气门座圈和导管加工技术
缸盖是发动机的重要部件,它的加工精度直接影响发动机的工作性能,气门阀座和导管孔的加工是其关键的技术工艺。本文从气门阀座和导管的材料、定位方式及基准选择、刀具材料的选择和专门刀具的应用等方面对气门阀座和导管孔的加工进行了研究。
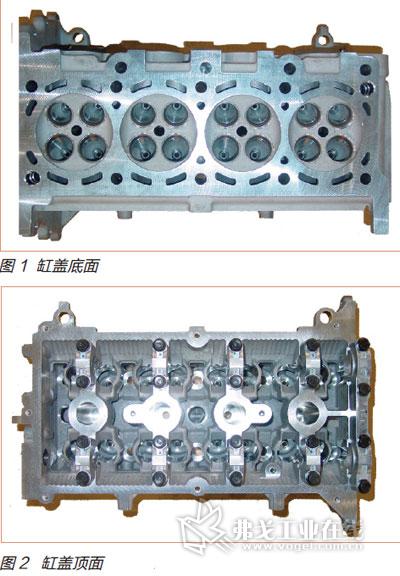
缸盖(缸盖底面如图1所示,顶面如图2所示)是内燃机的重要部件,它的加工精度直接影响到发动机的工作性能。发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门阀座承受很高的热负荷和机械负荷,这就要求阀座有很高的耐磨性,还要有很好的密封性。如果阀杆工作时中心发生偏移,不仅会导致有害的热传导和阀杆及导管孔的很快磨损,还会造成耗油量的增加。因此,人们对气门阀座和导管孔的加工精度提出了很高的要求,加工工艺对气门阀座工作锥面与导管孔的相互间的同轴度规定了很严格的公差。在大批量生产中,如果要得到稳定的公差,除需要优化加工工艺外,定位基准的选择、专用刀具的合理结构及其精度均需要特别注意。
导管、座圈材料分析
发动机的进、排气门座圈控制燃气的吸入和废气的排出,在高温下经受气流的冲蚀和气门的冲击与磨损,工作条件比较恶劣。气门座的失效主要是因磨损而导致气门座下沉量过大,气密性差,进而影响发动机功率。汽油机进气门座圈温度一般为200~300℃,排气门座圈一般为400~600℃。
由于粉末冶金材料具有良好的耐磨损、耐腐蚀、抗冲击、自润滑性以及隔音性,在机械工程尤其是发动机行业中得到了广泛的应用。但因材料的多孔性以及微观组织中存在硬质相,在切削过程中容易使刀尖受到持续的冲击,在切削载荷的持续作用下,前刀面的月牙洼深度和宽度逐渐增大,刃口强度降低,刀具易产生疲劳裂纹,从而导致切削刃微崩。在切削过程持续的冲击下,刀具—切屑或刀具—工件接触区的接触疲劳或热应力疲劳超过刀具材料的疲劳强度极限,使切削刃附近产生裂纹,此种裂纹在冲击载荷作用下迅速扩展从而导致剥落现象。当剥落很小时,被认为是磨损。由于疲劳裂纹源距刀具表面具有一定深度,当裂纹扩展后所形成的剥落块大于刀具的磨损限度,一旦发生剥落,即形成剥落破损,造成刀具崩刃失效。
进排气门座圈底孔和导管底孔系两同轴成组孔,其加工精度的好坏将影响气门座圈和导管的装配质量与气门的密封性,从而严重影响发动机的整机功率、油耗和排放等。因此,气门座圈和导管孔的加工精度需要足够注意,工艺特别对气门座圈工作锥面与导管孔的同轴度规定了很严格的公差。
刀具分析
长期以来,国内外许多组合机床和刀具制造厂商,如大连组合机床研究所、Ex-Cell-O、Alfing、Grob、Hüler Hille、Ernst Krause & Co等机床厂和Komet、Plansee、Beck、Mapal等刀具厂商都十分重视技术设备及专用刀具的开发,近几年来取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。
1.刀片材料分析
导管的材质为粉末冶金烧结的金属、铜以及灰铸铁,加工刀片为金刚石(PCD)材质。金刚石有天然和人造两种,都是碳的同素异形体。人造金刚石是在高压高温条件下,借合金触媒的作用,由石墨转化而成。金刚石硬度极高,是目前已知最硬的物质,其硬度接近于10000HV,而硬质合金的硬度仅为1060~1800HV。金刚石刀具既能胜任硬质合金、陶瓷和高硅铝合金等高硬度、耐磨材料的加工,又可用于切削有色金属及其合金和不锈钢,但它不适合加工铁族材料,这是由于铁和碳原子的亲和性产生的粘附作用会损坏刀具。大颗粒金刚石分单晶和聚晶两种。所谓“聚晶”就是由许多细小的金刚石晶粒(直径约在1~100mm之间)聚合而成的大颗粒的多晶金刚石块,而晶粒的无定向排列,使其具有优于天然金刚石的强度和韧性。
座圈的材料为粉末冶金烧结的金属、灰铸铁,加工刀片为立方氮化硼(CBN)材质。氮化硼的化学组成和石墨非常相似,颜色为白色,晶格为密排六方晶格,具有像石墨一样的低硬度。立方氮化硼刀片是由立方氮化硼细小颗粒在氮化钛等基体材料上通过压力烧结方式制造出来的。石墨经高温高压处理变成人造金刚石,用类似的手段处理氮化硼(六方)就能得到立方氮化硼。立方氮化硼是六方氮化硼的同素异形体,是人类已知的硬度仅次于金刚石的物质。立方氮化硼的热稳定性大大高于金刚石。在空气中,人造金刚石在800℃时即碳化,而立方氮化硼可耐1300~1500℃的高温,甚至在1500℃时也不发生相变。聚晶立方氮化硼在1400℃仍然保持其硬度,与铁族元素一样,化学惰性都比金刚石大,能以加工普通钢和铸铁的切削速度切削淬火钢、冷硬铸铁和高温合金等,从而大大提高生产率。
2.专用刀具分析
自20世纪80年代以来,车用发动机气门座圈和导管孔的加工在国内外都进行了长时间的研究和实践,现已形成多种加工工艺方法。总体说来,气门座圈和导管孔的加工工艺主要可分为两大类:
(1)先单独加工气门导管,然后以成品导管孔为导向加工座圈锥面;
(2)气门导管和座圈均为半成品,组装后,同时加工气门座圈和导管孔。
第一种方法只加工气门座圈锥面,导管孔为预先加工完成。这种方法的缺点是:导管孔与座圈锥面仍然经过两次加工、两次装夹和定位,刀具制造误差因素仍然影响着最终的加工精度。
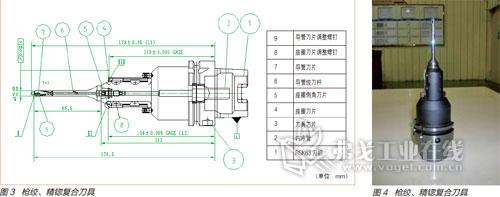
第二种方法是采用精密机床和复合精密刀具进行加工,采用一把专用刀具同时加工气门阀座和导管孔,有利于提高同轴度。具体就是枪绞、精锪的加工工艺,刀具模型如图3、图4所示,用于加工气门座圈锥面。锪削的刀刃倾斜角要与气门阀座工作锥面的半锥角相等。
专用复合刀具分为粗、精两把。粗加工刀具进行粗铰导管孔和粗锪气门座圈倒角,这把刀具首先在导管孔上铰出一个浅孔,作为后道精加工的导向孔,在粗锪气门座圈倒角时,去除大部分的加工余量,并给精加工留出0.3~0.5mm的余量。精加工刀具先精铰导管孔,铰刀铰出导管孔后,再精锪气门座圈倒角,以避免加工中的相互干涉。这组刀具集众多优点于一身,主要体现在以下几点:精度高、径向跳动小且同轴度高;结构简单、刚性好且刀片夹紧力大;调节迅速方便。

工件定位分析
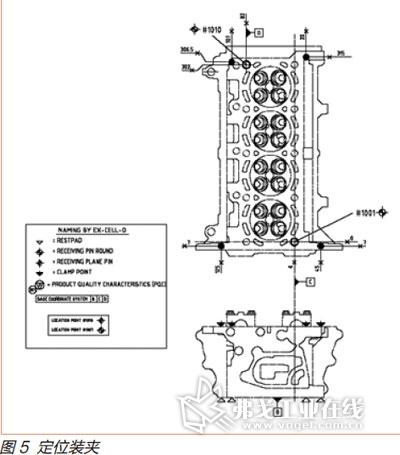
精加工气门阀座工作锥面和导管孔时,多数是根据与缸体的接合面和该平面上的两个定位销孔进行定位,即“一面二销”的定位方式(见图5)。由于夹具定位销与阀座、导管孔之间的位置误差以及相邻阀座(和相邻导管孔)之间的位置误差均会造成加工余量的偏移,以致在最终精加工时,导致刚性差的铰刀也随之产生加工偏移,所以采用这种定位方式并非总能达到规定的精度。
因此,为确保加工精度,必须要减少定位误差以提高加工余量的均匀性。缸盖采用平面和导管孔外圆进行定位,可以显著减少上述定位误差。采用这种定位方式,夹具的定位导套与机床主轴应保持很严格的同轴度,以确保加工余量的均匀分布。这样,阀座和导管孔只需进行一次性加工就能达到规定的公差。
但是,缺点是在一个工位上只能加工一个阀座及导管孔。与采用“一面两销”定位方式相比,生产率要低一些。如果要保持同样生产率,则需要增加一定数量的加工工位,但这样会增加生产线的长度。
以上两种定位方式都存在弊端,若采用“一面二销”的定位方式,可通过阀座和导管孔分两次加工来提高加工精度(所用刀具见图6)。先采用半精加工刀具,将导管孔加工出一段引导孔,同时去除阀座一部分余量,再采用精加工刀具,把导管孔加工完,同时将座圈阀座加工完毕。由于半精加工起到扶正和引导作用,所以精加工完全能够满足加工精度。采用该定位方式和两次加工的方式,可大大提高生产效率,并可以在一台机床上完成所有导管阀座孔的加工。
机床分析
1.机床主轴分析
根据经验,气门阀座和导管孔的加工精度在较大程度上与主轴部件的刚性和精度有关。所以,主轴部件的径向跳动应低于10mm,端面跳动不大于5mm。这些偏差的大小直接决定阀座工作锥面的加工圆度,也就影响到阀座工作时的密封性。
2.机床丝杠分析
根据经验,丝杠的振动会直接影响气门阀座的加工圆度,从而影响阀座气密性。所以,对于精加工机床,尤其是加工导管阀座机床,三轴丝杠的增益都必须保持在#1825参数5000以上。
结语
从对气门阀座和导管孔多种加工技术的分析中,可以提出一下提高加工精度的途径:
1.采用专用刀具,可得到非常高的气门座圈和导管孔的同轴度以及高质量的气门密封面。
2.为提高阀座工作锥面与导管孔的加工同轴度,同时为了提高生产效率,可以采用“一面二销的定位方式+导管阀座两次加工”的方式。
3.主轴部件的轴向和径向跳动应分别低于10mm和5mm,丝杠增益应保持在#1825参数5000以上。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖