汽车车身傀儡焊焊装质量控制
汽车行业的竞争越来越激励,除了车身外观性、舒适度、动力性基本要求外,汽车的安全性成为选车的首要因素。汽车的安全性一个很重要的因素体现在车身的焊接质量,对于汽车白车身的焊接设备的选择与使用也越来越广泛,经常遇到部分焊点因工艺原因无法直接进行焊接,为了保证车身焊接质量,此时需要借助傀儡焊机构进行焊接。
傀儡焊的基本概念及技术要求
傀儡焊:间接电阻焊接俗称傀儡焊,即借助外界人工焊接对生产线上焊接位置不畅通、普通焊钳不能焊接的零部件进行的一种焊接。通过人工焊钳在辅助机构上进行焊接,辅助机构引导至需要焊接的零部件位置从而完成焊接。
自动焊:通过电气程序控制对傀儡焊钳的运动轨迹及焊接进行自动控制,使焊钳按照工艺的设定进行自动焊接工艺。
傀儡焊接的机构(图1)主要分为四个部分:普通点焊机构、过渡电极机构、导电电缆机构和傀儡焊钳机构。
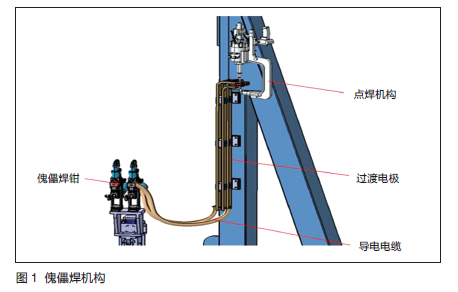
1. 普通点焊机构是点焊通用部分,不作详细介绍。
2. 过渡电极结构
两个电极分别用两块铜板连接,设计时需要注意以下几点:①铜板厚度20 mm,宽度50 mm,两铜板之间必须绝缘;② 铜板固定支架间距为400 mm 左右;③两组铜板间距为30 mm ;④铜板的截面积不得小于640 mm² ;⑤铜板正负极间距为26 mm(图2)。
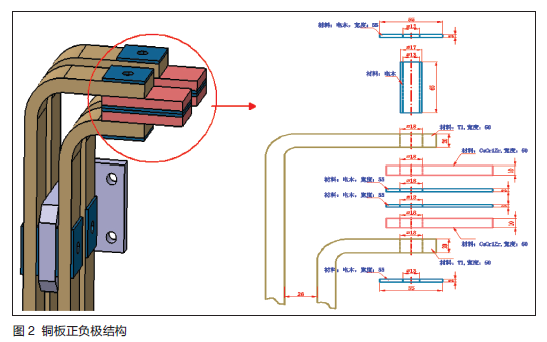
设计时需要用12.9 级的连接螺栓用于铜板的固定,使用双螺母或锁紧螺母,安装需打螺纹防松剂,铜板外部需安装绝缘套。
3. 导电电缆结构
导电电缆机构主要作用是导通低电压高电流,根据通电条件要求,传输间接点焊的单根电缆截面直径大于150 mm²,整个电缆电阻小于300 μΩ。设计要求电缆长度不超过800 mm,需要800 mm以上时,与导电电极并用,并需要有蓝色MC 尼龙卡套对其进行固定。
焊接电缆外部需安装绝缘套,焊接电缆固定需要采用12.9 级的连接螺栓,螺母采用防松螺母或者双螺母,安装时需打螺纹防松剂,拧紧后进行划线。
4. 傀儡焊钳的结构
根据应用实例统计分析,傀儡焊和自动焊多选用X 型焊钳,特殊形式焊钳的选型,需经过公司评审同意后方可使用。结合焊点位置的需要,在满足焊接参数及电极臂受力需求的前提下可以制作多种形式的焊钳臂。
电极臂一般不进行循环水冷却,因为铜质电极本身导热性能非常好,而且傀儡焊接的焊接间隔时间较长,可以进行常温自然冷却。
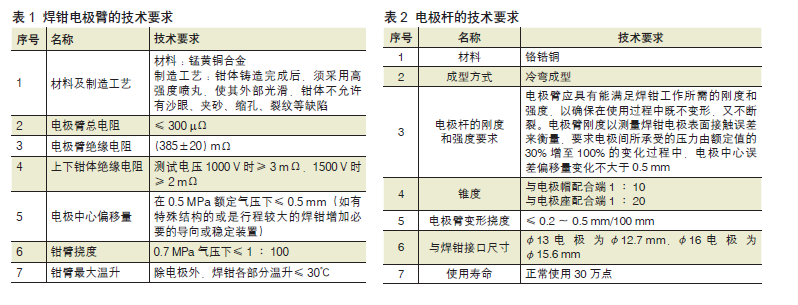
(1)焊钳电极臂具体要求如表1 所示。
(2)电极杆具体技术要求(表2)
特制的焊钳电极也使用铬锆铜加工而成,机构方面可以直接参考普通焊钳的形式,铜制电极越厚,在焊接维持阶段散热效果越好,对形成优质焊点越有益,臂厚度还要满足力臂的强度要求。
(3)电极帽具体技术要求
电极帽:间接点焊一般使用直径为13 mm 或者16 mm 的电极帽,也可以根据需要制作特殊形状的电极帽,根据参数大小,确定电极更换频次(平时需要定期维护,防止在使用过程中因板件表面油污产生炸电极现象而损坏电极),根据使用经验统计,每焊接300 个焊点,需要维护一次傀儡焊钳电极帽。
电极帽选用规制:一般选用0°电极帽,特殊情况下可以选用15°电极帽。
(4)其他附件的技术要求
行程开关安装支架要在焊钳图纸上备注左右都能安装,型号需与电气确认。其他部件按照焊钳相关技术要求执行。焊钳气缸外表面无气孔、沙眼等外观质量缺陷,气缸内壁光滑,保证气密性,气缸装配中预先加入润滑脂润滑,缸盖与缸尾均有骨架防尘圈和O 形圈组合,气缸应在0.5 MPa 工作气压下, 确保电极实测压力与标准压力之差不超出标准压力的±8% ;焊钳在0.1 MPa 压力下, 每分钟闭合55 ~ 60 次,活动自如。
铭牌须清晰并标注以下技术参数:焊钳型号、气压、工作压力、工作行程、辅助行程、重量、制造日期和制造厂家,字迹为打号机打印,同时要求铭牌与气缸之间铆接。
傀儡焊的焊接参数
根据点焊的焊接原理,影响点焊质量的四大要素是:焊接电流、焊接时间、电极端面直径和焊接压力。
1. 焊接电流
一般点焊焊接电流范围为8 000 ~ 15 000 A,通电时间约为10 ~ 20 cyc(1 cyc= 0.02 s),焊接电流传输过程中傀儡部分电缆将损耗电能;另因从手工焊钳到电缆再到傀儡焊钳中间接点较多,连接点电阻较大,也损耗电能,根据现场测量数据分析,电缆或铜板增长1 m 电能损耗约为5%,每个节点也损耗约5%的电能,因此设定傀儡点焊焊接电流时需要增加因电缆和接点损耗的部分。
2. 焊接时间
通电焊接时间:因为傀儡焊钳同其夹具上的其它夹紧气缸一起加压夹紧,所以通电焊接前,傀儡焊钳已经夹紧,所以傀儡点焊的焊接时间与普通点焊焊接时间相同,预压时间与普通点焊相同( 也与手工焊钳开口行程大小有关)。
3. 电极端面直径
(1)手工焊钳电极
因为电极端面将夹在傀儡焊钳的导电铜板上将电流传输给铜板,铜板再将电流传输给电缆或傀儡电极,再传输给需焊接的零部件。接点的接触面积越大,电阻越小,因此,手工焊钳电极端面直径应尽可能增大到电极帽的直径( 选用16 mm ;特殊工位选用13 mm,需评审确认)。
(2)傀儡焊钳电极。
傀儡焊钳电极端面直径与普通焊钳电极端面相同,端面直径为6 ~ 8 mm。
4. 电极压力
电极压力也就是焊接压力。焊接压力的功能是消除零部件变形产生的间隙,也增大零部件表面微观的凸凹接触点面积,在一定程度上减小接触电阻,因此焊接压力也是一个重要焊接参数。
傀儡焊焊接验证
(1)傀儡焊夹具按照技术要求加工、组装完成后,供应商需要测试整个傀儡焊系统能否形成闭合回路。
(2)傀儡焊夹具自验收时,供应商需要验证傀儡焊的电流衰减,验证实际焊接电流是否达到钣金的焊接工艺要求。
(3)夹具预验收时,奇瑞公司按照正常工艺要求验证傀儡焊焊接质量,半破坏性或者破坏性检验满足要求方可达到预验收条件。
焊接控制器选型
(1)焊接控制器选用中频直流焊接控制器,品牌参照《中频电阻焊接控制器战略年框》。
(2) 输入电源: 三相380 V×( 1±10%), 50/60 Hz。
(3) 支持P r o f i n e t、E t h e r n e t / I P、De v i c eNE T、Profibus 等通信方式可选,与电气PLC 进行通信,具体总线协议根据PLC 系统总线协议定义,并提供焊接编程软件一套,编程器一套。
(4) 可编程255 套以上焊接规范。
(5)加热过程:预热、焊接和回火,并支持多脉冲焊接。
(6)具有故障保护和报警显示功能。
(7) 电磁阀规格:DC24V,单电控。
(8)冷却方式:空冷或水冷方式。
(9)具有功率元件过热保护功能。
(10)焊接控制器箱体符合IP54 以上级别的防护,柜门喷塑、柜体镀锌,柜门采用7 mm 矩形锁芯。
(11)焊接控制器有独立的主断路器,配备漏电保护功能,断路器柜外手柄可挂锁。进出电缆配备防水接头。
变压器选型
(1)变压器根据焊接控制器选择中频变压器,品牌选用BOSCH、ROMAN 或小原。
(2)初级电压:500 V 左右;变压器频率:1000 Hz,额定容量: 160 kVA(50%暂载率)。
(3)绝缘等级:F 级,初次级绕组间和绕组与骨架间的绝缘电阻用500 V 直流电压进行试验,测得绝缘电阻不得小于50 MΩ。
(4)变压器电源线安装在拖链内需要采用高柔电缆,进出电缆配备防水接头进行防护。
(5)变压器装有温度保护元件,当变压器温度过高时,控制器显示故障,停止焊接。
(6)变压器采用水冷,冷却水流量 8 L/min,冷却水管路需要安装过滤装置。应用于自动化生产线中的下部线和主焊线,运输和定位下部总成及骨架总成。
结语
本文讲述了傀儡焊的基本概念、技术要求、焊钳参数、焊钳验证、控制器选型和变压器选型对焊接质量的影响。随着汽车工业的迅速发展以及我国私家车数量的急剧增加,汽车工业已进入一个前所未有的发展高峰时期,焊接在汽车生产中也得到广泛运用。因而,焊接质量对生产至关重要。随着轻量化和更高的防撞等级带来新材料及新技术的不断更新,对于焊接质量的控制也出现了一个又一个挑战,我们所要做的就是更加深入地研究,创造新的工艺和更高的标准来保证车身焊点的焊接质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论