座圈导管加工成本的改善
座圈导管加工工艺的探索一直都为各大汽车制造厂所重视,A缸盖作为奇瑞公司的成熟产品,其座圈导管加工工艺也在不断的优化和改善。本文对奇瑞公司A缸盖座圈导管加工过程中,成本控制及改善做了详细的阐述。
缸盖作为发动机的主要零部件之一,其加工精度对整个发动机的性能具有重要影响。气缸盖中又数座圈导管工作环境最恶劣、设计精度最高且加工难度最大,导致座圈导管的加工工艺极其复杂,加工成本较高,而且其加工精度直接影响发动机的排放、燃油消耗以及动力性能等重要指标。所以对座圈导管加工工艺的探索一直都为各大汽车制造厂所重视。A缸盖作为奇瑞公司的成熟产品,其座圈导管加工工艺也在不断的优化和改善。本文对奇瑞公司A缸盖座圈导管加工过程中,成本控制及改善做了详细的阐述。
座圈导管加工成本状态分析
1.座圈导管刀具寿命
A缸盖座圈加工过程中,刀具在加工至160件以上时,座圈的圆度偏上限,座圈泄漏量极不稳定,出现泄漏量不合格的比例大幅度增加;且座圈精加工极易出现崩刃、爆口的情况,导致座圈加工后出现环状凸起。此种情况如果不能及时发现,会使发动机在使用过程中出现积碳、泄漏、燃油燃烧不充分、功率下降及冒黑烟等严重问题。
由表1对比A、B和C缸盖生产线刀具使用情况可以看出,座圈精加工刀具寿命基本相同,但粗加工寿命A线仅为其余两条生产线的1/2。同时可发现,A缸盖加工线导管粗、精加工刀具寿命均为B、C两条生产线的1/2以下。

2.座圈导管加工成本对比
由于A缸盖加工线座圈导管刀具寿命较低,导致其加工成本分别为B线的1.4倍和C线的1.8倍。
3.分析
综合以上两个方面的分析,从加工质量及加工成本角度考虑,A线座圈导管加工刀具急需优化改善。并且改善可以分别从座圈粗加工刀具、导管粗加工以及导管精加工刀具寿命提升三个方面出发。
通过工艺比较查找改善点
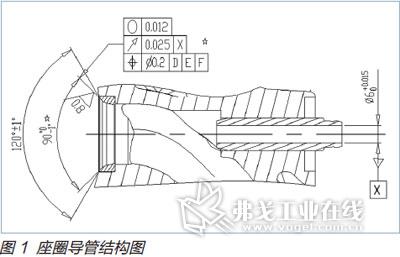
1.座圈导管结构对比
座圈导管的典型结构如图1所示,为了保证良好的气密性,座圈密封锥面的圆度通常要求不得大于0.012mm,表面粗糙度小于Ra0.8um,同时气门导杆必须要与气门座圈密封锥面之间保持良好的配合精度,因此,气门座圈与气门导管孔之间的跳动要求不得大于0.025mm。
对比A、B和C三种产品缸盖座圈的要求发现,其要求基本相同,因此产品结构方面对其加工的影响并不大。
2.座圈导管材料对比
在发动机技术高速发展的今天,许多新型燃料(例如乙醇、CNG)的应用,对气门座圈的耐磨性、耐高温以及密封性都提出了更高的要求,因此,越来越多的高硬度、高耐磨性的座圈材料被应用在发动机上。这些材料中往往添加了诸多微量元素(例如钼、铬等),导致座圈的加工急剧下降,这也对传统的座圈导管加工工艺提出了严峻的考验。
座圈材料中由于添加了硬质颗粒钴、钼以及铬等元素,其含量越高,形成的硬质点越多,材料切削性能越差。在A、B和C三种缸盖座圈材料中,进气座圈材质均为1300,排气座圈A、B缸盖为3200,C缸盖为V581,而其中V581所含硬质颗粒含量最多,1300最少。
所以上述3种座圈材料切削性能排名:V581<3200<1300,V581切削性能最差,1300切削性能最好。由此可见,A线缸盖进排气座圈的切削性能均优于另外两条生产线。
3.导管加工刀具对比
导管精加工采用MAPAL公司带导条式的单刃镗刀,其原理是利用支撑导条吸收切削产生的阻力和振动,类似于普通车床的跟刀架。在精加工之前必须先对被加工孔进行一次预加工,以便精加工开始时的导向,粗加工引导刀的钻孔深度需大于4mm以上。
A、B线粗加工引导刀具都采用同一型号的四刃硬质合金铰刀,但由于A缸盖座圈与导管之间的距离较B缸盖的长,所以A缸盖导管粗加工引导刀的有效加工长度比B缸盖的要短2.4mm;B线导管粗加工刀具可以修磨的长度为3.6mm,而A线可供修磨的长度仅为1.2mm左右。刀具在修磨时的单次修磨量为0.4mm~0.5mm,所以B线的导管粗加工新刀具均可修磨5次以上,而A线的刀具只能够修磨2~3次。所以在导管粗加工的刀具成本方面,A线就为B线的2.5倍。
4.座圈导管加工参数
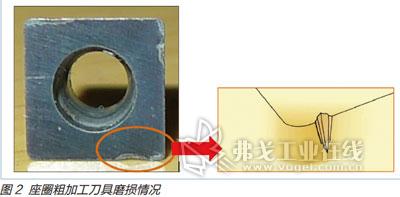
观察座圈粗加工刀片加工到寿命时候的状态发现,其刀具磨损较为严重,刀片切削刃口已出现明显的沟槽磨损。通过分析得知,此种磨损情况是刀具在加工脆硬材料时,切削速度过高,温度过高导致的异常磨损。
由表2可以看出,A线刀具线速度及进给速度超出B、C两条生产线1倍左右,参照刀具厂家提供的推荐参数,座圈粗加工线速度及进给均偏高。由于切削速度对刀具耐用度的影响很大,提高切削速度,使切削温度上升,刀具耐用度大幅度缩短,切削速度提高20%,刀具耐用度降低1/2;切削速度提高50%,刀具耐用度降至原来的1/5。故A线座圈粗加工刀具的刀具参数过高将直接导致其加工寿命偏低。
5.导管精加工对比分析
在原加工工艺及加工参数状态下,导管孔精加工刀具在初次换刀时,将其直径调整至6.012mm左右。由于CBN刀具特别锋利,新刀片在加工初期的磨损情况非常剧烈,加工至160余件时,加工孔的直径为已经接近下限;而此时如果再继续加工的话,会导致刀具支撑导条的磨损,此时加工的孔表面粗糙度相当差,而且加工表面有刀痕;当导条磨损量超过0.01mm时,便会失去支撑的作用,此时刀具导条和孔壁的摩擦力将会很大,导致刀具扭断。
为了使导条在加工过程中具有良好的导向作用,必须保证切削液具有较高的浓度及压力,以达到良好的润滑性。对比A、B和C三条生产线的切削液浓度及压力值可以发现:A缸盖线切削液浓度及压力均为各线最低:浓度7%,压强不足1MPa,而B、C线的切削液浓度均在11%~13%之间,压强2MPa左右。正因为如此,A线导管加工极易出现刀痕、表面粗糙度差等情况,这也直接导致其刀具加工寿命偏低。
改善措施及效果验证
由以上的原因分析可知,在A缸盖座圈导管加工中想要得到良好的加工精度及较低的加工成本,可以从以下三个方面着手:
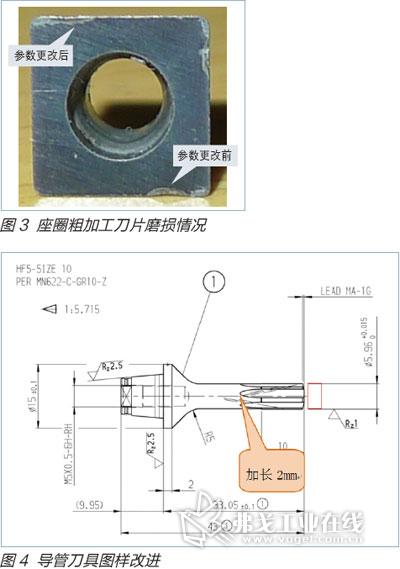
1.座圈粗加工刀具参数优化
降低座圈粗加工参数为Vc=120m/min,Fz=0.1mm/z后进行了3次验证,刀具加工至原定寿命时,发现刀具磨损情况较轻微,仍可继续加工,在加工至300余件时其磨损和较原来的磨损仍轻微(见图3)。不仅如此,由于粗加工刀具磨损量小,加工时材料的去除充分,使得座圈精加工的加工情况得到很大的改善,精加工刀具也未出现过爆口和崩刃的情况,其寿命也由原来的160件提升至220件左右。
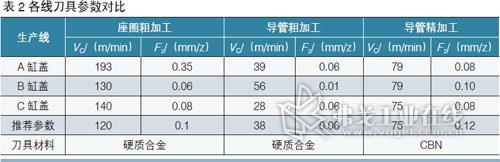
2.导管粗加工刀具结构优化
将导管粗加工铰刀加长2mm(见图4),其刀具成本并未增加多少,但是刀具最多可修磨4~5次,相比于原来只能修磨2次的刀具,其加工成本降低1/2以上。
3.切削液优化
类似此种带导条的单刃镗刀加工时,切削液必须同时具备提供高强度的极压润滑、边界润滑和机械润滑的能力,因此将切削液的浓度提升至15%左右,切削液压强增加到3MPa。通过实验表明,在此种状态下,导管精加工刀具寿命可达400余件左右,加工至最后5件的各项尺寸均处于合格状态。
因此,适当提高切削液使用浓度可以非常有效地延长刀具使用寿命和工件表面加工质量。
改善结果
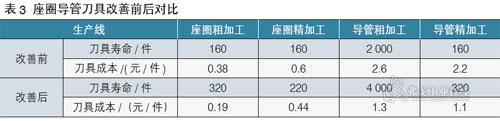
1.改善前后的刀具成本状态
通过表3可以看出,通过以上的改善措施,A缸盖座圈导管刀具成本降低了48%,达到本次改善的目的。同时,由于刀具寿命的提升,其换刀频率自然下降,也节约了换刀的时间,提升了加工效率。
2.粗加工得重视
一般的机械加工中,我们通常不太注意粗加工刀具的加工情况,特别是在高度自动化的数控加工中,当粗加工状态不易被发现,认为粗加工仅仅是为了减少精加工的加工余量,是为了精加工的加工质量而进行的预加工,而精加工刀具才是决定产品质量的关键。因此,在实际使用时,较为注重精加工的状况,而忽视粗加工的加工状况。
从上述案例中可以看到,粗加工的好坏对精加工起了较为关键的作用,因此,粗加工刀具的选择是否合适,在机加工过程中也应引起足够的关注。
3.座圈刀具加工参数规范化
要保证加工精度以及提高生产效率,除了优化工艺流程外,切削参数的优化是必不可少的。切削速度、进给率太低,会导致生产效率低,达不到精度要求,尤其会出现气门座圈锥面对导管孔的跳动差使气门座锥面漏气;切削速度、进给率太高,刀具磨损过快,刀具成本高。多次工艺试验证明,较佳的切削参数为:在采用硬质合金粗加工硬度为HRC 50~55的气门座圈锥面时,切削速度为120m/min,进给率为0.1mm/n;加工导管孔的切削速度为85m/min,进给率0.15mm/n。
4.切削液的规范化
在使用有带导条式刀具的加工工序时,例如凸轮轴孔、曲轴孔,其切削液要求浓度在13%~15%之间,压强不小于3MPa,pH值为7~9。
结语
通过此次改善,不仅使得A线座圈导管的加工成本大幅降低,产品的加工质量得以更好的保证,而且对我们进行改善活动和处理现场质量问题的方法起到了很好的经验积累。更重要的是,在此期间进行的座圈导管加工工艺梳理和规范,形成了具有指导意义的企业标准,并可在以后的现场工艺维护以及新项目的生产规划方面起到良好的指导和促进作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖