智能压力传感器在发动机机加工中的应用
图尔克智能压力传感器广泛地应用在汽车发动机加工中心中,实现夹具夹紧到位检测、液压站压力检测等功能,帮助客户提升生产效能。
工艺概况及应用情况
发动机的生产从毛坯缸体到成品之间的过程分为以下几个步骤:曲轴生产加工、连杆生产加工、缸盖生产加工和缸体生产加工。其中缸盖和缸体的生产加工尤为主要,因为这两个部分配件的质量决定了整个发动机质量的好坏。因而,缸体与缸盖生产线的自动化水平成为判断一个发动机公司生产水平是否先进的重要指标。下面以缸盖生产线和缸体生产线为例进行介绍。
1.缸盖生产线
缸盖生产的基本工艺流程如下:打标记→粗、半精铣顶面,钻铰工艺销孔等孔系加工→粗、半精铣底面和钻铰定位销孔→铣排气面、前后面及相应孔系加工→铣进气面及进气、底面孔系加工→精铣顶面及孔系加工→精镗定位销孔及气门座和导管底孔→中间清洗→装压气门座和气门导管→装凸轮轴盖→精铣前面及钻其他孔系→精镗凸轮轴孔和止口→进排气门座锥面和导管孔加工→精铣底面→最终清洗→除毛刺→压装碗形塞→气密试验和打标记→外观检查。
缸盖生产线的设备主要包括:数控加工中心(主要部分)、压装设备(辅机)以及清洗设备三大类。
其中数控加工中心的作用是对缸盖毛坯件进行铣面、镗孔和磨削(抛光)等加工工艺处理,以上几个加工工艺的好坏直接影响到缸盖成品的质量,需要做到十分精确。同时,加工中心的自动化水平极大程度地体现了发动机生产厂家的整体自动化水平,因此,加工中心的数量占据整个设备总量的大部分,是缸盖生产线的主体设备。本文案例中生产线的数控加工中心均由大连亿达日平机床(YNC)制造,其中使用了大量的图尔克智能压力传感器。以一条缸盖生产线为例,其每个加工中心上均使用了2~3只图尔克公司的PS040V-304-LI2UPN8X-H1141智能压力传感器,加工中心多达10个,那么每条缸盖生产线就有将近30只智能压力传感器在使用;同时,作为夹具夹紧压力到达检测的传感器,要求检测精度比较高,而图尔克的产品凭借其0.5%的精度等级可以完全胜任这种应用。缸盖生产线数控加工中心的夹具夹紧到位检测如图1所示。
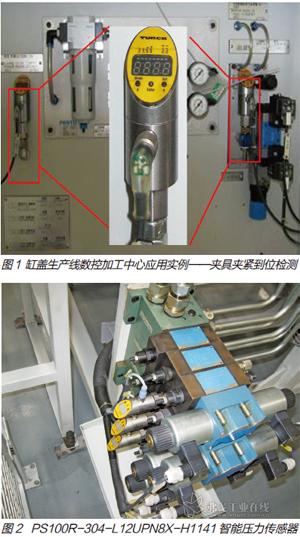
缸盖生产线的辅机设备主要包括五类,分别是:缸盖导管座圈压装机、缸盖闷塞压入机、缸盖碗形塞压装机、缸盖水密封试验机以及缸盖气密封测漏机。缸盖生产线上的辅机设备均由大连智云机床辅机有限公司制造,其中每一台辅机的液压站上均会使用到2~3只智能压力传感器。其中,智能压力传感器的型号为PS100R-304-L12UPN8X-H1141(见图2),其作用为实时检测设备上由液压阀体驱动的动作部分内部油管内的压力,以确保动作部分的到位动作的准确度;图尔克模拟量输出的智能压力传感器产品凭借0.5%模拟量线性度和重复精度确保检测更加精准,从而使得设备到位动作更加准确,避免了由于设备动作不到位而造成的缸盖上零部件压装不合格的问题。
2.缸体生产线
缸体生产的基本工艺流程如下:铣X/Y/Z基准,铣排气面凸台平面,钻112&113输送孔→标记→粗铣底面、结合面、顶面和曲轴孔开档面及半圆孔→半精铣底面,钻、铰工艺孔,钻底面输送孔→粗镗缸孔,粗铣前后端面,粗精铣FIP面→精铣底面、结合面,钻攻底面螺纹孔→精铣前端面,钻主油道孔,钻、攻前后、进排气面孔系→钻斜油孔,各角度面、孔加工→顶面孔系加工→第一次预清洗→油道、水套气密封试漏→装配主轴承盖→半精、精镗缸孔,精铣顶面和后端面,精加工顶面销孔→半精、精镗曲轴孔,精车止推面,精加工后端面销孔→第二次清洗→粗、精和平顶珩缸孔,铰珩曲轴孔→最终清洗→缸孔测量→压装堵塞→水套气密封试漏→终检。

与缸盖生产线类似,缸体生产线(见图3)的设备主要包括数控加工中心(主要部分)、压装设备(辅机)以及清洗设备三大类。不同的是缸体生产加工的工艺更加复杂,因为缸体是汽车发动机油路的汇集部分,相当于汽车的心脏,因此,油道的通路孔较多,这样在对缸体件生产与加工的过程中,镗孔就成为了一项重要的工艺步骤,也是对机加工水平要求最高的一项步骤,包括粗镗和精镗两部分,其主要使用的设备是缸体孔镗床。
这样,在缸体生产线上,进行镗孔的加工中心居多,并且缸体的结构和形状较之缸盖更为复杂,因此,缸体的加工中心上夹具的数量要远大于缸盖生产线,其所需要的智能压力传感器数量也更多。车间内的加工中心有国内的大连机床厂制造的,也有进口设备,每条缸体生产线有11个加工中心,其每个加工中心上均使用了5~6个图尔克公司的PS040V-304-LI2UPN8X-H1141智能压力传感器,主要是进行夹具夹紧压力到达检测(见图4),而其0.5%的精度等级即使对于缸体加工这种复杂的应用情况来说也是游刃有余的。
另外,与缸盖生产过程不同的是,缸体的油道较多,因此,对于缸体的油道及水套气试漏检测也显得尤为重要,如果油道的密封性能不好,会直接导致成品缸体件不合格,乃至报废。缸体生产线试漏机液压站如图5所示。

因此,缸体生产线上,试漏辅机设备也占有比较重要的地位。每条缸体生产线上共有6台试漏设备,与缸盖生产线类似,每台试漏设备的液压站上均装有2~3只图尔克智能压力传感器。其中,图尔克的智能压力传感器型号为PS100R-304-L12UPN8X-H1141(见图6),其作用为:实时检测设备上由液压阀体驱动的动作部分内部油管内的压力,以确保动作部分的到位动作的准确度;图尔克模拟量输出的智能压力传感器产品凭借0.5%模拟量线性度和重复精度确保检测更加精准,从而使得设备到位动作更加准确,避免了由于设备动作不到位而造成的缸盖上零部件压装不合格的问题。
图尔克智能压力传感器的优势
图尔克的智能压力传感器PS300/400/500/600系列产品使用压敏电阻作为测量元件,作用在测量元件陶瓷涂层上的压力使内部的厚膜电阻产生形变,其结果使得连接在惠斯通电桥中的该电阻值改变,进而使得与压力信号成正比的桥路输出电压值发生变化,经过计算后得到测量结果。图尔克PS系列智能压力传感器如图7所示。
压敏电阻测量部件具有非常高的抗过压性能,稳定性好、重复精度高且使用寿命长。因而,这种压力传感器适用于所有需要对液态、气态等流体介质压力进行测量、监视和控制的应用场合。
对于检测流体介质压力的传感器来说,使用环境一般比较恶劣,经常会在布满油污或相当潮湿的环境中使用,这就要求其具有较高的防护等级,图尔克的智能压力传感器产品具有高等级的EMC和高达IP68/IP69K的防护等级特性,在一些恶劣的现场环境中使用也显得游刃有余;另外,图尔克的智能压力传感器本体全部使用不锈钢材料,其可靠的电气及机械连接性能为传感器提供了坚固的结构,实现了高度的操作可靠性;将压力变送器和二次仪表的功能集于一体,高亮的LED数码管显示,既满足了客户现场实时显示的需要,同时具备控制与调整功能,极大地方便了客户的使用;拥有专利技术的防介质泄漏设计可在压力高达240MPa时,防止测量元件突然爆炸时液体外溢,既保护了相关设备,又充分确保了操作人员的人身安全,自始至终保证使用的可靠性。

应用问题及解决
在使用图尔克的智能压力传感器之前,客户也使用过其他品牌不同类型的压力传感器,如传统机械式的压力开关和压力变送器。但是传统机械式的压力开关调整繁琐,精度差;机械运动部件多,易磨损,严重影响使用寿命,最终导致开关更换频繁,很大程度地增加了生产成本;压力变送器虽然无机械运动部件,精度较高,但是仅有变送功能,一般不具备现场显示功能和调整测量范围的功能,客户还需要购买二次仪表用于现场显示和测量范围调整,同样增加了生产成本。在汽车发动机厂的老生产线上,客户使用的均是传统的机械式压力开关和压力变送器,给日常的使用和生产维护带来很多困难,不但增大了工作量,同时也增加了生产成本,带来了很多困扰。因此,客户提出要使用一种电子式的压力传感器,既能够无磨损地实时检测现场液压站和夹具夹紧到位的压力,又具备高精度的特点,同时还能兼具二次仪表的功能,现场显示压力数值并根据需要调整测量范围。
图尔克公司技术人员针对以上要求和现场工况环境,经过现场深入交流,推荐了PS系列智能压力传感器系列产品。该系列产品使用压电陶瓷作为测量元件,能够对液压站和夹具液压缸内的润滑油进行无磨损的检测,极大延长了传感器的使用寿命,杜绝了传感器的频繁更换,降低了生产成本;另外,PS系列产品调整方便,操作灵活、快捷,仅通过两个按键即可完成整个编程菜单内的参数设定,内嵌式的确认键设计以及类似于手机的按键锁定功能,避免了误操作的发生,极大地减少了车间日常生产的维护工作量,提高了生产效率;同时,其高达满量程0.5%的测量精度,兼具信号变送远传功能和对新的I/O-Link通信协议的支持,使得客户仅使用少量不同的产品即可覆盖大范围的压力监控的应用,大大缩短了选型所花的时间,节约了客户的时间,提高了生产效能。
为生产效能带来提升
此次图尔克电容式传感器在某发动机厂新厂生产线上的应用,充分提高了生产效能,给客户带来了快捷与便利,促进了客户高效节约型企业目标的完成。
第一,基于可靠的压力陶瓷组件技术,使传感器具有很好的抗振动和抗冲击性能;IP68/IP69K的防护等级以及全不锈钢外壳设计,使传感器能够可靠工作于各种不同工况,即使是在液压站的油污环境以及加工中心上不断有切削液冲刷的恶劣环境下仍能很好地使用。
第二,其开关精度高,检测范围大。图尔克压力传感器精度可达0.5%,开关设定点可在1%~100%范围内随意设定。这就可以使用少量的型号满足多个量程的检测。这对于发动机生产线这样使用产品数量多、工况复杂的场合尤为适用,极大地简化了选型的过程和备件的种类,使客户的工作变得轻松。
第三,简易、灵活和快捷的操作方式,防误设定设计以及按键锁定功能不但降低了培训的投入需要,而且保证了现场的使用可靠性,减少了现场维护人员的工作量。
第四,传感器能够提供两路开关量信号或一路开关量加一路模拟量信号,满足现场多种不同的信号要求;开关量输出可以提供磁滞模式以及窗口模式,满足检测上、下限报警输出或特定压力范围检测的要求,丰富检测的种类,满足发动机各部分生产线上各种不同的工艺要求。
第五,传感器附加功能丰富,对于脉冲式供油可通过设定开关延时参数来避免开关频繁动作,满足可靠报警的要求;四位数显功能,可清晰显示当前设备运行参数,让使用者实时了解设备运行状况;传感器具备上体旋转功能,方便安装,便于观测。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖