高效RFID助力汽车自动化生产
RFID产品应用于汽车生产过程中,可以提供极高的信息数据读取率,有力地保障了汽车生产的自动化与灵活性、管理信息的及时性与准确性。
汽车制造业中采用的自动化生产信息系统,为每一辆车提供惟一标识,作用于汽车生产过程中的自动化无人值守生产,各类车型生产数据的统计、质量监控以及质量信息的实时采集,并及时向物料管理、生产调度、质量保证以及其他相关的各部门传送相关数据。该系统的应用对汽车制造业的原材料供应、生产调度、销售服务、质量监控以及整车的终身质量跟踪、多车型混线生产等都有着重要的作用。科瑞识别是科瑞集团专注于工业信息识别领域的独立品牌,目前应用的自动化生产信息系统主要包括:条形码、机器视觉和射频识别(RFID)等。科瑞识别对于上述工业领域中经常采用的信息识别产品与技术,有着多年的应用经验与技术积累,能够为客户提供全面的信息识别解决方案。
本文主要以在汽车制造业中十分常用的RFID系统为例,对其在汽车涂装车间自动化生产中的应用进行介绍。
RFID系统的构成和工作流程
RFID是近年来发展迅速的一种快速识别技术,通过对物体的无接触识别获取资料信息,与传统条形码技术相比,具有数据容量大、无接触识别、保存时间长、数据可擦写和适应恶劣环境等特点,被广泛应用于汽车制造业。
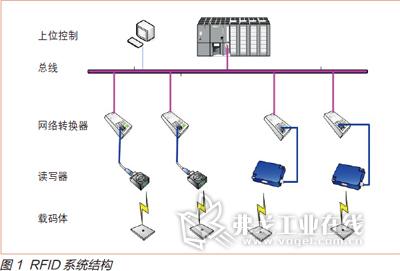
RFID系统包括载码体(数据存储载体)、天线(发射/接收无线射频信号)、读写控制器(控制射频信号的频率等相关信息的生成、调制和解调等)和通信接口(在控制器和上位机之间进行数据通信)等部分。一个典型的RFID系统构成如图1所示。
在汽车生产线上,车体作为生产过程中的主要工件,被固定于输送载具上。常见的输送载具有滑撬、悬链等。载码体通常被固定于载有工件的载具上,伴随着工件运行。在将车体生产的相关信息写入到载码体中后,工件就变成了在整个汽车生产流程中,相关生产信息可以被随时读取和更新的自动化、智能化工件。
根据汽车生产工艺及生产管理需要,在汽车生产中各车间的生产输送线起始点、各个重要工序的起始/结束点,生产传输线的分检分流、自动化操作加工等重要工位设置载码体读写站点,可以将工件的相关生产信息及时地读取出来并传递给相关的生产设备,如焊装车间的焊装机器人、拼装机器人、涂装车间的喷涂机器人及总装车间的分检分流设备等。这些自动化设备接收到RFID系统读取到的生产信息并根据相关信息来执行相应的生产流程,或显示给现场生产人员使用。同时,各个工位的生产流程信息也可由RFID系统实时读取,并通过通信网络传输给上位机及生产信息管理系统,以便于对各个生产环节进行实时的监控和管理。同时还可以对工件的生产流程进行实时的修改,以适应生产过程中的各种特殊情况。
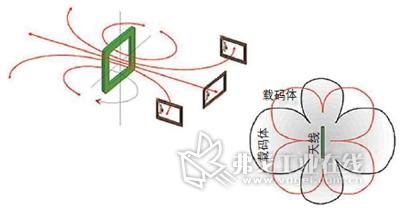
图2 天线射频范围
由于RFID系统中的生产信息是存储在固定于载具上的载码体中,通过读写器将生产信息读取出来并传输给相关工位的加工执行装置或现场生产人员,这就保证了即使整个车间的通信网络出现问题,导致各个工位的控制系统无法与中央生产信息管理系统通信,仍可以保证各工位的实时生产加工不受到影响。
相对于典型的RFID系统,在各个实际工位的RFID系统往往还要增加如下组成部分:工件定位检测开关、生产状况指示灯和HMI(现场人机界面)等,以构成一个完整的可实用的RFID系统。具体的工作流程通常如下:工件定位检测开关检测到工件到达指定位置后,将工件到位信号传递给现场控制系统(通常为PLC)。现场控制系统向RFID读写控制器发出读写指令,RFID系统对载码体中的生产信息进行读写操作,并将获取到的生产信息反馈给现场控制系统。现场控制系统将相关生产信息处理后,在生产状况指示灯、HMI上进行显示,以便于现场生产人员的操作,并对现场工位的生产设备发出相关的工序生产指令进行加工。
RFID系统的性能指标
汽车制造业对RFID系统进行选择时,应主要考虑如下几个性能指标:
1.读写范围
读写范围指的是RFID系统的天线对于各种类型的载码体的可操作范围。多数情况下,现场生产对读写范围的需求主要体现在天线与载码体间的垂直距离上,但少数情况下,天线对于载码体的水平可操作范围也是十分重要的指标选项。读写范围同RFID系统的RF频率有很大关联,一般来说,频率越高,读写范围越大,但同时也越容易受到环境因素的干扰。综合各方面的因素考虑,汽车制造业现场一般选用HF频段作为工作频率。科瑞识别的RFID系统通常采用国际标准的HF频段13.56MHz为工作频率,并提供多种不同尺寸的天线,完全可以满足汽车生产过程中的各种现场需求。天线射频范围示意图如图2所示。
2.操作存储环境
由于汽车生产的工艺需要,使得生产过程中要面临多种复杂环境,例如焊装车间的焊接飞溅火花、涂装车间的高温快速烘炉以及总装车间的机械物理振动等。因此要求载码体、天线和控制器都要有一定的防护等级与耐高温性能。科瑞RFID系统提供全面工业防护包装的载码体、天线和控制器全系列产品,对于焊接飞溅、高温烘炉等都有着良好的适应性能。尤其是耐高温载码体系列,可以耐受高达250℃的高温,完全满足高温快速烘炉的生产工艺需求。
3.载码体存储容量
根据具体生产工艺的不同要求,载码体存储容量从几十到上千字节不等,载码体存储容量越大,可提供的信息量就越多,但其成本也越高。科瑞RFID有从几十到几千字节的多个系列工业载码体,充分满足汽车制造业中的各种具体需求。
4.数据传输速率
数据传输速率包括天线与载码体间的数据交换传输速率以及读写控制器通过通信接口与上位机之间的信息交换传输速率。科瑞RFID系统的天线/载码体间速率以及读写控制器/上位机之间的传输速率,经过全国各地多个生产现场的实际验证,完全可以满足汽车制造业中的各种数据传输要求。
5.通信接口
要求RFID系统能够方便的与现场控制系统,甚至是中央生产信息管理系统进行通信,交换生产信息。科瑞可提供常用的RS232/485/422等串行接口,DeviceNet、Profibus-DP、CC-LINK和PROFINET等现场总线,以及Ethernet/IP、Modbus TCP和TCP/IP标准以太网等高速网络接口,可全面满足汽车制造业中的通信需求。
RFID系统在涂装车间中的应用
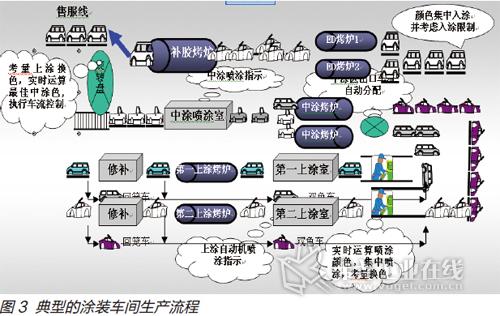
典型的涂装车间生产流程如图3所示。涂装车间的自动化生产信息系统,主要是在涂装生产线上实时采集生产数据、质量监控数据等信息,传送给物料管理、生产调度、质量保证以及其他相关各部门,以求更好地实现对原材料供应、生产调度、销售服务、质量监控以及整车的终身质量跟踪等功能。
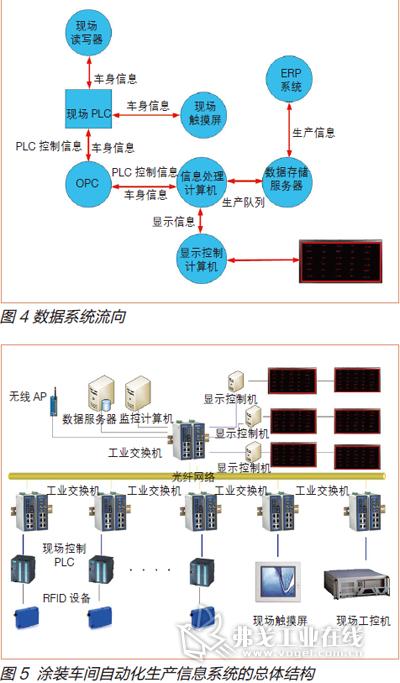
在这一系统中,生产信息数据的流向如图4所示。
在RFID技术应用前,存储车身信息主要是使用条形码,采用条码识别方式的优点是配置灵活、系统成本较低;缺点是数据不可更改、必须光学可视且无耐污性等。而且由于车身信息都存储在PLC或PMC数据库里,所以,对网络通信的速率、可靠性等要求很高,要求有高性能的PLC、大容量的数据库和高速度的PMC主机。
而采用RFID系统的优点是配置灵活、数据可擦写且存储容量大、无需光学可视且耐污性强,适用于恶劣环境使用等。在涂装车间,载码体一般被放在载有车体的滑橇上,自始至终随工件运行,形成了一个随车体移动的数据库,成为在整个生产流程中随身携带数据库的“智能车体”。根据工艺及生产管理需要,可在涂装车间出入口处、工件物流的分岔处以及重要的工艺过程(如喷漆室、烘干室和储存区等)入口处设置读/写器。读/写站主要由工件位置检测开关、标签读/写装置、通信接口模块和人机界面组成。基本过程为:检测开关检测到车体到位信号后,读/写装置开始自动读取安装在滑橇上的标签中所存储的数据,并将数据发送给PLC,同时显示在人机界面上;通过PLC上传给车间生产过程监控系统PMC,进行进一步的处理和运算,从而实现对整个车间工件物流的跟踪和生产过程控制。在生产线上采用RFID技术,不需要所有的读/写装置都和主数据库通信,因此与主数据库通信的失败不会导致生产的停止。
经过工位后,还可以向标签写入数据,因此,RFID在涂装车间车体识别系统中的应用也越来越多。
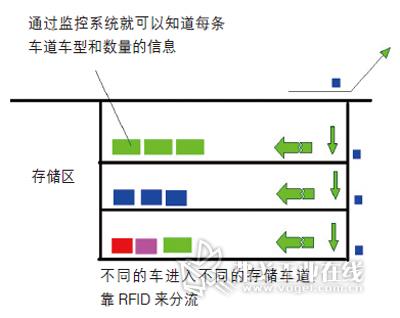
图6 不同的车进入不同的存储车道,靠RFID来分流
与总装和焊装车间相比,涂装车间最大的不同是在电泳及其烘干过程中会出现将近200℃的高温,因此如果要减少车体的载具交接转换次数、提高生产效率,涂装车间的RFID系统必须使用耐高温载码体,来保持其数据的可靠性。科瑞识别的耐高温载码体系列,可以耐受高达250℃的高温,处于世界领先地位,在有效保证载码体数据可靠性的同时,完全满足各种类型高温快速烘炉的生产工艺需求。
涂装车间的自动化生产信息系统的总体结构如图5所示。在整个车间生产设备的自动化控制系统中,采用“集中监测、分散控制”的典型控制模式,依据这一原则,将整个车间生产设备的控制系统分为二级网络。
这个系统以稳定高效为基本原则,配合工艺自动化系统,将生产队列与车身信息相结合,及时指导和反馈现场车身和生产情况,实现每个RFID读写站的准确工作。其主要特性包括:建立在高速以太网基础之上;整个系统的数据实时、高速共享;信息系统数据分布式存储,业务数据自动汇总、分析计算;所需信息通过现场PLC控制系统反馈给网络;初始数据可以通过网络导入或者人工录入。科瑞RFID系统具有高可靠性的信息采集与更新能力、快速稳定的信息传输能力、可灵活配置的网络接入能力,完全满足涂装车间自动化生产信息系统的各种工艺与技术要求。
通常在涂装车间的入口处设有两个RFID的读写器,一个负责把焊装车间过来的滑撬上的RFID信息读出,通过网络传给入口处的另一个读写器将此信息写入涂装车间滑撬上的载码体,然后进入涂装车间的后续工段。

在涂装车间通常是条码与RFID混合使用。有时涂装的入口处也可以装条码扫描器,从焊装来的车身上也可以贴条码,由RFID的读写器将条码信息写入载码体。
涂装车间的后续工艺,如前处理、底漆、面漆、打磨和上胶等,都可以采取条码与RFID配合使用。以面漆入口处为例,由于是比较重要的工位,这里一般条码和RFID都采用。当带有载码体的滑撬经过时,条码扫描器和RFID同时工作(条码扫描器在这里起校验作用),当载码体的数据和条码的数据相同时,说明载码体的信息无误,滑撬继续前进;当二者信息出现差异时,系统发出报警信号,并作出判断,在条码信息读取正确的情况下一般都以条码信息为主,并根据此信息可以追溯之前的出错环节。
进行双重生产信息来源校验是很有必要的。由于条码系统所需的条件是光学可视,工业现场由于振动、油雾等原因可能导致条码系统出现偶然读错的问题。如果在加工工位前获取到的生产信息与实际加工信息不符,就会出现生产事故,小的如喷漆喷错颜色(比如底漆和面漆颜色不一致),大的如出现车型信息错误,造成设备损坏(如打坏喷漆机器人的手臂)等。所以,为了避免上述事故的发生,我们要在加工工位前的生产信息获取上采用双重生产信息来源校验。
简而言之,所有加工工艺点的RFID都遵从一个使用原则,就是加工位置前读加工工艺信息,由加工设备按照读取的信息进行加工。
涂装车间和其他车间一样,都有存储区,用来存放加工过程中不合要求的车体或加工完成后合格但由于各种原因不能送往总装的车体。在混线生产的情况下,及时掌握存储区的车辆信息是必要的。
通常的方法是在各个分岔点的移行机上放置一个读写器,读写器根据读到的信息决定当前的车体是进入存储区还是继续向前。如进入存储区,则通过上位机显示出来,车间的管理决策层通过上位机显示就知道存储区的车型和数量,为把握生产节奏,进行生产计划的制定提供参考依据。不同的车进入不同的存储车道,靠RFID来分流(见图6)。
系统通过现场RFID或者条码设备,将ERP生成的生产信息写入车身信息载体,通过车身信息指导人员和工艺设备生产,更加高效准确地完成生产任务:获取直接订单信息,指导工艺流程生产,准确及时完成订单任务;确保每个工艺的质量;系统可以指导自动化设备准确高效工作;系统能够持续的促进安全、质量、效率和成本的改进;系统作为生产指导,及时更新生产信息,使生产与订单直接挂钩,提高企业竞争力。
RFID系统提供如下的功能:通过生产队列写入车身信息;读取车身信息指导工艺;手持设备及时修改问题车身信息;清空流转至下步工序载码体中信息。
科瑞RFID系统在涂装车间生产现场应用时,其典型的读写站工位设置说明如表1所示。
大量汽车生产企业的涂装车间在采用了科瑞识别的RFID系统后,经过实际生产中的应用效果反馈,可得到RFID应用与否的对比(见表2)。
应用实践表明:在保证正确的机械、电气安装,并对RFID系统进行精准可靠程序控制的情况下,科瑞识别的RFID产品在实际的汽车生产过程中,可以提供近似100%的信息数据读取率,这就有力地保障了汽车生产的自动化与灵活性、管理信息的及时性与准确性。对于现代汽车制造业,RFID系统已经成为了其不可或缺的一部分。
结语
RFID系统在汽车制造业生产过程中的大规模应用,使得汽车生产的自动化、柔性化和信息化得到了大大增强。随着汽车生产过程中RFID系统应用的进一步改进与深入,汽车制造业的按单生产也将成为现实。同时,汽车的制造信息也将伴随着车辆生产、销售和服务的整个过程,为汽车制造业的生产、管理、销售、服务、跟踪、回溯、分析和改进等提供最可靠的信息化支持与自动化基础。
科瑞识别的RFID系统以其优异的耐高温性能、抗干扰能力、大范围的读写距离和集成多种常用的通信接口等独有的特点,成为了汽车制造企业的重要合作伙伴。自20世纪90年代起,在中国汽车制造企业的生产现场,已经有数以千计的科瑞识别的RFID系统投入使用,成为了中国汽车制造业的重要组成部分。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖