提高切削性能的刀具涂层技术
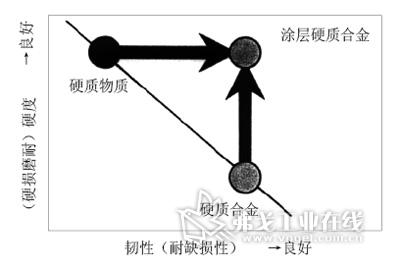
图1 涂层刀具性能的提高
由于涂层能够大幅提高刀具的切削性能,因此,涂层刀具的应用越来越广泛。根据不同的生产加工要求,选择应用不同的刀具涂层,可以大大提高切削效率,延长刀具寿命。
在硬质合金等材料表面涂敷数微米硬质物质,可使切削刀具既获得基体材料的韧性,又兼备硬质物质高硬度的特性。一般涂层刀具的前、后刀面的耐磨性主要由构成涂层物质的特性和涂层物质的厚度决定。而其耐塑性变形性能、耐缺损性(Chipping微崩)及耐破损性(Broken崩刃)主要受基体材料性能的影响。图1是二者相结合,其性能提高的示意图。
一般涂层厚度不超过刀片厚度的0.2%,如刀片厚度5 mm,涂层厚度为10 μm以内,即可使刀具的切削性能大大提高,所以涂层刀具的应用越来越广。根据不同的实际使用情况,施以不同的涂层,可以大大提高切削效率,延长刀具寿命。现在无涂层的刀具仅用于某些特定要求的生产中,如为防止切屑和涂层粘结使表面质量下降的精加工与切削非铁金属等情况,以及某些要求低成本的场合。
涂层一般分化学涂层,简称“CVD”(Chemical Vapor Diposition);物理涂层,简称“PVD“(Physical Vapor Diposition)两大类。CVD涂层的生成原理是在高温(900~1 100 ℃)炉中,送入含化合物的气体,使它在被涂物的表面产生化学反应而在其表面沉积硬质物质的方法。PVD涂层的生成原理是利用真空附着、离子镀、溅射及离子混合等物理方法,在较低温度(100~700 ℃)条件下,在被涂物体表面沉积硬质物质的方法。CVD法可涂物质有TiC、TiN、TiCN及Al2O3等;PVD法可涂物质有TiC、TiCN、TiN、AlTiN、AlTiSiN、CrN及AlCrN等。
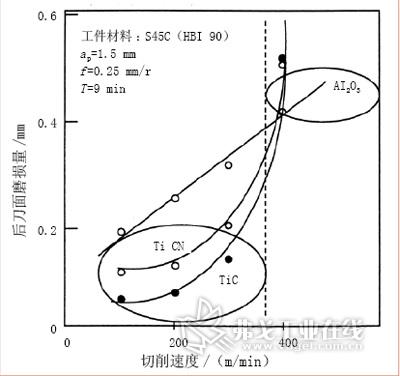
图2 切削速度与后刀面磨损
CVD与PVD涂层的特点和优势
涂层硬度高低直接影响刀片前后刀面的机械耐磨性。在切钢形成带状切屑时,前刀面的磨损较明显,这时主要是化学(氧化)作用和扩散作用引起的月牙洼磨损。代表涂层和材料表面热稳定性、化学稳定性的生成自由能值是决定前刀面涂层耐磨性的因素。生成自由能值为物质分解所需的能量,其负值越大,耐热耐化学的稳定性越好,前刀面的耐月牙洼磨性越好。Al2O3的自由能值负值大,是优秀CVD涂层中常用的物质。热导率影响涂层物质的切削热扩散能力,热导率值低,热扩散能力差,刃口温度高易软化、易损伤。塑性变形性及耐热龟裂性可用热冲击因数表示,数值大耐龟裂性能好。热冲击因数=热导率×抗拉强度/热膨胀因数×弹性模量。刀具材料的基体物质,如WC等,热冲击因数远高于涂层硬物质。故需二者结合起来,可达到最佳效果。最大切深处,由于工件表面有加工硬化层、黑皮等,硬度较高且与大气接触,切削时易氧化,因此刀具在该处易构成边界磨损(或称“氧化磨损”)、沟状磨损(Grooving wear)。这种磨损不仅发生在主切削刃切深边界,也可能发生在副切削刃与工件接触的边界处,不仅会使刀具磨损,还会影响加工表面质量。若刀片表面有涂层,可大为提高耐边界磨损性能。另外,刀片的基体材料如硬质合金在高温时易与铁屑粘结,涂层的硬物质抗粘结性能较高,会使刀片的粘结磨损减少。
CVD涂层由于处理温度高,故只能涂在耐高温的基体材料上,如硬质合金、金属陶瓷等。CVD法可以涂覆热稳定性和化学稳定性好的Al2O3。CVD涂层与基体的结合力强,可形成较厚的涂层。通过更换原料气体,还可以在同一处理炉中连续涂覆多种物质。因此,能用在高速、大进给量及大切深等单位时间切除金属切屑体积大、高效高温的切削条件下。以上是CVD法的优点,其不足之处是处理温度高,不能用作高速钢和焊接刀具表面的涂层;不适于用作锋利刃口刀具的涂层,易造成缺损破损。由于它和基体材料的热膨胀因数不同,涂敷后冷却下来CVD涂层(如TiCN等)膨胀大,收缩也大,收缩受基体牵制不能回到原长,而产生拉伸残留应力,这对刀具的耐破损性、耐疲劳性不利。另外,其表面质量不够好,精加工时产生的粘结会影响加工质量,因此主要用于普通车削、铣削及钻削用刀片,精密加工用的刀片很少用,甚至不用。
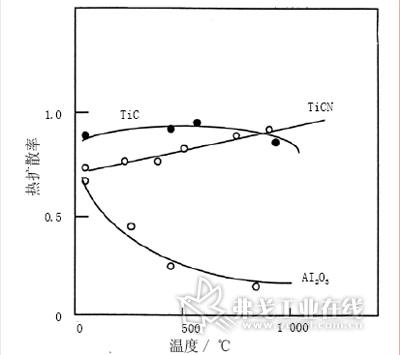
图3 温度和热扩散率
PVD涂层的优点是可在较低温条件下进行涂覆,因此对基体耐热性要求低,故也可对高速钢、焊接刀具进行涂敷。涂敷时切削刃强度、韧性不降低,涂层较薄,故可用于刃口锋利的刀具。涂层膜上产生压缩残留应力,所以表面耐破损性、耐疲劳性及耐热龟裂性强,涂层表面质量较好,适用于精加工。其不足之处为难以涂敷不导电氧化物,如Al2O3等,涂层与基体的结合力不及CVD,不适合厚膜涂敷。PVD涂层多用于立铣刀、钻头和部分铣、钻用可转位刀片,少用于车削用刀片。
涂层是厚好还是薄好,要看使用场合。车削时稳定高速连续加工时,厚膜耐热、耐磨,刀具寿命更长。在断续切削如铣削时,承受交变载荷时,薄膜更适用。
CVD涂层的发展与应用
20世纪六七十年代,CVD涂层只是单层的TiC和TiN,之后有了TiC-Al2O3双层;20世纪80年代出现了多层TiC-TiCN-TiC-Al2O3-TiN等;20世纪90年代出现了强韧厚膜TiCN-Al2O3-TiN等,每层各有其相应的功能。Al2O3涂层的出现是CVD涂层的一大进步。图2所示为Al2O3涂层在低温时硬度低、磨损大;在高温时却显示硬度高、磨损量小。图3所示为热扩散率和温度变化时,Al2O3的变化情况,其热的扩散程度与热传导率成比例。Al2O3涂层在高温时,热扩散率低,难以导热,即在高速切削产生高温时,可阻止高热传入刀体,而使高热大部分传入切屑,使刀具在高速切削时硬度高、导热差,不因高热致使刀具硬度下降。之后,又开发了“Al2O3晶体成长控制技术”,与以往的Al2O3相比,晶粒细化,耐磨性更高,并与TiCN涂层结合得更紧密,TiCN可结晶生长形成强韧的纤维结构,耐破损性能进一步提高。21世纪后又出现了超厚膜(15~20μm),纳米级多层涂层(数十层及上百层梯形结构)。在涂层工艺中,有针对性地控制涂层结构、成分及残留应力,可使之在不同的应用中达到更高的品质。三菱公司CVD涂层中的UE系列刀片用于车削钢,US系列用于车削不锈钢,UC系列用于车削铸铁,实现了优秀涂层与良好基体的完美结合。
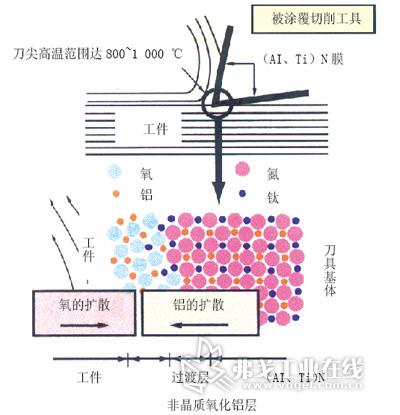
图4 (Al、Ti)N成膜示意
除以上提到的材料,CVD法还可沉积金刚石涂层,其原料气体是甲烷、烃及乙醇等与氢混合后导入炉中,通过微波、白热丝等激发原料气活化。三菱公司再通过他们独特的等离子放电方法将气体分解为电子和离子,在刀具表面析出并合成生成超微粒金刚石核,随着各晶核生长,最后形成膜涂敷在被处理的刀具表面。金刚石涂层主要用在立铣刀和钻头上,用以加工石墨、CFRP(碳纤维增强塑料)及GFRP(玻璃纤维增强塑料)等。还有一种被称为“DLC(Diamond Like Carbon)”的类金刚石涂层(又称“类金刚石碳”),它是非晶质碳膜,具有接近金刚石的高硬度,不同方法制成后硬度可达1 000~8 000 HV,摩擦因数低(0.005~0.02),表面非常平滑(Ra 0.01)。它既可用CVD法也可用PVD法沉积,主要用于加工铝、铜合金、CFRTP、GFRP及石墨等。
PVD法的进步和发展
TiN是PVD涂层长期使用的涂层物质。近年来,许多新的涂层物质和新的PVD法出现并成熟,使其获得巨大进步和发展,尤其是(Ti、Al)N和(Al、Ti)N的应用。AlTiN是将TiN中的Ti置换为原子半径更小的Al而构成,这使得结晶结构发生畸变,硬度和强度得以提高,同时氧化开始温度也提高了,当然置换过量也会使硬度下降。涂层物质的导热性各不相同:TiN的导热性较好,故将切削热较多地传给了刀具使其硬度下降,耐磨性变差;(Al、Ti)N导热性较差,切削热难以传给刀具,大部分传入切屑被排走,因而使其在高温下硬度高,耐磨性更好。

图5 600 ℃时针对铜及铜合金加工的几种涂层的摩擦因数
三菱公司应用Miracle涂层技术在TiN中添加Al,形成以铝为主要成分的(Al,Ti)N非平衡相涂层(见图4)。PVD法虽难以沉积涂覆Al2O3,但在切削的高温高压环境下,(Al,Ti)N中的Al发生氧化,形成非晶质的Al2O3保护膜,在高速切削的高温条件下,膜层的化学与热稳定性好,耐磨性进一步提高。之后,又开发了再加入Si的(Al、Ti和Si)N涂层,其热稳定性更好,硬度和氧化开始温度更高。近年来,三菱公司又开发出了Impact Miracle单相纳米涂层(Al、Ti和Si)N,更显示出其优秀的特性,硬度接近CBN,膜层与基体的结合力再次提高,摩擦因数降低。表1为几种常用PVD涂层物质性质的比较。
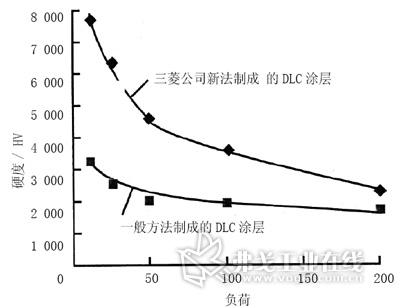
图6 不同方法DLC涂层性能比较
对于应用了Miracle技术的(Al、Ti)N涂层的立铣刀,三菱一般在刀具的型号前加“MS”代号;在有(Al、Ti和Si)N涂层的各种立铣刀型号前加“VC”代号;在Impact Miracle技术形成的纳米涂层的立铣刀型号前加“VF”代号。这些型号的立铣刀都能以不同的切削速度、效率及耐磨性直接加工淬硬的钢材。当它们用于钻头,则常标明材料为VP涂层。另一种被称作“Miracle Nova”涂层的特点为,可使(Al、Ti)N硬质膜与润滑膜多层连续沉积涂覆,硬质膜耐磨、耐热且抗氧化,可长期保持刀具精度,同时,润滑膜可减少摩擦,防粘结,尤其适用于加工不锈钢材料。为了满足高质、高效的加工要求,针对大量使用的铜电极及其他铜合金加工,三菱公司开发了CRN涂层,其基体结合力高,耐磨损性能好,具体的特性如表2、图5所示。

DLC涂层一般常用CVD法沉积,三菱公司开发出用PVD法沉积。CVD法用碳化氢气体作原料气使之活性化,通过化学反应沉积析出类金刚石膜,膜中含有氢。而新开发的PVD法将固体碳棒作为电极,采用阴极电弧溅射法,从固体电源飞出具有运动能量的带正电荷碳原子使之与基板相撞成膜。在磁路设计上,由于加了一个偏转磁场,使碳原子发生偏转,在偏转过程中可除去碳团及不纯物质。此法形成的膜层,金刚石与石墨的比例恰当,抑制了易发生的脆性损伤,残留应力小,同时具有高耐磨性和高结合强度(见图6)。一般方法制成的DLC涂层最高硬度
3 500 HV,用三菱公司新法制成的DLC涂层可达6 000~8 000 HV,品质可与金刚石涂层相匹敌。在加工表面粗糙度、摩擦因数及抗粘结性能方面表现比金刚石涂层好。同时,价格也有优势,在加工复合材料方面是值得推荐的优秀材料。
三菱公司在PVD法中应用Miracle技术涂覆(Al、Ti)N也用于高速钢刀具的表面处理,解决了(Al、Ti)N膜在低温下结合强度低的难题,并且赋予涂层高硬度与优异的耐氧化性能,且结合强度高,称之为“VIOLET涂层”。该涂层与高速钢常用的TiN涂层性能对比如表3所示。VIOLET涂层立铣刀的代号是VA,TiN涂层立铣刀的代号是G。

涂层使刀具刀片性能大大提高,弥补了基体材料的不足又发挥了其优点。众所周知,CBN(立方氮化硼)材料的性能在高温硬度、热稳定性、导热因数及摩擦因数等方面都表现优异,但其也有不足之处,如热稳定性不如某些陶瓷、刃口过硬等。为此,三菱公司以其独创的“粉末活性烧结法”在CBN基体上涂覆特殊陶瓷涂层,使其耐磨性更加提高,并提高了加工精度和表面质量。如用中等粒子的CBN、TiN及Al2O3为主要成分的基体加以TiAlN为主的涂层刀片,可用于高负荷、强断续加工;用微粒的CBN加同前的成分基体和涂层可用于精加工和轻断续加工;而用微粒CBN、TiN和Al2O3特殊陶瓷结合剂,合理化调整组织,再加TiN为主体的涂层,可进行300 m/min以上的高速连续加工,加工表面质量高且稳定。
几微米厚的涂层能够大幅提高刀具的切削性能,国内外各相关企业和研究机构都在努力不断地开发出更新的高质量、高性能的涂层和生成技术。我们期待新成果的问世,期待其能更好地应用于汽车制造业。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖