实现增效降本生产的自动化加工线

图1 轮毂柔性自动化加工线
自动化加工线能够减少辅助时间和机床操作人员,有效提高加工效率,降低劳动力成本。同时,其还具有工序集中,减少生产面积等优势,尤其适用于规格变化不大,生产批量中等的零件加工。
自动化加工线是把机床按工艺顺序依次排列,同时配以某种形式的自动输送料装置,并用液压或气动系统与电气控制系统将各个部分的动作联系起来,使毛坯或半成品根据加工要求,以一定节拍,按照规定的程序顺序自动地经过各工位,完成预定的工艺过程,最后成为满足设计要求的零件。其优点在于:可以减少加工时间和机床操作人员,提高加工效率,降低劳动力成本;工序集中,可有效减少生产面积;适用于规格变化不是很大、生产批量中等的零件加工。
随着沈阳机床集团产品结构调整深入推进,沈阳第一机床厂(以下简称“沈一机”)把智能化、集成化和客户化作为技术突破的主攻方向。同时,沈一机对技术人员结构进行调整,建立以产品线为中心的组织构架,分别成立了自动化加工线产品、五轴类产品、标准型产品、项目型产品和专机类产品等产品线。下面针对自动化加工线方案进行加工分析和说明。

图2 轴类件输送料道
轮毂自动化加工线
沈一机自主研发的轮毂柔性自动加工线产品(见图1),由1台双立柱、双刀架和双主轴结构的数控立式车削中心VTC6664vmh、1台立式加工中心VMC0745d和一套机器人自动搬运系统等组成,具有轮毂型号自动检测、搬运、自动加工、清洗及自动打号等功能,可以实现整个轮毂加工区的无人化作业。此自动化加工线可以选配轮毂型号自动识别系统、轮毂尺寸测量系统以及轮毂气门孔加工前视觉识别系统等。同时,它还能够满足用户混流生产的需求,实现整个线的高度自动化和智能化。该轮毂柔性自动加工线打破了国外的技术垄断,填补了国内在该领域的空白。
中、小规格轴类件自动化加工线
目前,沈一机推出了一系列由数控卧式车床配以上下料机械手组成的中、小规格轴类件自动化加工线产品。该加工线是可以自动输送不同规格的轴类件,并进行连续加工的自动化生产设备。举例来说,在即将到来的CCMT展会上,我们将展出由福建某客户预定的一条轴类件自动化加工线。该客户的待加工毛坯材质为45,零件硬度HB220,两端面及卡持部位已经加工,且一端已打中心孔。
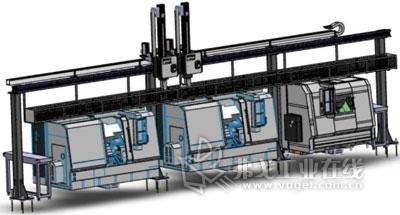
图3 轴类件自动化加工线整体布局
根据工件的加工工艺及产量需求分析,制定该自动化加工线方案如下:采用HTC2050n数控车床和HTC3230数控车床串联的方式组成加工线,并配置先进、高速且敏捷的双头机械手负责工件运输和为机床上下工件;加工线的上、下料道采用结构简单、定位准确且可靠性高的重力循环输送料道(见图2),该加工线的整体布局如图3所示。HTC2050n和HTC3230是专门针对盘类、轴类零件加工的标准型数控车床,自身结构紧凑、加工效率高、性能稳定可靠并且占地面积小,非常适合组成加工线。
该轴类件自动化加工线的具体动作是:桁架机械手将通过上料道输送至水平料道上的待加工毛坯经机床顶部的气动门装入机床HTC2050n的夹具中,先车外圆、车圆角,再切槽及倒角,完成OP10;桁架机械手将完成OP10的工件经机床顶部的气动门装入HTC3230的夹具中,车油槽面,完成OP20;最终,桁架机械手将加工完成的成品件取出,放入水平料道通过下料到输送至指定位置。
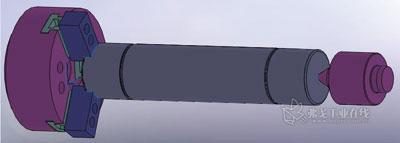
图4 OP10的夹具
考虑到OP10的加工时间较长,为平衡节拍,该加工线采用2台HTC2050n数控车床负责OP10,1台HTC3230数控车床负责OP20。OP10采用标准液压3爪卡盘和顶尖装夹即可(见图4);OP20需要采用专用夹具装夹工件,即液压2爪卡盘和专用V形卡爪,同时侧面有一进行径向定位的挡块(见图5)。
此加工线的上下料系统可以选配抽检机构,通过系统设定,机械手可自动按节拍将需要抽检的工件放入指定位置进行检测,并将数据反馈至控制系统,随即修正切削参数,以保证加工精度。如有临时抽检需求,用户也可直接通过按钮控制机械手,将零件放入指定位置进行检测。
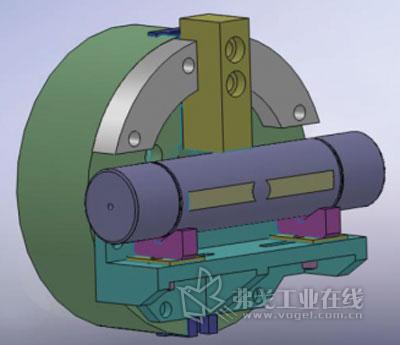
图5 OP20的夹具
另外,该加工线还具有一定的柔性,对于其他轴类工件,只需更换夹具稍作调整即可适应。当然,这只是在一定的范围内,因为组成加工线的每台设备的加工能力是有限的。需要用户与机床厂商在加工线设计阶段针对用户目前和今后的待加工工件情况来选择组成加工线的加工设备。
自动上下料的数控倒置立式车削中心
VTC2015i是沈一机新开发的数控倒置立式车削中心,该机床主轴为内置式电动机驱动,转速高、转矩大,快速响应特性好;带有自动输送料的环型链式料道,通过机床主轴可快速完成自动抓、放工件,并配有工件在线检测装置;机床主轴倒置,排屑性好。该机床的特点是,生产效率高,操作方便,占地面积小,适合中、小批量零件的加工,尤其适用于汽车刹车盘、轴承环等加工。由于配有自动上下料系统,操作者只需在机床前方取出成品件,并放入毛坯件即可,故一个操作者可同时操作多台设备,其本身就是一个自动化加工线。当工件需要翻面加工或者想进一步减少操作者时,可以采取在2台机床中间配1个机械手的形式布置机床,通过机械手将第一台机床料道上已加工完成的工件翻转180°放到另一台机床的料道上待加工,也可以通过此机械手直接为机床上下料。
针对轴承行业的自动化加工线方案
沈一机的自动化加工线不仅在国内取得了成功,而且还代表着民族装备制造业进入到国际市场。2011年10月,沈一机协同沈阳机床股份有限公司立加事业部一举中标世界轴承行业中排名前三的日本NTN公司的14条轴承自动化加工线。其中,轮毂轴承外圈生产线9条、轮毂圈生产线5条,总价值达7 000多万元。该加工线分别由沈阳机床集团“新五类”产品中的数控车床HTC3230和立式加工中心VMC700P以及倒角机等设备组成,每条自动化加工线总长达40m。
与此同时,另一国际知名轴承企业也向我公司提出了轴承生产线设备的采购需求。我们在得到高端客户认可的同时,也代表沈阳机床集团又一次实现了标志性意义的突破。
结语
几年来,沈一机的自动化加工线产品从无到有,从少到多,达到了国内领先水平。2009年以来,在实施国家科技重大专项的推动下,沈一机在技术上实现了从消化吸收引进到完全自主创新,与国际最新技术水平同步发展,并在某些领域优于国外水平。在产品研制上,实现了从“新五类”卧式数控车床,到卧式车铣复合加工中心,高速、精密数控车削中心,乃至自动化加工线产品的突破。同时,沈一机实施了行业经理制和快速响应客户服务的管理模式,针对各主要行业(轴承、汽车和煤矿机械等)进行深入市场调研,从行业的发展方向出发,对产品的研发方向提出建议,服务于客户。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖