高速切削刀具如何选择涂层技术?

金属氮化物硬质涂层具有较高的硬度和耐磨性,可有效降低各类机械磨损、化学腐蚀及高温氧化,从而相应涂层工具寿命显著提高。如氮化钛( TiN) 涂层具有较高的硬度和良好的耐磨性 , 能够提高刀具、钻头等工具的寿命。但该涂层抗高温氧化性能较差,温度到达550 ℃后开始氧化,随着现代工业的发展 ,TiN 涂层已经难以满足高速切削刀具的要求。
而通过PVD方法制备的氮化钛铝( TiAlN )涂层是在二元TiN涂层的基础上发展起来的一种新型三元复合涂层。其综合性能与TiN涂层相比有很大提高(如表1),被认为是较TiN更有前途的新型涂层材料,近年来受到广泛关注。科汇(Techmart)专业PVD涂层公司生产的TiAlN涂层,采用世界先进的劈裂电弧技术(Arc splitting technology),纳米硬度可达3300HV,最高应用温度可达880℃,是兼具硬度与韧性的通用性涂层,具有耐高温、耐磨损、附着力强等特点。

在TiAlN 涂层中,Al 原子取代了TiN面心立方结构中位于面心的部分 Ti 原子,使晶格发生畸变、晶界增多,同时位错数量增多且不易于滑移,因此其硬度显著高于TiN 涂层。高温条件下, 在TiAlN涂层表面能形成致密、完整、连续的A l2 O3保护膜,提高了涂层的抗高温氧化性。目前TiAlN已成功应用于模具制造、航空发动机和生物医学等方面。
TiAlN 涂层刀具基体一般选用高速钢或硬质合金,比如 YG6、YG8、超细晶粒 WC-Co 硬质合金等 , 也可选陶瓷作基体。TiAlN 涂层铣刀是目前高速铣削淬硬模具钢最常用的理想刀具。分别用TiAlN 涂层铣刀、TiN涂层铣刀和未涂层铣刀高速铣削 AlSiH13/JISSKD61 模具钢(52HRC),加工长度达 50m 后刀具周边后刀面的磨损情况如下图所示(进给速度 : 0.1mm/齿 ; 轴向切深 10mm , 径向切深0.5mm ; 顺铣 ; 风冷)。
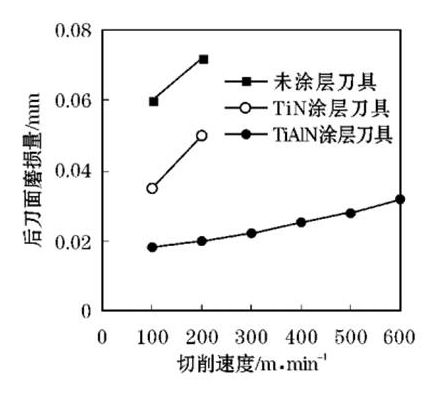
由图可以看出 : TiN 涂层铣刀和未涂层铣刀在 V =200m/min 时磨损量已较大 , V 继续增大时则出现剧烈磨损。TiAlN 涂层铣刀的磨损曲线斜率较小 ,走势较平坦 ; 其它两种刀具的磨损曲线斜率则较大。表明随着切削速度的增加 , TiAlN 涂层的磨损量变化很小,非常适合高速切削。TiAlN 涂层刀具高速铣削模具钢时,主要磨损形式为微剥落,伴随着少量划伤。
TiAlN 涂层刀具以其优异的切削性能展现出在高速切削时广阔的应用前景。TiAlN 涂层刀具的普及应用将大大提高刀具耐用度 ,减少加工辅助时间 ,降低切削加工成本 , 提高企业经济效益。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖