挤压丝锥加工分析
本文阐述了汽车动力总成零件的攻螺纹加工刀具丝锥的常规设计要求及使用条件,分析了在攻螺纹加工中丝锥的一些失效模式和失效机理,建议性地给出了一些实际解决及消除失效模式的控制手段,最终达到了满足加工要求的目标。
汽车发动机、变速器的机加工零件在实际切削加工中,其主要大件使用的攻螺纹刀具较多,其中攻螺纹加工刀具丝锥在切削加工中占相当大的比例。丝锥的加工关系到后续装配部件联接和密封,关系到发动机、变速器正常工作的可靠性,我们必须充分了解丝锥刀具加工过程中的特性,建立一定的控制手段,才能在实际攻螺纹加工中减少或者消除丝锥刀具在使用过程中各种失效模式的出现。
螺纹刀具的分类、特点和用途
螺纹刀具包括螺纹车刀、丝锥、板牙、螺纹铣刀、滚丝轮、搓丝板、螺纹旋风铣头和螺纹切丝头。其中螺纹车刀包括:单刃螺纹车刀,用于车各种内外螺纹;多刃螺纹梳刀,用于车外螺纹及大直径内螺纹;圆盘状螺纹车刀,用于车外螺纹及大直径内螺纹;多齿螺纹展成车刀,以展成法切削大直径外螺纹。丝锥包括:普通螺纹手用丝锥,用于手动攻内螺纹;普通螺纹机用丝锥,用于机动攻内螺纹;螺母机用丝锥(长柄、短柄和弯柄),专用于螺母攻螺纹;挤压丝锥,用于轻合金、软刚的无屑挤压攻螺纹;跳牙丝锥,用于改变切削图形,减少总转矩;修正齿形丝锥,用于减少尺侧摩擦,适于切肽合金等;梯形螺纹丝锥,用于切梯形内螺纹;拉削丝锥,用于拉削梯形内螺纹;螺尖丝锥,用于攻切内螺纹(前排屑);内容屑槽丝锥,用于攻切内螺纹(内腔排屑);管螺纹丝锥,用于攻切管子内螺纹。
丝锥刀具的合理设计
丝锥加工孔,除丝锥直径要满足加工工艺的孔径外,还需考虑加工过程中相关的各种刀具要素。
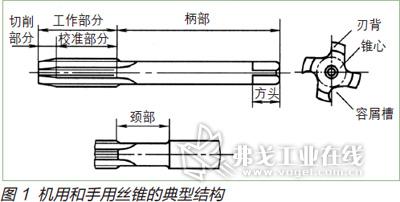
1.丝锥的结构
一般机用和手用丝锥的典型结构如图1所示。
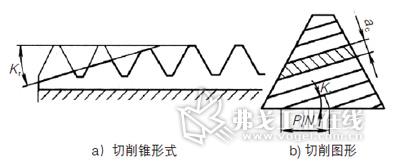
图2 切削丝锥形式和图形(第一种)
2.切削锥部
切削锥部担负切削出螺纹牙型的主要工作量。合理地分配每个刀齿的切削负荷及负荷方式,有利于提高丝锥的寿命、导向平稳性和螺纹表面质量。
目前常用的切削锥形式及切削图形有3种:
(1)切削锥表面与大径成切削锥角Kr,如图2所示。切削厚度ac通过下列公式计算:
ac=(P/N)sinKr(1)
式中 P——螺距,单位为mm;
N——容屑槽数;
Kr——切削锥角。
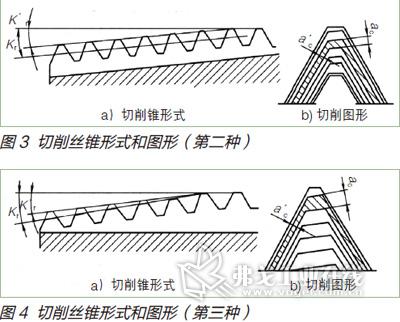
(2)切削锥齿形大径、中径与丝锥校准部分大径成同一锥角Kr,如图3所示。齿侧刃切削厚度通过下列公式计算:
ac=(P/N)tanKr sin(α/2)(2)
其中,α是牙型角。
(3)切削锥齿形中径与校准部分大径成锥角Kr,而切削锥顶面与大径成锥角Kr,如图4所示。切削厚度仍可以分别借用公式(1)以及(2)计算。
第一种切削图形工艺性好,但切出的螺纹质量一般,常用于手用丝锥、机用丝锥及螺母丝锥,第二、三种切出的螺纹表面质量好,常用于板牙精铰等高质量切削用丝锥。
适宜的ac值:加工钢时为0.02~0.05mm,加工铸铁时为0.04~0.07mm,极限值为0.02<ac<0.15mm。根据ac、N及P可以算出Kr值。丝锥切削锥小头端部直径d3应小于螺纹孔底孔直径,一般可用于公式(3)计算:
d3=d0-1.4P (3)
式中d0——丝锥公称大径,单位为mm。
挤压丝锥的几何形状及工作原理
丝锥分为切削丝锥和挤压丝锥,挤压丝锥顾名思义就是螺纹孔在加工过程中靠挤压成形。
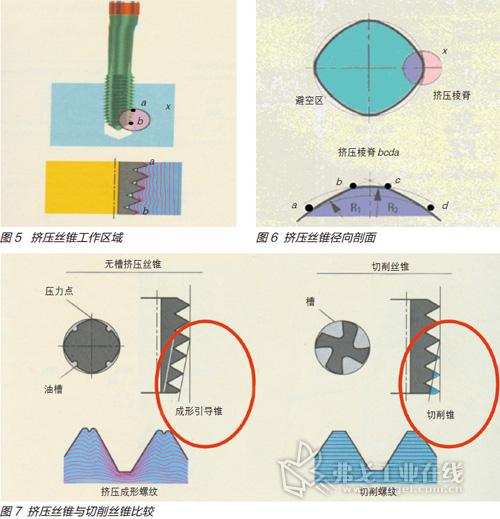
挤压丝锥工作区域带有锥度ab(见图5),以便使工件材料逐步产生塑性变形。径向剖面一般是多棱形(3、4、6棱等),图6所示为4棱形。径向剖面多棱形随锥度部分各剖面直径的变化而变化,但剖面形状基本不变。径向棱脊区abcda(见图6)为参与挤压的工作部分。
挤压丝锥与切削丝锥比较
挤压丝锥与切削丝锥比较如图7所示。
1.工作部分
切削丝锥具有不完全螺纹牙型切削齿及容屑槽,切削齿逐步切入,切屑由容屑槽排出。挤压丝锥具有完全螺纹牙型挤压引导锥,逐步挤入,无切屑产生。

2.丝锥径向剖面
切削丝锥呈圆形,有容屑槽。挤压丝锥呈多棱形,依靠棱脊(压力点)参与挤压,无容屑槽,需要时可设油槽。
3.加工后的螺纹
切削螺纹金属组织纤维是被切断的,齿顶平直。挤压螺纹金属组织纤维是连续的,齿顶呈“M”状,挤压螺纹齿顶是不平整的。
挤压加工螺纹的优点
挤压加工螺纹的优点如下:挤压丝锥加工螺纹是一种先进的无屑成形(塑性变形)加工工艺;挤压加工螺纹无切屑,不会乱扣,不易出现偏摆,螺纹孔不会扩大,螺纹精度最高可达4H级;挤压螺纹表面粗糙度比切削螺纹下降了1~2级;无切削刃,故无崩刃现象,丝锥寿命高,是普通丝锥的2~40倍;挤压螺纹其金属组织纤维是连续的而不是切断的,其强度比切削螺纹提高了30%~40%,由于挤压的冷作硬化作用,螺纹表面硬度比心部提高了40%~50%,螺纹表面耐磨性优于切削螺纹;无容屑槽的刚性设计,丝锥强度高,特别是M6以下的丝锥能承受较大的转矩而不易折断;挤压螺纹时的线速度可以比普通丝锥高。

挤压丝锥的应用范围
高速钢(HHS)挤压丝锥品种、规格繁多,应用非常广泛。硬质合金挤压丝锥始于20世纪90年代,受外径的限制,尺寸不能很大。
挤压丝锥主要适用于延伸率δ≥10%的钢、不锈钢和有色金属及Si含量≤10%的铝硅合金的内螺纹通孔或盲孔的挤压加工。
挤压丝锥广泛应用于汽车化油器、刹车阀铝合金件、电子工业M6以下的各种螺纹攻螺纹、石油工业、机车工业和航空工业飞机起落架等。
挤压力与螺纹底孔的关系
挤压力与下述因素有关:材料的延伸率δ(%)、硬度的高低;挤压丝锥铲背量的大小;挤压引导锥的大小;挤压丝锥螺距的大小;挤压速度的高低;挤压螺纹底径的大小。螺纹底孔直径的减小将使挤压力提高,我们设计推荐的螺纹底孔直径基于挤压过程金属体积不变原理,挤压成形螺牙高度约为理论高度的70%,计算得到螺纹底孔直径。为了挤压工作顺利进行,应严格控制螺纹底孔直径的公差。
螺纹底孔大意味着要挤压的材料要小,相反要挤压的余量要大,螺纹底孔直径大小与螺牙形状的关系如图8所示,挤压成形实例如图9所示。
丝锥断裂
1.实际生产过程中挤压丝锥断裂的原因
根据丝锥断刀的形式不同,造成断刀的失效原因也不同。
丝锥出现折断,往往是主轴上的刀具与刀具实际进给过程中的刀杆前端径向力的增大有直接联系,也就是加工对象与主轴的位移差值造成的。当丝锥头部出现超过刀具承受的径向力时,就会出现折断现象,断裂的部位一般在螺牙根部。而造成丝锥刀柄与丝锥头部出现位移的原因有以下几方面:
(1)同轴度值超过允许极
限 实际生产中,主轴、底孔等的相关联之间的同轴度实际值的大小,直接影响到加工孔的形状位置公差的最后实际大小和是否出现丝锥的折断,一旦同轴度值超过丝锥承受的径向极限,丝锥就会出现折断现象。
(2)加工中出现错位 加工过程中,有些设备如CNC加工中心的回转夹具突然出现脉冲丢失,致使回转夹具出现微小角度的转动,这时正在加工中的丝锥就会出现折断现象。
(3)零件的夹具夹紧力下降 夹具的夹紧力下降或突然松动,致使加工零件的夹紧状态出现松动,丝锥加工底孔位置与主轴上的刀柄出现错位导致丝锥折断。
(4)刀具本身的材质缺陷与特性 刀具在切削过程中,其本身的材质承受不了自身切削加工中的径向力而出现折断或扭断。
(5)丝锥刀具的相关参数不合理 如丝锥在攻螺纹的过程中进给量太大,会造成丝锥的扭断。
(6)刀辅具失效 有些弹簧夹头的失效,如前后磨损程度不一样,导致丝锥夹不紧而出现扭断。
2.减少丝锥断裂的措施
(1)设定合理的切削参数 丝锥刀具的切削参数合理与否,是预防丝锥折断与扭断的关键因素。不合理的切削参数会直接导致丝锥的承受力上升。
(2)推行规范的刀具调整 刀具管理在调整丝锥刀具时,需要按照一定的规范来完成,有些细节更应该注意。比如弹簧夹头一定到拧紧到位。
(3)加工与被加工对象的同轴度保证 底孔的同轴度要与主轴的同轴度保持一致。
(4)夹具的夹紧力不变 加工零件的夹紧力下降或者有些夹具脚没有夹紧加工对象,这样往往会引起丝锥的折断。
(5)刀具检测装置的完好 刀具断刀的检测是为了及时发现当前使用刀具的正确性和预防后道刀具断刀的潜在风险。
结语
丝锥刀具在加工过程中,由于丝锥刀具及加工零件本身的缺陷以及设备等各种不利加工的因素不定期地出现在加工过程中,导致丝锥断裂的现象不可避免。但是我们通过对丝锥断裂失效的分析,建立合适的控制手段,丝锥断裂现象还是可以得到一定的控制或消除。如何降低丝锥断裂的次数和消除丝锥断裂的现象,这需要我们提升分析丝锥断裂原因的能力和建立消除丝锥断裂的措施手段,最终实现丝锥断裂现象的减少或消除。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖