铸铁孔刀具问题的分析和解决
针对加工过程中由于刀具异常断刀导致刀具寿命达不到工艺要求的问题,本文结合产品和工艺要求,对铸铁工件的材料特点、刀具结构的选择、切削参数、切削液以及工件定位装夹等进行了分析,提出了解决方案。
神龙汽车有限公司EW系列发动机缸体线自投产以来,经常出现加工曲轴箱连接螺栓孔的硬质合金枪钻异常打刀,刀具消耗居高不下。在实际使用中,钻头平均寿命不到150件,远低于工艺理论寿命(500件),直接影响了该线的产出和成本。本文就该问题的分析和解决过程进行详细的阐述。
图1所示为刀具加工70件时失效的状况,可以发现,刀刃有异常磨损痕迹但未完全被破坏,刀具从后部折断,同时刀具失效时加工孔内有堆积切屑的现象。

图1 刀具加工70件时的失效状况
工艺方案分析
在孔加工中,工件材料、工件刚性、刀具选择和夹具刚性无疑都对加工有着重要的影响,在加工设备已经选定的情况下,结合现场实践经验,可以从毛坯、刀具和夹具三个方面进行分析,来解决刀具的寿命问题。
1.毛坯分析
(1)材料分析
EW系列发动机缸体为铝合金材质缸体,缸套、曲轴箱等易磨损及受力部位镶嵌铸铁件。曲轴箱镶嵌铸铁件材质为GS600,硬度为229~269HB。
分析毛坯镶嵌件材质,硬度平均值范围260~300HB。通常情况下,毛坯的硬度越低,均匀性越好,更有利于切削加工,切削加工时刀刃所承受的切削力就越小,切削刃的磨损速度会相应降低。
(2)余量分析
加工设备采用卧式高速加工中心,X/Y/Z三轴为直线电动机驱动,配置25kW电主轴,刀柄与主轴连接为HSK63刀柄。
670-679孔为主轴承盖贯穿螺栓安装孔,毛坯带底孔,位置度要求为¢1mm,其中671-675为¢9mm底孔,676-679/670为¢10mm底孔。670-679孔成品位置度要求0.3mm,孔径要求¢12.42±0.2mm,垂直度要求0.165mm,孔深70mm。
受毛坯底孔位置度影响,刀具切削时切深变化,最大切深可达2.2mm,最小切深0.7mm。加工时刀具切深不均匀,可能导致刀具加工时径向受力过大而折断。
2.夹具定位装夹分析
如图2所示,工件采用圆销215、216和217定位限制X和Y方向位置,PBA1\PBA2\PBA3三点支撑定位。
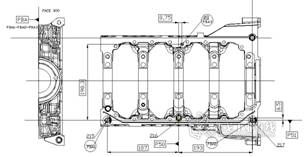

图2 工件的定位和支撑
通常,在零件加工过程中,零件的夹紧装置是否正确、可靠,对保证零件加工精度有直接影响。因此,必须确保夹紧过程中,工件受夹紧力作用时,不破坏工件既定位置;夹紧力大小适当,保证工件加工中不因受外力作用而产生移动或振动,不允许工件产生变形或损伤,夹紧稳定、可靠。
由于毛坯主体部分为铝合金结构,在零件进行钻削加工时,离支撑块较远的位置会产生挠性变形,使钻孔方向倾斜,加工时刀具刀杆部位可能产生变形,导致刀具径向异常受力,出现刀具折断。因此,改进装夹后零件刚性是改善加工的另一方向。
3.刀具分析
专业的枪钻系统由单刃或双刃的枪钻、高压冷却系统组成。枪钻柄部被夹持在机床主轴上,钻头通过导引孔或导套进入工件表面,可加工出位置度、直线度和圆柱度很高以及孔壁光洁的深孔,适合加工大长径比的深盲孔。
(1)切削力分析
枪钻钻刃是整个枪钻的关键部分,其独特科学的组合结构保证在完成切削工作同时还起到自导向的作用。钻刃有两个基本度,可以根据被切削工件的材料及形式来选择最恰当的组合,以便于加工时产生更好的平衡切削力和断屑,并将切削力传递给支撑凸肩。钻刃有很小的倒锥度并且直径较刀身略大,从而保证钻身可以在切削孔内自由旋转而不会磨擦孔内壁的切削表面。
枪钻切削刃被钻尖分为外刃和内刃,内外切削刃上所受的切向力Ft、径向力Fr和轴向力Fa如图3所示,加工盲孔时外刃的径向力Fr1稍大于内刃径向力Fr2, 两者合力指向刀具轴心, 合力使钻头向内侧弯曲, 使钻孔直径有变小的倾向。根据硬质合金枪钻的受力平衡分析,要求外刃径向切削力等于内刃径向切削力,但实际加工过程中很难保证。为了避免钻孔偏心,只有外刃径向切削力大于内刃径向切削力,才能使径向合力始终作用于待加工表面。在扩孔加工时,切削余量小于外刃宽度,只有外刃参与切削,加工产生的较大径向分力,这就需要通过导条的支撑力平衡。
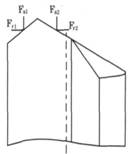
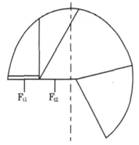
图3 枪钻的受力分析
(2)切削液分析
切削液可以吸收切削过程中产生的切削热量并将切屑及时冲走。该方案中使用高压内冷切削液,机床配备增压泵,可以给刀具提供最大7MPa的切削液。枪钻刃部有单圆孔肾型孔和双圆孔的通道同刀身的油道连接,高压的切削液可以通过此通道到达切削点,并将切屑带出工件。刀身有110~165°的V型槽,高压切削液经驱动柄刀身油孔到达刃部后从此V型槽排出孔外,并将切屑带走,防止切屑卡住刀头,可以保持钻尖处于一个适宜的工作温度环境,有助于延长刀具的寿命。
此外,切削液有降低刀具与工件间的摩擦和切削力,保持工件润滑的作用。对于枪钻类刀具,需要保证导条与工件良好的润滑,减少加工时的摩擦。有相关资料介绍,钻孔时浓度降低也会使刀具寿命减少90%,目前钻孔所用切削液是乳化液Q622,浓度为13%。
在本产品加工中,受限于刀具结构,刀具加工至孔一半时,刀具容屑槽已完全进入孔内,冲屑效率急剧降低。
(3)切削参数分析
刀具耐用度的定义是:刀具刃磨后从开始切削到磨损量达到磨钝标准为止的总切削时间。由定义可知,刀具耐用度越高,刀具寿命越高。刀具耐用度与切削参数关系密切,可以通过以下公式来体现:
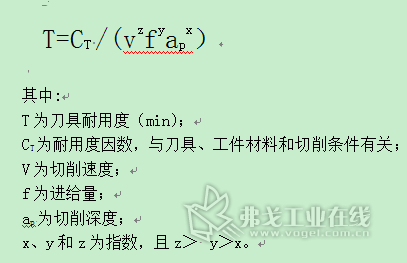
从公式可知,在切削参数中,切削速度对刀具寿命影响最大,进给量次之,切削深度影响最小。在钻削中,选择正确的钻削主轴速度和进给率,是保证工件加工质量、提高生产率和确保刀具有效寿命等的又一关键因素。在机床允许的条件下,选用较大的背吃刀量和进给量比选用较大的切削速度更有利,在满足加工节拍的要求下,尽量采用较低的加工速度,可以提高刀具加工寿命。
4.分析结论
结合刀具失效状况,针对加工系统中的工件、夹具及刀具的分析可知,刀具异常折断主要由以下问题造成:
(1)工件装夹后刚性较差,导致刀具与加工面有相对滑移,同时工件材料硬度超差,导致刀具切削刃异常磨损,刀具切削力快速增大。
(2)毛坯底孔位置度散差大,切削余量不均匀,钻削时切削力不稳定;
(3)加工后半段冲屑效果差,导致刀具散热变差,加速刀具磨损,切削时刀具承受扭矩增加。
(4)刀具切削参数对刀具寿命有一定影响。
优化措施
结合分析结论,制定对应的优化措施:优化毛坯硬度和位置度;优化加工参数;更改刀具结构,优化冲屑;优化夹具结构。
1.毛坯改善
我们要求供应商将对毛坯预钻孔位置度进行改善,位置度由¢1mm控制到¢0.8mm,严格控制铸造温度,毛坯镶嵌件硬度控制在229~269HB,减少反白口组织,保证金相组织的均匀性和一致性。通过挑选2000件硬度在229~269HB的毛坯进行试验,切削刃的磨损有明显改善。
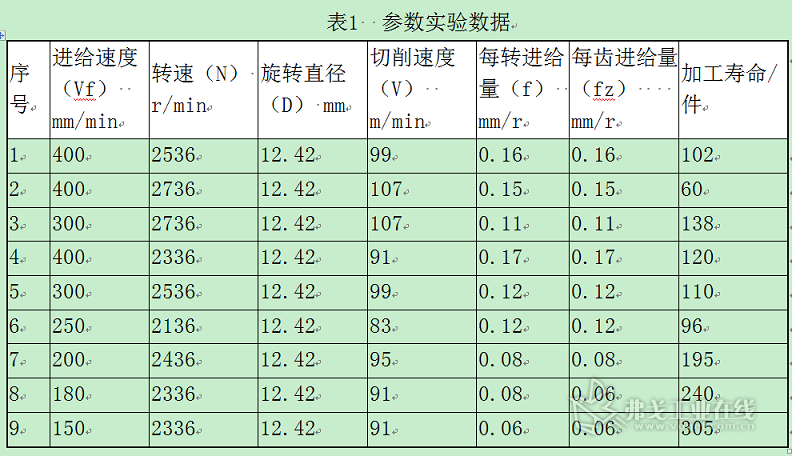
2.加工参数调整
从表1所示的参数实验数据中,选定切削速度91m/min和每齿进给0.06mm/r的参数进行加工。
3.刀具优化
采用U钻(见图4)来进行扩孔加工,双刀片呈对称布置,加工端面主切削刃取10°倾角,使加工时刀片产生较小的径向分力来保持刀头的平衡。安装硬质合金可转位刀片,刀杆采用钢结构,钻头切削时能承受更大的偏斜,既提高了刀具的整体轴向韧性,又保证了刀片的锋利性,提高了刀片使用的经济性。刀具容屑槽延伸至刀杆根部,同时优化加工程序,改善加工过程中的冲屑条件。


图4 进行扩孔加工的U钻
4.夹具结构优化
在工件中部增加辅助支撑(见图5),夹具定位后,主夹紧机构将工件夹紧,辅助支撑顶起。该结构可以在不改变现有定位夹紧方式的情况下,有效的增加工件在加工中的刚性。
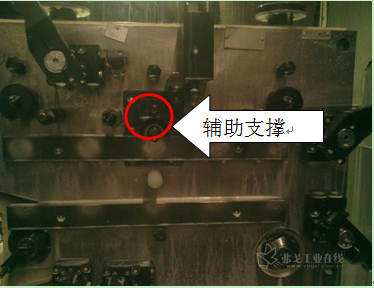
图5 辅助支撑
结语
以上优化措施实施后,刀具寿命得到了显著的提高。如图6所示,枪钻单支价格3120元,平均每月断刀9把,平均刀具寿命150件。通过优化,刀具寿命提升至500件,直接经济效益单量份成本降低0.9元/件。
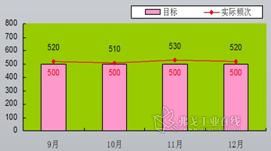

图6 刀具寿命得到显著提高
通过该问题的解决可以发现,虽然枪钻可以提供非常好的加工质量,但在本加工方案中却难以发挥其特点。由此可见,加工工艺方案的制定必须考虑到刀具、夹具和材料的匹配性,只有充分考虑到各自的特点,分析加工中可能产生的问题,制定有针对性的选择,才能达到最佳的加工效果,实现降低成本和提高刀具寿命的目的。
在加工中,工艺方案的缺点往往直观的反映在刀具的消耗上,本文阐述的分析思路及方法,可以给现场类似问题的解决提供一些参考。













![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖