螺柱焊在白车身制造中的应用
螺柱焊作为将金属螺柱或类似的紧固件快速焊接到冲压件上用以形成T形接头的方法被汽车制造业所大量使用,其焊接质量对整车质量有很大的影响。本文对螺柱焊在车身制造中使用的焊接工艺选择、工艺参数的设定及检验方法进行了阐述。
螺柱焊也称植焊或螺柱植焊,以其快速、可靠、操作简便及低成本等众多优点被广泛采用。原理是在螺柱的端面与另一板状工件之间利用电弧加热溶化并施加压力完成连接,其兼具熔焊和压焊特征,是一种加压熔焊。本文针对汽车制造中螺柱焊的应用进行论述。
螺柱焊
螺柱焊有电弧螺柱焊和电容放电螺柱焊两种基本方法,两者主要区别是供电电源和燃弧时间长短不同,前者由电弧电源供电,燃弧时间约为0.1~1s;后者由电容储能电源供电,燃弧时间段约1~15ms。
1.螺柱焊焊接方式的选择
电容放电螺柱焊的特点是时间短,热变形小,很适合薄板的螺柱焊接,且不需要气体保护,操作也比较简单,很适合自动化生产线的要求,被汽车主机厂广泛使用。
电容放电螺柱焊有拉弧式和储能式螺柱焊两种:拉弧式电容放电螺柱焊类似于拉弧式短周期电弧螺柱焊,其焊接时间约为3~10ms;储能式电容放电螺柱焊的特点是欲焊螺柱的端面有一引弧尖梢,它又分为接触式和间隙式两种。目前汽车行业应用的螺柱焊工艺是拉弧式电容放电螺柱焊焊,主要采用逆变式焊接电源。
2.拉弧式电容放电螺柱焊工艺
拉弧式电容放电螺柱焊是利用行程引弧的电弧法螺柱焊方法之一。
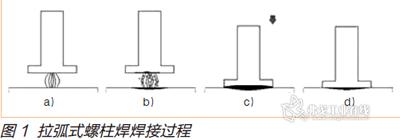
(1)设备及原理 拉弧式螺柱焊设备主要由焊接电源、控制系统、焊枪以及接地钳等组成。拉弧式螺柱焊焊接时:螺柱接触工件,通电后利用螺柱夹持机构提升螺柱(见图1a),此时螺柱与工件之间出现稳定燃烧电弧,电弧热熔化螺柱顶部和工件表面(见图1b),随后螺柱夹持机构压迫螺柱下沉到工件熔池(见图1c),断电后形成焊接接头(见图1d),拉弧式螺柱焊焊接过程见图1。
(2)工艺参数 拉弧式螺柱焊根据焊接时间的长短,可细分为长周期螺柱焊和短周期螺柱焊。拉弧式螺柱焊接工艺参数主要有:焊接电流、焊接时间、引弧电流、引弧时间、提升高度、螺柱伸出长度以及送钉时间等。以下是通过解决螺柱脱落问题的经验总结。
①焊接电流 主要根据螺柱顶部法兰直径来选择,普通低碳钢焊接电流和螺柱直径的关系为:
短周期螺柱焊,I=(95~110)×d,d=3~15mm;
长周期螺柱焊,I=(50~100)×d,d=16~30mm。
②焊接时间的设定 短周期螺柱焊,Tw=(4~5)×d,d=3~15mm;
长周期螺柱焊,Tw=(10~100)×d,d≥16mm。
对于短周期螺柱焊来言,焊接时间通常为20~100ms;长周期螺柱焊通常用于焊接强度要求高,熔池深,焊接时间为200~2000ms。
③引弧电流和引弧时间的设定 这两个工艺参数仅在短周期拉弧式螺柱焊中出现,目的是清除工件表面与螺柱顶部凸缘的油污、油脂或涂层。引弧电流一般为30~50A,可调范围比较小;引弧时间通常为20~40ms。
④提升高度的设定 螺柱提升高度是决定焊接质量的一个重要参数。对于短周期螺柱焊来说,利用电磁感应提升螺柱的焊枪,提升高度通常为1.2mm,利用伺服电动机提升螺柱的焊枪,提升高度通常为1.5mm。

⑤螺柱伸出长度 螺柱伸出长度是螺柱熔化的长度与工件熔池深度之和。对于长周期螺柱焊来说,螺柱伸出长度与螺柱直径成正比,经验值为1.5~6mm;对于短周期螺柱焊接而言,电磁式焊枪的螺柱伸出长度为1.2mm;伺服电动机式焊枪的螺柱伸出长度2.2~3mm。螺柱尖端的长度允差为±0.05mm,直径允差为±0.08mm。
⑥在拉弧螺柱焊时,焊接螺柱直径3~25mm,焊接电流500~3000A;
⑦螺柱的插入速度 当螺柱的直径d≤14mm时,大约为200mm/s;当d>14mm时,为100mm/s。
⑧电弧电压主要取决于提升高度和焊接电流,其值一般为20~40V。
引弧电流与引弧时间根据具体焊接要求进行设定,引弧电流太小或时间太短,则起不到应有的作用,引弧电流过大则导致焊接熔池的提前出现不利于工作表面污物的清理,影响焊接质量。焊接接头区域输入能量的大小是决定焊接接头质量的重要因素,能量不足的时候,螺柱和工件接合处熔化金属量太少,导致接合面积小于螺柱面积;能量输入太高,则熔化金属量增多,接头处 金属飞溅现象严重。

(3)螺柱选用
①螺柱焊的材料选择 螺柱焊的焊接母材有普通低碳钢、高强度钢、不锈钢和铝合金。螺柱焊通常用螺柱材料与所焊母材组合如表1所示。
②母材焊接的最小板厚要求 母材焊接的最小板厚与螺柱端径有关。为了充分利用紧固件强度,防止焊穿和减小变形,母材厚度不小于螺柱端径的1/3,当强度不作为主要要求时,最薄也应不小于螺柱端径的1/5。
③应用实例 某公司车型采用螺柱焊的母材材料与螺柱的选用见表2。
3.试验验证
螺柱材料和焊接工艺参数确定后需进行工艺验证,以确定十分满足生产工艺要求,表3为螺柱焊焊接工艺验证。
质量控制方法
在螺柱焊投入使用前为确保焊接质量,并查明潜在的可疑的缺陷需对所选定的工艺进行实验验证。在正常生产过程中需按周期要求进行质量检验,保证批量生产的合格。试验(检验)方法一般有以下几种:
1.外观检验
外观检验主要针对虚焊、熔池过大、螺柱倾斜变形、母材背面变形、焊穿项目进行检验,检验方法为目视(见表4)。
2.弯曲破坏试验
简单的弯曲方法试验可用锤敲弯或用一段管子套住螺柱把它扳弯,不发生破坏的弯曲角度一般控制在10°~15°,如在规定的范围内螺柱不脱落则为合格。
3.转矩测验
在检查螺柱前(只适合有螺纹的螺柱),将相应的螺母焊接在焊接试片的螺柱上,检测时转动扭力扳手手柄直至螺母或螺柱焊接处开裂,记录数据与设定的标准对比判定是否合格。
结语
螺柱焊工艺在整车制造中大量使用,工艺参数的设定在螺柱焊接过程中起着重要的作用。只有时间、电流、提升高度及螺柱伸出长度等工艺参数合理设定,才能够保证螺柱焊接的质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖