松整合到任何生产线和自动化系统内。所有曲轴加工和轴类零件的规格要求都可以通过较小的占地面积、高性能部件、高加工精度、低能耗以及高柔性得以实现。全新系列轴类加工机床采用了柏林格尔(BOEHRINGER)轴类零件加工用车床、端面加工机床以及曲轴专机统一的模块化配置系统,并在此基础上设计研发而成(图3)。采用矿物质材料(聚合混凝土)斜床身,全部导轨和滑台驱动均安排在同一平面上。该结构使机床稳定性和阻尼达到最大,将温度的影响降到最低,其紧凑的结构也减少了不必要的支架,降低了加工时的振动。现代化汽车的发动机体积越来越小,性能却越来越高,动力的平顺性愈发令人满意。对于乘用车的曲轴来讲,这意味着更小的轴承带来的更低的摩擦力、更小的质量和更高的材料稳定性。众所周知,在加工过程中,体积小的工件稳定性差,对切削性能的要求会更高。导轨、滑台驱动和模块化系统都是为在铣削单元更高的驱动力下实现上述规格要求而设计的。

曲轴和凸轮轴加工车床及专机的模块化部件
轴类零件单机生产的机床设计(最大轴径290mm,VDF 221工件长度550mm,VDF 226工件长度750mm)
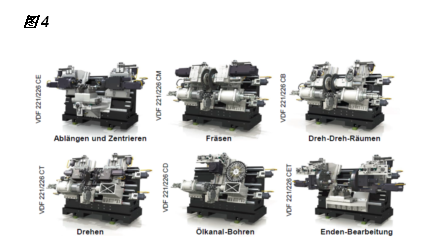
旁轴拐颈车铣工艺可以经由两种方式实现:内铣(刀环内圈安装切削刀片)及外铣(刀盘外圈安装切削刀片)。工艺的选择可以通过分析简单描述为:外铣适用于小型轴类,而内铣适用于大型轴类。两者之间会有一个即使是工艺专家也仍需要争论的灰色区域(图5)。除静止工件的加工(旋风铣)外,为了完全满足市场需求,BOEHRINGER VDF 221/226 CIM(图6)系列机床进一步扩大了工件加工的范围。传统上讲,内铣一般用于粗加工。
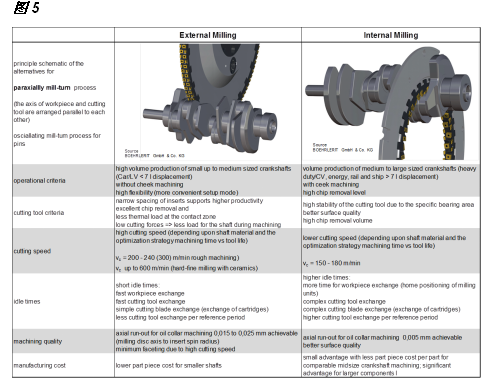
轴向平行进给的内铣和摆动式径向进给的外铣的加工方式比较(加工固定工件的旋风铣未包括在内)
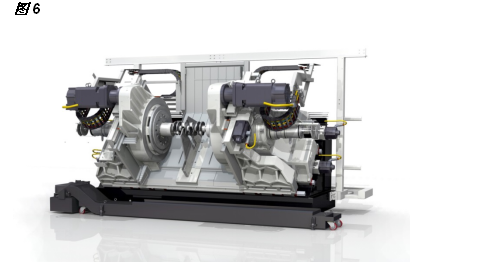
BOEHRINGER VDF 221 CIM车/铣机床以轴向平行加工主轴颈、连杆颈及径向摆动进给的内铣单元加工两端面 – 创新的龙门式设计

加工轴类零件的BOEHRINGER VDF 221 CET精加工机床,带有8主轴的动力刀塔
通过对曲轴轴颈位置进行内铣硬铣精加工的技术革新,取代成本高昂的淬火后粗加工设备的替代解决方案得以实现,从而显著降低采购成本。BOEHRINGER VDF 221 CIM加工中心采用创新的隧道式设计,以内铣的方式加工曲轴连杆颈、主轴颈和开档。机床的高刚性设计可以实现满负荷无振动重切削加工。VDF 221 CM外铣机床成功应用了硬精铣技术,可以实现轴类零件淬火后的精加工。该技术的几大优势在于:
-机床设备采购成本低(相比磨削设备减少25%)
-可采用干式加工,因此无需对磨削介质(油或乳化液)的维护和废物排放
-节能环保
-零部件成本效率更好
作为硬精铣内铣技术的发展合作伙伴,Ingersoll(刀具)在技术优化方面给了我们很大支持。取得成功的全新VDF 221 CIM内铣机床,在复杂工件的重切削/精密加工方面有以下技术亮点:
-铣削单元装在带中心头架的龙门滑块上,与竞品相比可以实现最大的系统刚性
-主轴头配有温度控制功能,秉成VDF BOEHRINGER设计传统,配备大尺寸轴承
-强力铣削驱动,带有可循环油润滑和温度控制
-针对工作区域的温度补偿
-系统支持NC编程
-两侧机床护罩均可大幅打开,所有机床部件轻松可及
-可针对特定的加工工艺调整切削力
最新的数控端面加工机床BOEHRINGER VDF 221/226 CET是曲轴和轴类加工工艺专家为进一步提高生产效率、优化加工工艺而持续不懈努力的成果。这台全新6轴加工中心的核心部件是两套各带8个刀位的皇冠刀塔,在固定工件(牢固夹紧)两端作为3轴加工单元工作。另外,特殊设计的主轴头和多主轴头可以装在滑台单元上用于特殊加工。上述部件的主要技术特点如下:
-最大化的刚性和加工性能,特别是在铣削加工方面。
-该设计适用微量润滑(MMS)加工或湿式加工
-可用各种刀柄(标配HSK)
-减少悬臂数量的紧凑结构及稳定的主轴
-最大转速15,000 r/min的直接驱动
-屑对屑换刀时间小于1.5秒
与其他常用的精加工单元相比,顶部刀塔的优势在于其进给单元的驱动力直接驱动刀塔,同时各主轴在加工位置拥有更高的功率(40kW)和强劲的进给力(10kN)。
加工单元由稳固的入口滑台(桁架滑台)在Z轴方向移动,其上横向滑台可以在X轴和Y轴方向实现刀塔的高度动态定位(参考屑对屑换刀时间)。基于VDF 221 CET加工中心的紧凑结构设计,可装卡工件长度达到650mm(重量可达280kg),而加长版的VDF 226 CET加工中心则可装卡长达3000mm(重达1,400kg)的轴类工件。机床可经由吊装设备人工上料,亦可通过前门附近的机器人或机床上方的桁架机械手自动上料。
VDF BOEHRINGER设备的模块化部件不仅可以确保加工质量,还可以在安装完整生产线时,通过通用零件策略的应用,降低备件和易损件的存储成本。
机床理念的突出优势如下:
-倾斜式机床床身
-所有部件均安装在倾斜床身同一水平上
-理想的机床排屑系统,尤其在干式加工和微量润滑加工模式下
-可大幅打开的机床护罩,使所有机床部件轻松可及
-带有中央电柜和流体柜,机床布局紧凑,节省空间
-高能效,绿色环保技术
-X、Y方向加工区域宽大,工件柔性高

由轴类加工机床组成的生产线系统,带有MAG工厂自动化设计生产的顶部上料机构
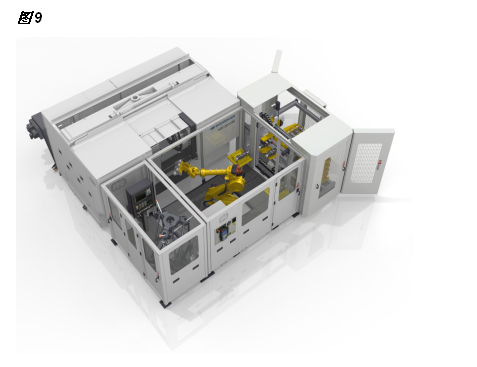
通过带有自动工件测量和托盘上料机构的“MAG Cell”实现轴类加工机床的功能扩展
所有VDF系列机床都根据人体工程学设计,可实现人工或自动上料。宽阔的加工区域满足零部件位置调整的需求,并在上料和下料甚至使用吊装设备时均可方便轻松地对工件夹紧装置进行操作。旋转式操作面板可根据操作者的需要调整方向。大多数情况下,自动上料通过上方的桁架机械手(图8)或前方的机器人完成。标准化设计的“MAG Cell”可作为生产单元连接到机床上。它的内部有一个安装在地面上的机器人,从存储架或带式上料机构上拿取工件并将加工完成的工件以同样的方式送出。“MAG Cell”可以增加诸如清洗和/或测量等扩展功能(图9)。MAG工厂自动化计划将带上料功能的单机整合成为复合交钥匙生产系统,以实现即时安装即时生产。(示例:见图2)。
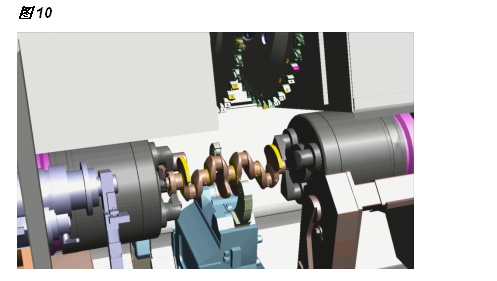
通过工具软件“NX CAM”和“Visual Components”实现轴类加工的模拟和虚拟调试
工艺流程和车间布局都会先通过先进的规划工具(图10)进行模拟和优化。所以,无论是新机床、旧机床亦或是同时包括新旧机床的生产线,都可以在报价阶段即规划出其产量和产品质量。要达到最大化的产能,物流规划和对平行(多余)工位及瓶颈区域(顺序工位)的管理必不可少。以交钥匙项目为例,切削设备、测量设备、清洗设备和装配设备可以通过自动运输系统相连接。另外,可以通过数字化模型对相应的工艺步骤进行验证,也可以通过它的变型数字化生产模型来决定工位的布置和物料流的模拟。在项目执行阶段,这些模型会进一步完善并通过虚拟调试技术确保更高的产品质量,显著缩短交货周期。通过虚拟阴影分析系统部件,在生产模型中进行虚拟调试,可以在设备全服务周期内更便捷、高效地进行改造规划。工厂数字化管理可以带来诸如操作者培训、维修培训和远程服务等更多优势。
在燃料发动机被全面取代前,高效工厂仍将继续生产相应的零部件。然而,在燃料发动机被其他替代驱动方案逐渐取代的趋势下,采用BOEHRINGER的前沿技术及虚拟调试技术为未来其他驱动技术进行虚拟规划已经成为可能。在电驱动系统驱动轴的质量要求越来越高的情况下,牢固耐用的BOEHRINGER VDF系列机床无疑是加工设备的理想选择。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论