浅谈汽车车身焊接生产线规划设计
焊接生产线的规划设计基础是汽车的既定产能目标,根据该目标计算出生产节拍、确定生产协作方式(加工深度)和规划设备投资等。汽车车身焊接生产线规划涉及工艺设计、平面布局(Lay-out)、信息化(生产管理系统)设计、土建及公用系统设计、节能环保设计和人员规划六大方面。
由于消费者对产品多样化的需求、市场变化、生产成本压缩和遵守顾客交货期等因素的驱动下,在进行焊接生产线规划时,应考虑多款车型混线生产,做到“柔性化”生产,本文以规划设计一条可实现单班6万台、双班12万台产能的两款车型(一款4门轿车、一款4门SUV)车身焊接生产线为例,简单论述主要方面。
设计前提
1.工作制度和年时基数
拟采用两班工作制,每班工作8 h,全年工作天数250天。
2.生产节拍
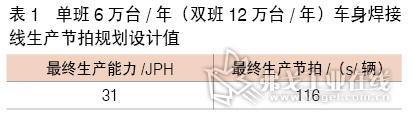
整体规划一条单班6万台、双班12万台产能的汽车车身焊接生产线,按照工作制度和年时基数,则理论生产节拍为:60 000台÷250天÷8 h=30台/h,即30 JPH(JPH:Jet per Hour,每小时产出量)。
对于实际生产来说,考虑到故障时间及其他不确定因素,每小时产出量应在理论基础上增加1~2 JPH,该焊接线的实际生产节拍设计如表1所示。
3.生产协作方式(加工深度)
考虑到部分非关键小结构件委外生产(螺母、螺栓焊接或小总成采购),其他所有白车身总成自制,当产能增加时,考虑更多的分总成委外制作。出于管理上的考虑,自制冲压件周转场地归入冲压件仓库;(产能增加后的)委外焊接总成零件部分归入焊装车间进行暂存和拆分,周转场地需考虑除湿。
4.设计原则
为了灵活面对批量和品种变化、缩短升级换代改造周期以及保证品质、高效产出和低成本投入的车身焊接生产线,设计原则有以下七点:①可靠的生产线体和先进质保设备的投入;②实现内、外物流路径的最短化布局,避免或消除车间内人流、物流的交叉;③柔性化的生产线体,可扩展性强,实现多品种、多平台(近似平台)车型混线生产,能应对批量变化、品种变化、车型追加和车型升级换代等因素;④信息化生产管理,实现各个车间的信息共享;⑤最合理地运用自动化;⑥人性化的作业环境;⑦一次规划,分布实施,总体按照31 JPH的设计和规划,分20 JPH阶段和31 JPH阶段实施。
设计主要内容
1.工艺设计
焊接生产的工艺设计涵盖质量目标设定、流程设计和生产线各功能模块设计等主要内容。
(1)质量目标确定
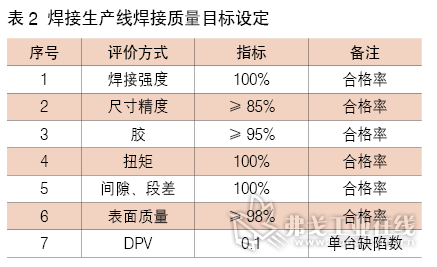
质量目标在焊接线规划之初就应有目标设定,表2为典型的量产后的质量指标。
(2)主要工艺流程及要求
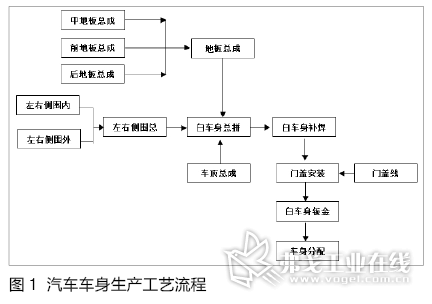
一般来说,根据汽车车身结构,生产工艺流程如图1所示。
在工艺规划时,工艺总要求应满足以下因素:①设备可动率≥95%;②建立车间模块化信息控制系统,配备Andon等软件信息管理系统,实时监控车间是否异常;③除部分小分总成外,汽车和SUV汽车的其余总成均混线生产;④搭建严格的质量保障系统,布置逐级监控的质量设备和设施;⑤生产线具备柔性化,合理设定缓冲区的位置和数量,考虑备份工序的设立(设置多功能工序),尽量考虑通用性好的线体设立;⑥实现平准化的设备配置,能消化工序间的差异,避免瓶颈工位的出现,消除等待浪费;⑦设备布置需充分考虑保全性,保证生产线体的综合运行效率。
(3)模块分析
由图1可知,车身焊接是由分总成到总成逐步完成的。在进行焊接线规划时,必须从小总成到总成,再到白车身总成进行模块设计,并对每个模块的设备方案、质量控制方法、布置方式、物流供给及传送等进行规划设计。在设计各个模块时,应充分考虑轿车与SUV混线生产时的布置方式及混线方式。其中,设备及传输是硬件基础,优秀的设备及传输方式可以保证生产物流的通畅与产品品质的控制。
1)小件生产区 设备方案:悬挂工频点焊机,国产化手工焊接夹具;质量控制方法:目视抽检,关键小总成CMM抽检;布置方式:各大分总成的小总成就近布置,同时小总成临近物流区域或者布置在物流区域内;物料供给与传送:电动牵引车+工位器具,按照2 h的小总成制量生产,手工或电动牵引车搬运到大总成区;其他:非关键小结构件的螺母、螺栓等由相应的结构件、冲压件供应商完成,非关键小结构件总成由冲压件供应商完成。
2)发动机舱总成 设备方案:悬挂中频伺服点焊枪,国产化焊接夹具,选用中频伺服焊枪的优点:①降低生产成本30%以上;②强大的焊接质量分析数据与监控功能;③性能稳定,可靠性高,故障率低;④可用于特殊板料,如镀锌板、高强度板以及厚板、铝合金材料的焊接;⑤可有效防飞溅并降低噪声,改善车间环境。质量控制方案:全尺寸抽检。布置方式:与下车体线就近布置。物料供给与传送:电动牵引车+工位器具的物料供给方式,完成后的分总成通过EMS(自动化自行输送系统)输送到下车体线总成工位。
3)门盖线 设备方案:根据产能规划,拟采用柔性化程度较高的机器人滚边工作站(图2),实现自动涂胶及搬运,滚边机器人单独完成滚边工作,涂胶机器人同时完成折边胶涂胶工作和零件抓取工作,滚边后的门盖总成由人工补焊和打磨焊点;质量控制方案:全尺寸抽检;布置方式:与调整线就近布置;物料供给与传送:电动拖车将所需冲压零件原料件配送到门盖线,完成的门盖线通过手工方式推送到调整线。

4)侧围线 设备方案:往复杆输送,悬挂中频伺服点焊枪;质量控制方案:目视检测+全尺寸抽检;布置方式:紧邻主焊线布置,便于侧围总成快速输送到主焊线;物料供给与传送:电动拖车将所需冲压零件原料件配送到侧围工位,完成后的侧围总成通过EMS输送到主焊线总拼工位。
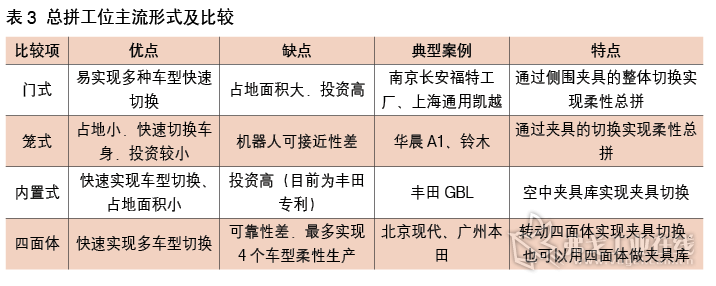
5)主焊线 主要设备方案:①传输线:从成本、可靠性和先进性考虑,下车体到总成下线工位拟采用投资较低的往复杆;主焊线及补焊线拟采用柔性较高且传输速度较快的随行夹具系统(也称台车+高速摩擦滚床),台车可适应4种车型的切换,台车从空中或地下返回;定位夹紧缸为单动自锁缸,只在线头和线尾选择车型和解锁,线中无须供气、电,全程自锁结构;车身识别RFID标签,固定在台车框架上,避开焊接通道;速度编码尺安装在台车上,以便感应设置在滚床上的速度感应器;滚床速度1~1.2 m/s;节距6 m;台车通过举升机举升到空中返回。②总拼工位:考虑到车型混线生产,目前较为流行的有门式、笼式、内置式和四面体四种形式,优缺点如表3所示。通过以上比较,结合产品规划和产能规划,具体方案可以结合项目的综合成本进行最终选择。
6)调整及钣金线 设备方案:采用助力机械手实现门盖的上料和门盖定位夹具的搬运,力矩扳手拟采用气动扳手;质量控制方案:在门盖装配完成工位设置视觉在线检测,对间隙和面差实现可视化监察,如果间隙面差在公差之内,将不对车身进行调整,可提高产品的一致性,同时节约钣金调整工时;布置方式:与主线成U形布局,实现物流最短供给;物流供给与传输:电动拖车进行门盖、标准件和辅料的配送,从门盖装配到钣金完成,拟采用性价比较高的宽板输送,支撑点为柔性支撑,通过举升机将最终完成的白车身输送到WBS,WBS车身存储量不超过3 h产量,不对车身进行编组。
2.生产线平面布局
(1)布局要求
平面布局设计时首要考虑精益生产,采用U形或S形布局,实现最短的物流配送。主要的布局要求如下:①纵向冲压件和横向冲压件由专用料架短期存放在冲压件仓库内,通过蓄电池叉车送到各生产区的有关工位附近, 并将空料架送回到该仓库;②辅料通过蓄电池叉车从工厂辅料仓库运至有关生产区;③物料配送路径与人行路径交叉点最小化,尽量避免叉车通道、蓄电池车通道和手推车通道的交叉混行;④设立新产品试制区域;⑤设立必要的工具、设备维修区;⑥设立员工培训区,用于车间操作技能培训及提升;⑦卫生间、班组园地及休息区充分考虑人性化的布局,实现操作者就近休息和如厕;⑧蓄电池叉车的充电区域紧邻物流区域;⑨车间办公室到各个工位响应时间最短;⑩物流区域作为外协冲压件的暂存区域和拆分区域,需考虑部分小总成线布置在物流区域内,完成焊接后分送到主要模块区域。
(2)布局设想
根据以上布局要求,拟选择车间布局方案(以下布局图均示意主要功能模块的位置,办公区、班组园地等未示意)。布局1为最佳布局方案,布局2、3居其次。
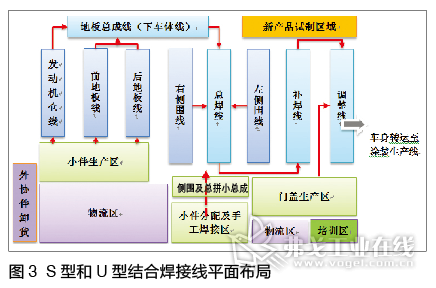
1)布局1 如图3所示,布局1总体为S形和U形结合布局,物料配送量最大的下车体的三大分总成(发动机舱、前地板和后地板)、左侧围总成、总焊线、右侧围总成、补焊线和调整线平行布置,实现物料最快捷、最小交叉的配送。该布置方案适用于物流区域较大,同时对总焊线的紧凑布局要求较高的方形车间,总拼工位柔性化方式最好采用“内置式”结构,以减少总拼工位占地面积。各大总成通过空中输送链搬运到相应工位。该布置方案较为紧凑,适用于一次完成规划。一次性投入时需考虑下车体线和总拼线的柔性设计。
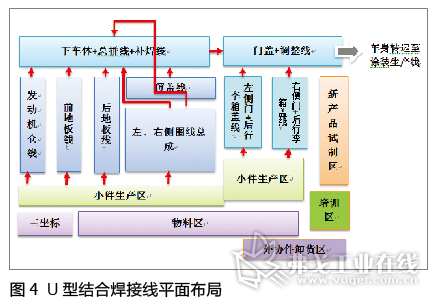
2)布局2 如图4所示,布局2主要采用U形布置方式,使各大分总成平行布局,避免冲压件及原辅料的交叉供给,下车体线、总拼线、补焊线和调整线呈“一字形”布置,该布置方式适用于矩形车间。各大总成通过空中输送链搬运到主线,主要线体的转序方便快捷,可以减少转序举升。主线线体可以根据总拼方案适当调整,总拼夹具可以灵活选择门式、笼式或内置式。该布置方案可扩展性较强,可以在各功能模块预留区域为新车型使用。
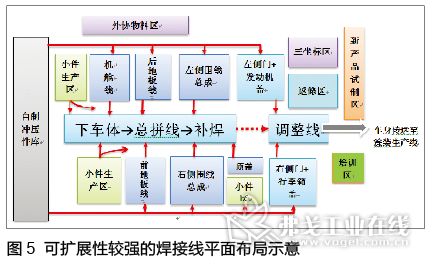
3)布局3 如图5所示,布局3各大分总成分别布置在主线两侧,下车体线、总拼线、补焊线和调整线呈“一字形”布置,主要冲压件从两侧供给,各大分总成通过手工台车或空中输送线搬运到主线对应工位。该布置方案适用于长条形车间,主线传输快捷方便,可扩展性强,但物料输送距离较长并容易产生交叉。
3.信息化
为了实现整个生产车间信息化管理,对生产情况进行采集和发布,信息化设计应包含:①搭建整个制造车间的MES系统;②布置生产信息自动化看板;③设置Andon系统。
4.节能与环保
(1)节能
为了保证能源节省,应做到以下方面:①各分总成沿主焊接线就地布置,以缩短运输路线,节约运输能耗;②在成本允许的情况下,考虑采用更多的中频伺服焊枪,综合节能30%左右;③考虑焊烟热量收集利用。
(2)环保
焊接类车间的焊接工艺主要以电阻焊为主,点焊时会产生焊接烟气,焊后打磨会产生金属粉尘。由于车间机器设备密集,发热量大,所以工人操作有一定的劳动强度,应设计以下环保要求:①点焊密集区和白车身打磨区设置区域排风;②凸焊工位和MIG/MAG焊工位设置烟尘净化装置;③保护焊区设立焊烟收集系统。
结语
汽车产业链之长使其成为一个国家制造业的支柱性产业。车身焊接生产是汽车制造过程中最能体现工业自动化水平的过程,焊接生产线规划设计需要充分考虑投资、物流和品质等关键因素。对车身焊接生产线规划设计,每个公司都有其规划理念,但其宗旨始终是做到物流通畅(零件配送距离最短、无交叉配送)、良好的生产故障预防、既节能又环保和人员配备合理。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论