凸轮轴磨削加工中的工件运行状态监控
在凸轮轴主轴颈的磨削加工中,碰撞是数控磨床操作的大忌。经过对生产过程中的碰撞事故的调查发析,奇瑞公司从数控磨床加工件运行速度检测、运行方向监控两方面采取预防碰撞措施,收到了很好的成效。
在凸轮轴加工中,我公司采用的是数控多砂轮组同步磨床(见图1),通过砂轮组的切入式磨削,对凸轮轴所有主轴颈进行同步磨削加工。该设备和工艺加工效率非常高,加工精度和产品质量都完全满足生产要求。

图1 同步磨床及其内部加工区域
但意外的是,该磨床在2009年先后发生了两起砂轮组与凸轮轴碰撞的严重事故,导致出现10组CBN砂轮报废等一系列不良后果。通过对事故的调查分析,我们认为发生碰撞事故的根本原因是:由于该磨床只通过伺服电动机编码器对头架运行速度进行反馈跟踪,而对工件实际运行状态没有进行全闭环监控,致使在送料托架机构发生故障时,系统未检测出工件是否正常旋转,最终未自动执行中断保护程序。
磨床厂家的技术人员虽然认可我们的分析,但同时也表示,凸轮轴下部空间问题难以对其进行改进。面对紧迫的生产任务,虽然厂家无能为力,但我们却不能放弃。通过反复测试,我们利用SIEMENS S7200 PLC的高速计数功能,实现了当工件出现转速和方向异常时,发出报警信号到磨床的控制电路中,由磨床控制系统进行紧急安全回退处理。自当年年底机床采用了这项防撞措施以来,至今再未发生碰撞事故,取得了明显的经济效果。本文就此案例的改进方案进行详细介绍。
技术分析
在凸轮轴主轴颈的磨削过程中,该磨床的工件主轴由电动机驱动以低于砂轮的速度按一定方向旋转,一旦因某种故障(如驱动齿损坏等)使凸轮轴失去驱动力,凸轮轴与砂轮接触后,将贴靠在砂轮上被砂轮带动与砂轮反向同线速度高速旋转,将不能产生磨削效果,砂轮与凸轮轴会发生挤压导致砂轮、凸轮轴碎裂甚至人身伤害等恶性事故,因此对工件主轴的旋转状态进行全程监控就显得极有必要。
目前,大多数磨床不具备工件旋转状态安全检测功能,部分磨削机床采用的工件旋转状态安全检测技术主要有以下两种方式:
1.采用非接触式传感器和速度继电器,安装简单,价格低廉,但存在两个问题:一是只能检测出工件低于正常转速的状态,而磨削过程中工件主轴失去驱动力工件反而会高速旋转,目前不能检测高于正常转速的状态;二是正常磨削时工件一般与砂轮同向旋转,磨削过程中失去驱动力后会与砂轮反向旋转,目前不能检测旋转方向。所以,此种检测技术可靠性不高。
2.采用编码器检测,可靠性高,但造价高昂,且受安装条件限制,某些磨床床身无法安装,适用场合不多。
由此可知,前者的检测技术可靠性不高,后者的安装受限,使用场合不多,都不适合我们的实际应用。为此,我们需要另辟蹊径,寻找更合适的解决方案。
改进措施
1. 要因
(1)凸轮轴上料机械手定位块磨损,传输过程中工件角度偏移,导致凸轮轴传输到位时,尾架夹紧后头架驱动齿不能定位在凸轮轴信号轮的传动部位,与信号轮干涉将其打碎。更严重的是,凸轮轴在与砂轮接触前如果失去驱动力,凸轮轴旋转速度会降低直至停止;而在与砂轮接触后,凸轮轴会因贴靠在砂轮上被砂轮带动,转速大幅增加并且旋转方向发生改变,造成磨削进给时将砂轮打碎。
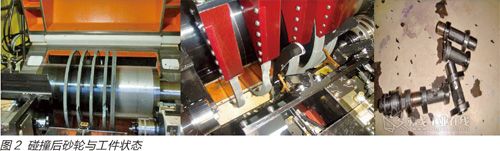
(2)机床上料托架变形,翻转到工件主轴位置时凸轮轴不成水平状态,顶尖夹紧时Z 轴没有插入凸轮轴顶尖孔内,造成凸轮轴歪斜。此时砂轮快速进给到距离凸轮轴很近的位置,然后轴向量仪开始检测,但因为凸轮轴歪斜,所以砂轮在快进过程中发生碰撞(见图2)。
2. 要因分析
通过对事故细致的调查分析,我们得出结论:由于该磨床只通过伺服电动机编码器对工件主轴运行速度进行反馈跟踪,而对凸轮轴运行状态(运行速度、旋转方向)没有进行全闭环监控,致使在送料托架机构发生故障时,系统未检测出凸轮轴是否正常旋转,最终未自动执行中断保护程序。这是发生碰撞事故的根本原因。
3. 监控措施
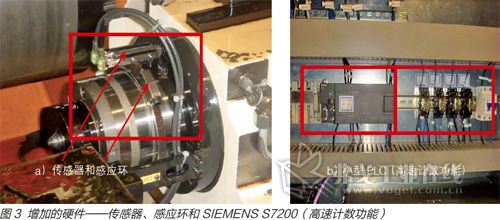
本项改进技术使用两个非接触式传感器和小型PLC(SIEMENS S7200高速计数功能)、自制感应环(见图3),使工件主轴每转一圈两个传感器输出两路相位相差90°的方波信号,对单位时间的方波进行计数,可以测出凸轮轴的转速,设定转速的上下限值可对高速和低速两种状态进行监控。另外,根据两路方波信号超前或滞后90°的状态可以判断旋转的方向:当凸轮轴正转时,X0(时钟A相)脉冲超前X1(时钟B相)脉冲90°;当工件反转时,X0(A相)脉冲滞后X1(B相)脉冲90°。因此,根据两路脉冲的超前和滞后状态即可判断工件的旋转方向。传感器和感应环安装在工件主轴被动轴上,可以直接反馈凸轮轴的运行状态。
以上过程在小型PLC中编程进行处理,在砂轮快进到安全距离时停顿,启动检测功能,当出现速度异常或方向异常时,PLC立即输出异常信号,只需将此异常信号接入到机床的控制系统中,使机床停止磨削,砂轮返回,即可实现安全保护功能。在正常磨削结束砂轮回退后,复位检测功能,不会产生误报警影响下一次加工。
应用效果
针对目前磨床工件旋转安全检测技术的现状,本项改进措施的特点是:造价低廉,安装使用方便,适用于大多数磨床;可以检测工件高速和低速两种异常状态;可以检测工件旋转方向变化。传感器和感应环安装在尾架上(见图3),大多数磨床均可安装,小型PLC造价与速度继电器相差不大,远低于编码器的价格,因此具有了造价低廉、适用面广等优点。
自在磨床上增加了此项工件旋转速度、方向检测的防撞改善措施以来,我公司的凸轮轴加工过程中至今再未发生碰撞事故,不仅使得机床本身的性能得以提升,且对凸轮轴的产品质量保证等方面都带来了明显的经济效益。国外工程技术人员认为难以解决的事情,我们成功解决了,并且将此项改善技术列入了公司磨床设备规划通用技术标准,另外添加改进技术后使设备操作更加智能化,大大提高了生产的安全性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖