基于视觉技术精确定位、装配和检测气门油封

工业机器人发动机缸盖气门油封装配、检测系统是一种集成化的系统,能够适应多种型号的发动机缸盖的油封装配工作。在该系统中,工业机器人负责从料箱内抓取工件,放到预定位置,视觉定位检测系统检测油封装配位置,继而将工件紧密地装配到缸盖上。
发动机缸盖气门油封的装配与检测
发动机缸盖气门油封(见图1)是汽车发动机总成上的关键部件,其油封质量是影响发动机寿命的重要因素,其设置是为了防止机油从气门杆与气门导管之间的间隙进入燃烧室,从而造成机油损耗、动力下降、燃烧室积炭和增加空气污染等弊端。
气门油封与气门导管为过盈配合,安装时要求较高,气门油封的质量应符合要求,即不龟裂、不变形且弹性好;安装时一定使气门油封到位;用力要均匀,防止气门油封变形损坏;装配时切忌用力敲打,以免砸坏或变形,失去密封作用。发动机缸盖及气门油封安装位置如图2所示。
我国在气门油封研究方面起步较晚,尽管近十几年来有了长足的进步,但与国际水平相比,在产品的自动装配与检测、结构设计、橡胶配合技术和质量控制手段上还有很大的差距。目前,我国装配气门油封一般采用手工操作(见图2):先把气门油封套入气门,利用专门的套筒用手压入或用橡胶锤敲到底。该方法存在以下弊端:压入力不均且用力方向不能保证;气门油封装配到位与否不能保证;装配气门油封到底时极易受损坏;不能适应大批量流水线生产;员工的劳动强度大。气门油封装配装置设备简陋、自动化程度低,气门油封质量不能得到保证,会导致以下问题:长期渗漏油,不仅影响产品的外观,还会造成因缺油而引起的磨损,提高了使用成本,而且对环境造成污染;影响发动机的气密性。气密性是发动机压缩系统工作性能好坏的综合指标:气密性越好,转速也就越高,转矩也会越大。气密性差的发动机不仅功率小,而且还会因吸油性能差等原因造成工作不稳定,出现难以调整以及容易停车等现象。
基于视觉技术的装配、检测整体方案
如今人们对产品的质量稳定性和一致性的要求越来越高,需要寻找更好的方法来完成气门油封的装配和检测,从而满足气门油封装配的高效率、高定位精度等要求。最有效的措施是采用工业机器人取代人工取料、放置油封和敲击油封到位等操作,这样不但能降低工人劳动强度,还能提高产品质量与生产效率。但采用工业机器人操作也有一定的困难,如油封尺寸较小,要设计灵巧的工装进行装夹;安装气门油封的缸盖并不是平面,两排气门油封的安装面存在偏角,需要在装配过程中改变安装面的角度或者工业机器人夹持气门油封的角度;气门杆安装后,要检测气门油封是否已将气门杆、气门导管的间隙封住。

本文拟采用多自由度串联型机械臂;建立基于机器视觉的智能检测系统,实现装配前对缸盖及气门油封位置以及装配后装配质量的自动检测;基于工业机器人的运动学与动力学模型,构建柔顺控制系统模型,实现基于视觉信息反馈的精确运动轨迹规划,突破灵巧工装设计、机器视觉、智能控制算法、运动学建模和精确路径规划等关键技术,实现基于机器视觉的发动机油封装配、检测自动化成套装备的实用化和商品化。
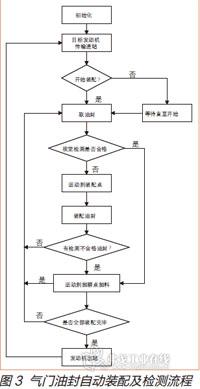
1.气门油封自动装配及检测流程
气门油封自动装配及检测过程中的动作按先后顺序依次为:6轴机械手运动到取料点—打开真空泵—吸取气门油封—运动到气门油封装配点处—纠正坐标值,机械手下降并打开气阀—关真空(吹气)—装配气门油封—将不合格气门油封抛掉—运动到取料点开始下一轮循环,其整个的流程如图3所示。
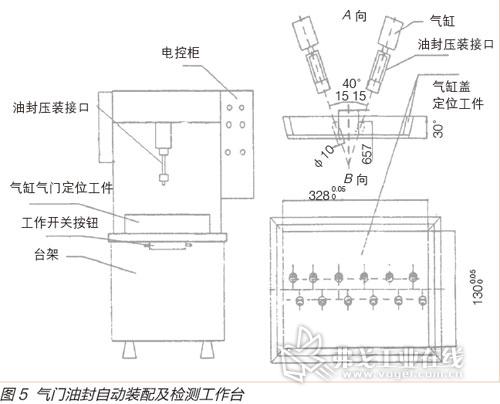
2.自动上料及灵巧工装设计
为了满足大批量流水线生产,研究采用振动盘对气门油封进行自动排列,再输送至上料导轨上,从而实现气门油封的自动上料。图4和图5所示为发动机缸盖和工作台,一个缸盖上有12组气门,分别位于不同的倾斜平面上。为了实现气门油封装配的高定位精度,在辊道的中间位置,设计顶升机构。当缸盖由辊道传送至预设位置后,顶升机构将缸盖从辊道上顶出,通过安装在顶升机构上的缸盖定位工装,实现缸盖的精确定位。在原有手工操作上料工装的基础上优化机构和接触部位形状和材料,进行夹持力的计算和接触计算,设计有利于自动化操作的灵巧工装,实现油封的有效夹持,避免与缸盖结构的干涉,保证油封均匀受力,防止油封发生变形。
3.基于视觉的精确定位和检测
在气门油封自动装配过程中,视觉系统与自动装配及检测设备的控制系统和机械系统都存在着一些联系,尤其与控制系统联系最为密切。控制系统不但要控制光源的闪光,还要在机械手处于某一位置时向视频捕捉卡发出触发脉冲,上视觉系统拍下当前特定位置的气门油封图像,在装配过程中对位置的控制精度要求非常高。装配与机械部分的联系主要是相机的安装要与机器的运动轴之间保持比较准确的相互位置关系。
4.机器人运动学建模及轨迹规划
我们建立装配工业机器人运动学方程,进行工作空间和奇异性分析;建立机构的误差分析模型,导出各关节和杆长误差对末端运动轨迹的影响规律;应用牛顿—欧拉方程,建立动力学建模,利用计算机仿真计算每个关节的动力矩;根据机构设计和分析的结果,采用多自由度工业机器人、灵巧工装机构、顶伸机构和视觉检测系统等模块,进行机电一体化集成优化设计,研制出基于机器视觉的装配、检测自动化成套设备。
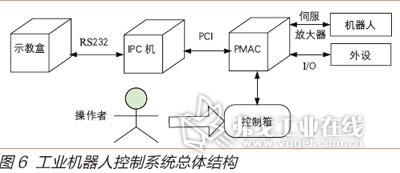
5.运动控制单元设计
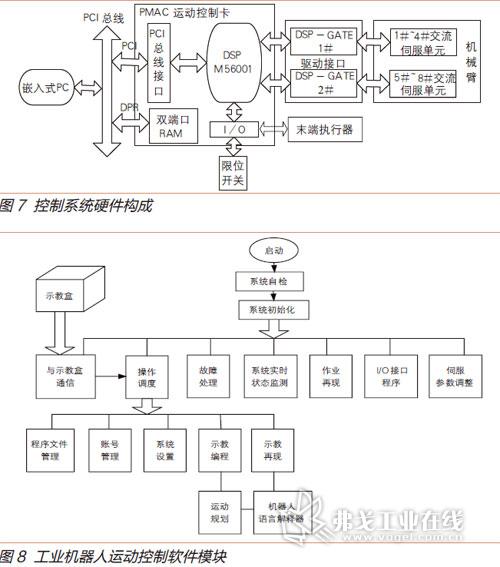
采用交流伺服电动机、PMAC运动控制卡和基于PC-104总线的嵌入式PC搭配的方式实现装配工业机器人的控制功能,工业机器人系统总体构成和硬件构成分别如图6、图7所示。整个系统采用双微机分级控制方式,即上级嵌入式PC负责系统管理、路径规划,下级PMAC运动控制器实现对各个关节的伺服控制。为提高嵌入式PC与PMAC交换数据速度,使用带双端口RAM作为嵌入式PC和PMAC之间的高速缓冲区,将嵌入式PC内存中的轨迹数据下载到PMAC,或将关节位置的信息和伺服单元的状态信息反馈回嵌入式PC。在控制系统硬件构成基础上,建立传递函数模型,采用关节误差反馈信息的多层、递阶式修正柔顺控制算法,实现机器人良好的运动性能。
6.控制软件设计
装配工业机器人控制软件开发使用Windows XP或Windows 2000系统作为操作系统。选用Visual C++6.0作为软件开发工具进行控制软件开发。控制软件采用模块化设计,分为上位机功能模块和下位机运动计算模块部分。上位机功能模块采用Visual C++6.0进行开发,通过PMAC的PTALK控件进行通信,主要用于轨迹规划,参数设置、修改,装配机器人手动操作。下位机软件利用PwMAC自身语言开发,利用其高速计算功能实现装配机器人运动学计算、轨迹插补和运动伺服计算控制等。系统具体的软件结构模块如图8所示。
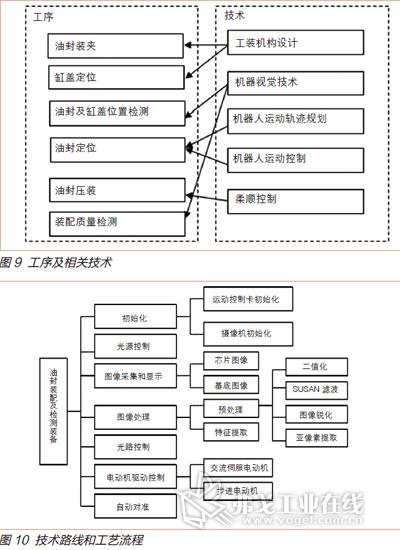
本文涉及的工序、技术以及采取的技术路线、工艺流程分别如图9和图10所示。
结语
如今汽车工业的自动化程度越来越高,工业机器人成套装备应用于装配线、生产线上,可以给厂家带来可观的经济效益,既可保证装配质量、提高装配效率,又可减少装配人员并避免人员受伤,使生产成本降低、劳动生产率提高。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖