凸轮磨削产生小平面的解决方法
在凸轮轴的加工中,凸轮的磨削是其工艺技术关键,其表面加工质量尤为重要。针对凸轮表面的加工质量,本文主要介绍了奇瑞公司发动机厂某凸轮轴线OP70序凸轮磨削产生小平面的问题分析及解决方法。
凸轮轴作为汽车发动机上配气机构的重要组成零件,用于控制气门的开启与关闭。由于凸轮轮廓属于异型曲面,所以加工工艺和方案也较为复杂,尤其是凸轮表面的加工质量和型线误差,直接决定了凸轮轴在发动机进气和排气工作循环中是否会产生进、排气阀和凸轮之间的冲击和振动,影响汽车发动机在工作中的平稳性。
在凸轮轴的加工中,凸轮的磨削是其工艺技术关键。目前我公司该加工工序采用德国JUNKER公司的JUCAM 5000/10C数控凸轮轴磨床对凸轮进行粗磨和精磨(见图1),磨削主要依靠机床的X轴(砂轮进给)、Z轴(工作台左右移动)和C轴(工件旋转),配合自定心中心架,以精确的角度控制和砂轮进给进行插补仿形磨削,完全取消了机械靠模,具有良好的柔性。但在实际生产过程中,磨出的凸轮轮廓表面会出现小平面、多边形、振纹及亮线等质量问题,尤其是机床机械装置发生恶化导致加工存在质量缺陷,往往无相关经验的工艺工程师和设备工程师很难找到问题点。因此,分析探索质量问题产生的原因,寻找问题点,尽快恢复机床原有功能和精度,是摆在工艺和设备人员面前的首要难题。

数控凸轮磨床的性能
考虑一次装夹状态下可获得更高的加工精度,JUCAM 5000/10C数控凸轮磨床采用带B轴回转的砂轮架,其砂轮架配置2个砂轮主轴,并安装直径一大一小2片砂轮。在磨削过程中使用大砂轮完成凸轮形面大余量切入式粗磨,以求快速切除凸轮毛坯上的大部分余量,缩短工件加工时间。采用CBN砂轮粗切可实现半径方向上最大5mm的切削余量。而采用小砂轮完成凸轮表面的精磨,达到凸轮表面质量要求,降低表面粗糙度值,精磨后可以达到Rz6.3mm。
JUCAM 5000/10C数控凸轮磨床X轴(砂轮进给)丝杠采用静压丝杠,由静压轴承支撑并与静压导轨组合使用。X轴采用光栅尺进行闭环反馈,提高了机床性能和可靠性。在磨削加工时,工作台上装置4套自定心中心架进行支撑零件,C轴驱动工件精密旋转,砂轮架前后(X轴)移动,工作台左右(Z轴)移动,满足8个凸轮的磨削要求。
凸轮磨削产生小平面的问题分析及解决方法
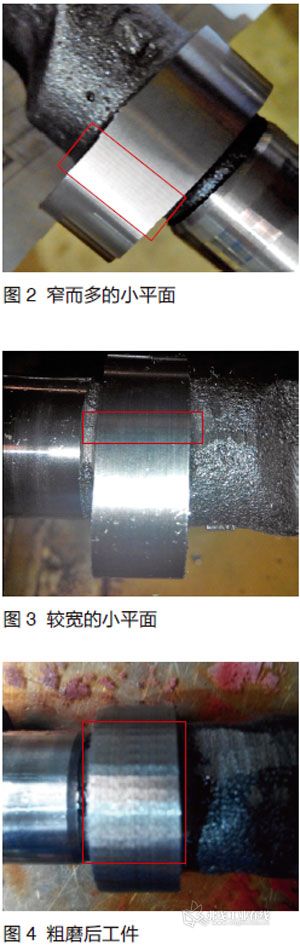
奇瑞公司发动机厂某凸轮轴线有2台JUCAM 5000/10C数控凸轮磨床,其中1台(OP70-2)凸轮磨床更换新的金刚辊轮,磨削凸轮表面出现小平面,如图2、图3所示,主要在轮廓的开启段与基圆交接处,最小平面宽度约0.5~1mm,最大2~3mm,且同一根凸轮轴的8个凸轮均在同一位置出现小平面。
在实际生产过程中,这种质量缺陷对于没有经验的工艺工程师而言,短时间内很难锁定产生原因,而长时间停机则会严重影响生产效率。通过分析,我们最终找到了失效原因,并及时进行了处理,解决了OP70-2加工过程中凸轮表面出现小平面的问题,保证了产品质量。

1. 粗精加工余量
一般情况下,我们不太关注粗磨的加工情况,认为粗磨仅仅是为了减少精磨的加工余量,是为了精加工的加工质量而进行的预加工,其允许的变差大,而精磨才是决定产品质量的关键。因此往往较为注重精磨的状况,而忽视了粗磨的状况。
但是实际加工过程中经常出现粗精磨余量分配不合理,粗磨后的表面缺陷(见图4)在精磨无法修整,最终缺陷保留在凸轮表面。因此,粗磨的质量控制是不容忽视的,磨削余量的定期检查是非常必要的。
通过OP70-2与OP70-3机床的加工验证(见表),我们排除了磨削余量对小平面的影响。

2. 工件支撑系统精度
查看磨削过的有缺陷零件,初步分析4个中心架的轴心线调整不一致,工件在旋转时扭曲点正好和凸轮开启段与基圆交接处中和,致使C轴在这个点与砂轮架之间振动而出现平面。现场检测验证:把芯棒夹紧后,检测2~5轴颈跳动值均为0.002mm,说明零件支撑系统精度满足要求。在工件支撑系统精度良好的情况下,检查小砂轮磨削时砂轮架也无干涉情况。
3. 工艺参数
(1)磨削参数
①查阅机床说明书,小砂轮X轴的加速度设定要求为(-1.5~+1.5)m/s2,咨询磨床生产厂家,厂家反馈X轴加速度设定不超过2m/s2。现场检查此处参数设置与机床设定要求一致。
②切削参数的调整是解决问题过程中比较方便的手段,此次降低砂轮磨削转速,加工验证无明显改善效果。
(2)砂轮修整参数
①考虑到更换新的金刚辊轮(修整器)后加工出现小平面,初步分析可能是金刚辊轮(修整器)本身存在问题。再次更换新的金刚辊轮(修整器)进行加工验证,没有任何明显改善效果。检查该机床小砂轮直径为84.7668mm,砂轮有效磨削厚度3.1034mm。砂轮直径已小,磨削性能降低,于是调整砂轮修整进给量进行验证,修整量由0.003m/次调整至0.005mm/次,修整次数由6次调整为8次(目的是把砂轮修整粗一些、锋利些)。加工验证无明显改善效果。
②考虑砂轮直径已小,且调整修整参数无效的情况下,更换新的小砂轮进行加工验证。更换小砂轮后磨削凸轮表面的状态发生变化,整个凸轮表面均有小菱面(见图5)。砂轮修整速度从70m/s提高到80m/s,加工验证凸轮表面状态非但没有好转,反而更差。为了找到问题的症结,还是恢复原有参数,同时换回原小砂轮。
4. X轴反向间隙
通过上述相关验证均未改善凸轮小平面缺陷,经咨询磨床生产厂家,分析可能主要的原因是X轴静压丝杠反向间隙偏大,即砂轮进给X轴在换向进给时存在滞后响应误差。根据凸轮加工特性,砂轮X轴向前加工到位,需要反向进给加工时,此时反向进给滞后,瞬间把缺陷留在零件上,形成小平面。
JUCAM 5000/10C数控凸轮磨床X轴静压丝杠反向间隙要求δ≤0.01mm。X轴静压丝杠反向间隙可用百分表、千分表来测量。以千分表测量为例,按照以下测量步骤操作:
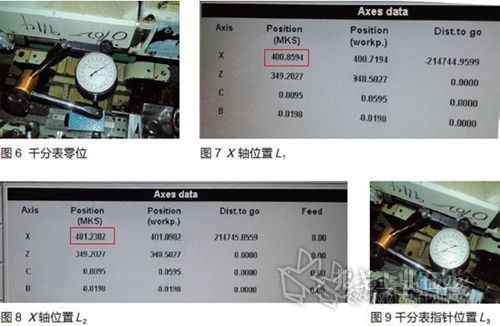
(1)首先将X轴光栅尺进行屏蔽,然后将千分表调整置于X轴工作台上,且表头对准Z轴工作台+侧的表面,通过手动操作将被测X轴从正侧向负侧移动一定距离,并调整指针对准零位(见图6),注意要使表头有一定的压入长度,此时记下机床界面X轴位置L1(见图7)。
(2)将X轴向正侧移动一定距离,此时记下机床界面X轴位置L2(见图8)及百分表指针移动位置L3(见图9)。
(3)通过计算X轴移动距离L4=(L2-L1)/2与百分表指针移动位置L3之间的差异,计算反向间隙δ=L3-L4。
根据上述检测结果:L3=0.098mm,L4=(401.2302-400.8594)/2=0.1854mm,由此计算得出OP70-2机床X轴静压丝杠反向间隙为0.0874mm,结果超出机床出厂精度要求(δ≤0.01mm)。
设备工程师更换X轴丝杠后,重新检测X轴静压丝杠反向间隙约0.015mm(略高于出厂要求)。按照操作规程定标修整砂轮,打表确认中心架跳动,确认无问题后开始加工,检查凸轮小平面消失,问题得以解决。
结语
某些机床零件因磨损而失去原有的功能和精度,往往会在加工零件的过程中呈现相关的质量缺陷,尤其是一些未曾出现过的机床故障,隐蔽性强,此时需要工艺工程师与设备工程师深入分析及验证,剥离故障的表面现象,找到问题的症结。
此次凸轮加工中出现的小平面问题是以往没有出现过的,因此,我们对日常工艺维护过程中遇到的复杂技术问题进行经验总结,希望能够给从事德国JUNKER公司JUCAM 5000/10C数控凸轮磨床的工艺、设备人员以启发和借鉴,帮助他们在工艺维护过程中少走弯路,提高维修效率,规避质量风险。当然,凸轮加工还存在很多的变差因素影响,这需要工程师不断探索、总结和优化,提高产品质量,提升产品竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖