防错技术在发动机生产线上的应用
随着汽车发动机生产线自动化程度的提高,生产过程控制更加严格,防错技术在生产线上的应用也越来越广泛。奇瑞公司在发动机生产线上采用工艺防错和设备防错相结合的方式,有效减少或者杜绝了不合格产品的产生,保证产品质量、降低产品成本的同时提高了顾客满意度。
近年来,我国汽车工业快速发展,逐步形成以用户需求为中心,由单一品种、大批量生产逐步过渡为多品种共线生产方式,与之相适应的发动机技术更新换代越来越快。为了降低投资以及提高资产利用率,多品种共线生产方式被广泛应用。然而,在多品种共线的制造过程中,因产品种类的不同,存在漏装、错装、漏加工以及加工错误等潜在失效风险,从而造成发动机及其零部件返修、报废等情况,严重影响了产品质量,增加了发动机的制造成本。如今,防错技术在发动机制造过程中的应用对降低生产中出现产品质量问题的风险发挥了非常重要的作用。
防错技术
防错技术就是有效防止由于操作人员的疏忽或设备意外而引起不合格产品制造的一项技术,防错技术不仅能有效帮助操作人员更容易、更轻松地完成工作,而且能保证设备安全,提高设备加工效率。防错技术的目的是防止不合格产品的产生,提高产品质量,其核心思想是对产品制造过程进行设计、规划,使产生产品质量风险和造成浪费的错误不会发生或者至少及早地被检测出并纠正,是一种消除缺陷的技术。防错技术在发动机生产线上的应用是保证生产“零缺陷产品”、降低产品制造成本以及增强顾客满意度的前提。
防错过程是以缺陷预防、错误纠正为导向的,防错的重点在于查出缺陷来源,防范于未然,而不是找出缺陷本身。根据防错的效果,防错技术可分为3个等级:不制造缺陷的防错、不传递缺陷的防错以及不接受缺陷的防错。

图3 转台防逆退装置
不制造缺陷的防错,即不可能制造出坏零件,可能损坏的零件数为零;不传递缺陷的防错,即不可能将坏零件传递到下一工位;不接受缺陷的防错,即后续工位不接受坏零件。
防错技术的理想状态是不制造缺陷的防错,这是最主动、经济以及可预见并防止错误的控制技术,如加工前的探头探测、传感器感应等技术的防错就能达到不制造缺陷的目标。
根据错误存在的状态和防错装置的基本功能,可将防错技术分为如表所示的6个阶段。

防错技术的应用
我公司在发动机生产线上采用工艺防错和设备防错相结合的防错形式,既有简单实用的防错手段,也有技术含量高的高科技防错技术。工艺防错是指利用程序或工艺手段来实现防错功能,例如机床刀具刀补输入采用程序防错;在工件上加工质量追溯孔,追溯产品质量问题;缸体、缸盖中间试漏工艺等均属于工艺手段防错措施。设备防错主要采用机械装置或传感器来达到防错的目的,例如:缸盖导管孔精加工前为了检测导管孔是否漏加工,采用探针检测装置防错;为了保证刀具在主轴上的装夹精度,刀柄在装刀前利用毛刷进行清洁,避免刀柄与主轴之间夹杂铝屑等杂物。
下面我们主要从工件状态防错、设备加工防错和发动机装配防错3方面来简述防错技术在我公司发动机生产线上的应用。
1.工件状态防错技术的应用
工件状态防错包括工件型号识别以及工件输送过程中的正反姿态、长度等防错。
(1)工件型号识别 工件型号识别防错技术是在多品种共线生产后产生的一种必不可少的防错技术,该技术可以防止机床在当前某种产品加工程序下加工其他型号产品。
机床根据不同型号产品的外形变化,通过探针或者传感器识别产品型号信息,并将型号信息传递给机床,工件型号如果与机床当前加工程序匹配,机床进行加工;如果不匹配,机床报警,提示操作者进行处理。机床也可以通过扫描工件上面的二维码来识别工件型号,并判断是否进行持续加工。目前,通过二维码来识别工件型号在我公司机加线上的应用非常广泛。通过工件型号识别,可以有效防止机床在当前产品加工程序运行状态下,加工其他型号产品,保障了设备运行安全,杜绝了因产品误加工而产生的工件报废,降低了生产成本。
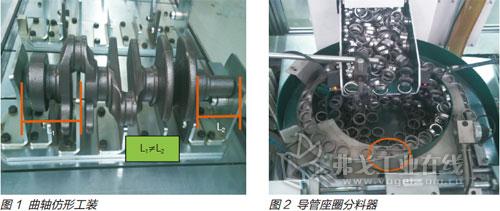
(2)输送过程工件防错 正反姿势防错:缸体、缸盖上料口采用仿形板来保证工件的前后流向;曲轴、凸轮轴采用仿形工装来防止工件装反(见图1);连杆通过机械装置和传感器检测连杆凸台来判断工件是否装反。缸体、缸盖碗型塞和导管座圈通过振动机的振动,使零件随着不断的振动并输送至判别零件正确方向处,只有零件处于正确的方向时,才能进入送料轨道,否则,零件掉入振动料箱里(见图2),此种防错措施避免了零件压装的反向错误,达到了预防工件报废、降低产品制造成本的目的。
连杆装配螺栓长度防错:连杆生产线的柔性非常大,可以生产多种产品,换型频繁,而连杆装配螺栓的长度不尽相同,这就需要防错措施来保证换型后生产的正常运行,防止螺栓错拧,损伤工件。现阶段我公司把不同型号的螺栓放在不同料车里,当换型时,只要更换料车即可。然而,料车里的螺栓也不全都是同一种型号,偶尔会因意外出现其他型号的螺栓,这就需要另一种防错措施——螺栓长度防错,来保证螺栓输送的一致性。通过以上两种防错措施,就能完全保证连杆装配螺栓的一致性,达到了防止工件报废的目的。
工件输送防逆退:在工件输送至转台处时,为了防止转台在转动过程中,工件被逆向输送或者被甩出转台,我们在输送转台上采用防逆退装置(见图3)保护设备和人员安全,保证工件以正确姿态输送到下一道工序。
2.设备加工防错技术的应用
设备加工防错技术的主要应用包括工件定位和夹紧到位检测、刀具破损监控、压装机涂胶不均检测以及压装不到位或异常等防错。
(1)工件定位和夹紧到位检测 工件定位检测:定位点(一般是3点)通过气密性检测来判断工件是否装夹到位,工件气密性检测一般通过监控气体流量或者压力的变化来判断,如果气体泄露量过快,说明工件和定位面接触间隙(一般合格接触间隙为0.01~0.03mm)过大,工件定位不准,这时用于监控的流量开关或压力开关发出报警信号,机床停止加工,有效防止主轴撞刀并保证工件的加工精度。
工件夹紧到位检测:通过油缸的行程开关、压力传感器或者流量传感器来判断油缸动作是否到位,进而判断工件是否夹紧到位。在我公司连杆生产线上,工件夹紧到位检测首先通过压力传感器检测油缸的夹紧压力,再结合探针检测油缸夹爪的位置来判断工件夹紧是否到位。
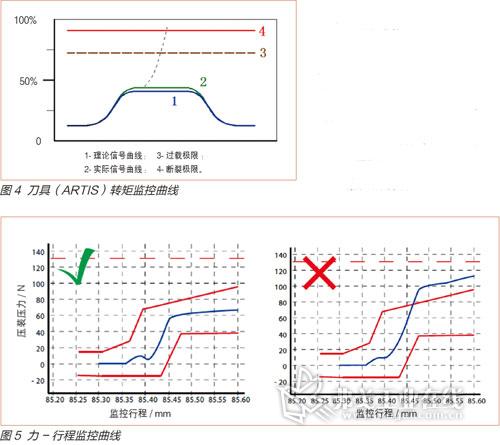
(2)刀具破损监控 在加工过程中,实时监控刀具的状态变化,确认刀具满足当前生产要求,刀具破损监控分为刀具断刀检测和刀具破损检测。刀具断刀检测:在刀库安装机械接触式装置或光电开关进行断刀检测,在刀具完成本次加工任务后,被送到指定位置,需要通过检测来判断刀具是否断刀。刀具断刀检测主要针对细长刀具,例如钻头、丝锥等容易断裂的刀具。刀具破损检测:采用ARTIS转矩检测系统,实时监控加工过程中刀具转矩变化情况,如加工转矩超出ARTIS转矩检测系统设置的最大转矩值,设备停机,防止刀具继续加工、损伤设备;同时机床报警,提示操作者检查刀具状态,刀具转矩监控曲线如图4所示。
(3)压装机防错 涂胶防错:通过色差传感器或供胶系统压力监控,防止碗型塞压装前涂胶机涂胶不均或者漏涂胶情况的发生,从而保证碗型塞压装的质量。
压装异常和压装不到位:压装防错需对压装过程进行实时监控,通过压力和位移传感器检测压头的压装压力以及压装位置的关系,进行“力-行程曲线”分析,如果实际“力-行程曲线”超出理论监测范围,则工件压装不合格,机床报警,提示操作者进行处理,“力-行程监控曲线”如图5所示。
3.发动机装配防错技术的应用
发动机装配防错主要应用在螺栓拧紧和零件取用上,螺纹连接的失效模式主要有螺栓漏拧、重复拧紧及螺栓拧紧、转矩错误等。
(1)螺栓拧紧防错技术 防止螺栓漏拧:在装配线生产过程中,综合考虑工艺及生产节拍要求,操作人员有时在同一工位要拧紧多个螺栓。为避免螺栓漏拧,多采用计数定转矩扳手,当定转矩扳手达到目标转矩后,会发送拧紧转矩合格信号至PLC系统中,PLC系统根据转矩合格信号进行计数、统计并与程序设定次数比较,如系统接收合格转矩信号次数低于程序设定次数,工件无法放行。例如:OP210M工位,需拧紧6个转矩为8~11N.m的M6螺栓,则PLC系统需收到6次拧紧转矩合格信号后托盘方可人工放行;若未完成拧紧放行,则系统报警“拧紧未完成”,提示操作者检查螺栓是否漏装和漏紧。
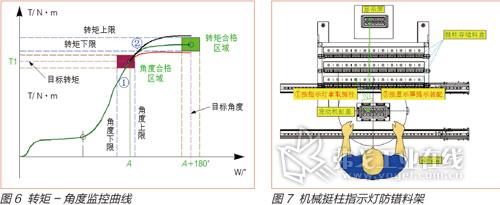
螺栓的拧紧转矩和角度监控:螺栓拧紧强度的影响因素复杂多样,如螺栓烂牙、螺栓清洁度差、螺栓生锈和涂胶、异常涂油、螺栓垫片多装或少装以及螺栓本身强度等。为了保证螺栓的装配质量,我公司通过拧紧转矩控制-角度监控法、拧紧角度控制-转矩监控法,或者两者相结合的方法实时监控螺栓拧紧过程中的状态变化,如果螺栓的拧紧转矩或角度超过了程序的设定范围,机床报警并提示操作者进行处理。例如主盖螺栓拧紧工位采用“转矩加转角”的控制方法(见图6),第一步拧紧螺栓转矩达到T1(45±5)N.m,监控螺栓拧紧角度,此过程能发现螺栓清洁度、生锈、涂胶和异常涂油等因素对装配质量的影响;第二步顺时针旋转180˚±5˚拧紧螺栓,监控螺栓最终拧紧转矩,由于螺栓强度变化,导致最终拧紧后的转矩变化很大,即夹紧力产生较大变化,对主盖螺栓装配带来较大的质量隐患。
(2)零件取用防错技术 零件取用防错技术有两种,一种是零件取用计数防错,通过感应开关感应零件取用次数,如低于程序设定次数,机床报警,提示操作者检查零件是否漏装;另一种是防错料架,例如:轴瓦、气门挺柱放置料架,能防止轴瓦、挺柱取用错误,下面着重介绍下机械挺柱防错料架。
机械挺柱放置料架采用指示灯防错料架(见图7),不同规格的机械挺柱放在料架对应的料盒里。在装配前,“缸盖测量机”和“凸轮轴综合量仪”测量完毕后将挺柱分组信息通过网络接口发送至智能挺柱库的计算机系统中,同时将工件编号信息读入MOBY装置中,当缸盖被输送到该工位时,MOBY读取装置读取出工件编号,液晶显示屏自动显示出该工件挺柱分组信息,同时挺柱库各组别料道的提示灯依次被点亮,操作者按提示灯的显示依次取出相应组别的挺柱,并按规定的挺柱位置装到缸盖上。操作者在每次装配过程中,需拿取指示灯亮的机械挺柱并按照显示屏提示的装配位置进行装配,否则机床将报警,提示操作者挺柱拿取错误。防错料架的应用大幅度降低了零件错装的可能性,提高了发动机的装配质量。
结语
汽车发动机生产线向着自动化,多品种共线生产的方向发展,为了保证生产线正常运行,降低产品加工成本、保证产品质量,防错技术的应用必不可少。现代工业的防错技术并不是仅仅靠现场改善以及增加防错装置来保证产品质量,而是向着在产品设计、生产线规划过程中加入防错方法,采用多层防错技术,剔除造成错误的原因,从源头上防止失误和缺陷,使整线防错技术向防错系统的方向发展,以便更好地降低产品加工成本和提高产品的质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖