智能化工厂物流管理和生产管理系统规划
工厂智能化意义及概述
让每个员工可以轻易地取得必要的信息,对如今制造业这个超级竞争环境而言是十分关键的。在生产方面, 工人承担着提高生产的重任, 而生产资金预算却没有增加, 迫使他们更高效并更有效地利用其现有资源。在商业方面,个人必须基于目前工厂里生产的现状做出实时决策。在以上两个方面的业务中, 都对安全性、综合的审计轨迹和增强的问责制有日益增长的需求。为了更高效地满足这些需求, 商业和生产就必须以更具生产力和无缝的方式互动。智能化工厂就应运而生,它通过加入智能化因素,为生产制造产生惊人积极的影响。
智能化系统主要是现场工艺、设备相关的软硬件系统。通过该系统,生产管理人员对全厂所有机组的生产进行有效的监测、优化、调度(图1)和管理,降低生产成本,提高全厂经济效益。主要包括:物流管理系统、生产管理系统。

智能化物流系统规划
1.系统概述
在智能化工厂中,物流控制系统是生产机器和产品间一条沟通的纽带,它具有智能感知、智慧控制的特点,大大减少系统中人的干预和决策。在智能化工厂中,物流控制系统以物联网技术为基础,利用信息传感设备,按约定的协议,把被处理对象与互联网相连接。在不久的将来,随着工厂的智能化,自动化物流系统必将转变为智能化物流系统。
智能化工厂的物流控制系统负责生产设备和被处理对象的衔接,在系统中起到了承上启下的作用。它以物联网技术为基础,利用射频识别(RFID)、光电感应、红外感应器、超声波感应、激光扫描器及机械视觉识别等信息传感设备,按约定的协议,将被处理对象与互联网相连接。
2.网络结构
在整个车间生产设备的自动化控制系统中,采用“集中监测、分散控制”的典型控制模式,依据这一原则,将整个车间生产设备的控制系统分为工业以太网和现场总线网络,如图2所示。

底层网络用于采用Profibus工业现场网络,通过在每个物流管理区设置远程IO站,用于采集拉绳、按钮开关的信号,并根据配送信息控制三色指示灯状态。采用现场总线技术,可以全面覆盖物流区,保证系统能够全面地采集现场的信息;同时,采用现场总线技术可以高速实时地采集现场信息,做到实时的数据发布。
上层网路采用标准的工业以太网结构,通过建立车间的冗余环形工业以太网,网络中的每个节点交换机可以就近接入其半径100 m范围内的以太网设备,从而实现现场数据、服务器、管理计算机、LED显示屏和上层ERP系统之间的信息实时共享。
3.具体方案
(1)系统内容
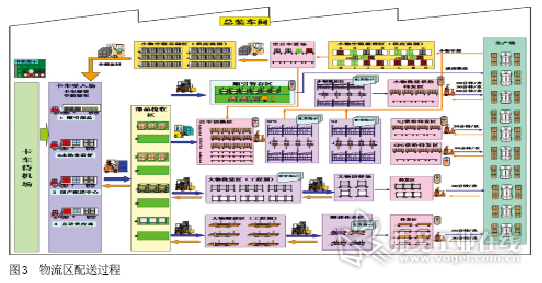
物流信息需求分为3类:物流作业信息需求、异常信息需求,以及统计分析需求。物流作业信息需求包括卸货区指示、验收区、配货区、投棚待发区和上线待发区。在作业区分别设置信息显示,明确物流信息需求,完成物流配送工作,确保生产物流顺利进行,图3为物流区配送过程。
(2)物流系统
1)卸货区
作用:物流公司根据生产计划,按预定时间装载预定汽车零部件到达待机场后,根据卸货区状态显示进入卸货区进行卸货作业。卸货位状态指示灯与卸货区状态显示板联动,实时反映卸货位空/满状态,指导物流车辆进入相应卸货位。
原理:卸货区显示板显示内容,空时为绿色,满时为红色,指示物流车辆是否允许进入卸货位。卸货位状态指示灯与卸货区显示板显示内容联动,卸货驾驶员进入卸货位后,按下按钮指示灯变为红色,此时显示板相应卸货位变为红色,完成卸货作业离开时按下按钮,指示灯变为绿色,显示板相应卸货位变为绿色,实时反映卸货位空/满状态,指导物流车辆进入相应卸货位。
2)配货区
作用:指导物流工作人员分拣、配货。
原理:在生产线设置信息采集点(不同区域采集点不同),在零部件存储区设置计算机及其他打印设备,将实际生产顺序打印出来,形成配货指示单,物流工作人员根据配货指示单进行分拣、配货。
3)投棚待发区
作用:指导物流工作人员适时、适量地进行投棚作业。
原理:投棚待发区按照零件分类及物流方式进行分区,要求在作业循环内将某个验收区的所有零件投入到各个存储区中,投棚人员参照显示屏上线车体数进行作业,投棚状态有3种,指示灯正常发出时为绿色,延迟发出为黄色,一个作业循环内未发为红色,并发出报警声,投棚人员离开时进行拉绳确认,指示灯恢复为绿色。
4)上线待发区
作用:指导物流配送人员适时、适量地将零部件供应至相应工位。
原理:根据零部件分类不同,分别设置相应上线待发区,不同分类零件依照线侧零件用量,合理设置上线频率,待发区内各待发链根据送线频率划分不同时间段的待发链,并依照零件上线频率计算方法科学配置应急待发链。零件存储区作业人员根据零件上线频率指示配货,零件配送上线时,根据总装上线点通过车体数量触发上线指令,发车指示显示屏(或显示板)显示发车指示信息,操作员根据指令发车,同时拉绳确认车辆发出。在待发区前设置三色指示灯,显示当前零件配送及时状态,协助现场管理人员根据现场送线情况及时处理应急异常情况。
5)异常物料呼叫系统
作用:在物流系统中添加异常信息指示,以对应生产线侧异常情况。
原理:在生产线侧设置触摸屏(显示工位、物流信息),在各个存储区设置大显示屏,显示生产线侧物流异常情况,以对应生产线侧、存储区物流异常情况。
6)统计分析
生产物流系统具有统计分析物流停线功能,统计物流停线时间、分布和车位利用情况。
(3)接口要求
总装物流系统与ERP、AVI车体跟踪系统和安灯系统有接口关系。
(4)工程范围
1)卸货区 卸货门口各一块屏,每个卸货位有一套三色指示灯。
2)配货区 每个配货区配备1台计算机和1台打印机。
3)投棚待发区 投棚待发区每个通道有1套三色指示灯,根据投棚待发区域设置两套LED液晶显示屏,以便投棚人员都能看到屏。
4)上线待发区 上线待发区每区配一套LED液晶显示屏,每个通道1套三色指示灯。
5)异常物流呼叫 根据生产线侧物料呼叫,按预计班组配置线侧触摸屏,应对物料呼叫,根据物料区设置大显示屏
6)办公室 总装车间办公室配置1台服务器,用于物料系统功能的实现。
智能化生产管理系统(CCR)
在生产管理方面,设置总装车间中央控制室,供生产管理人员随时掌握和调度生产状况。同时可为生产部门提供信息报表。与MES对接,对生产信息实时监控与管理,实现对设备故障、质量、安全、物流拉动与异常等管理监控。保证生产稳定与高品质的目标,实现工厂信息化管理。CCR系统(图4)通常由以下模块组成:设备监控模块PMC、安灯管理模块ANDON、质量管理模块、AVI跟踪模块和能源管理模块。

1.设备监控模块PMC
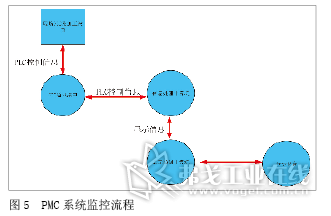
PMC系统用来实时地监视生产状态,测量和跟踪生产设备的工作情况,当生产设备出现生产问题时,系统将向车间人员报警。该系统将监视生产的节拍时间、设备的正常运行时间、故障停机时间,以及生产设备的故障。系统通过以太网与现场MES进行通信获取数据。系统还将生产信息和报警信息记录到数据库,供今后生成报表使用。PMC系统监控流程如图5所示。
2.安灯管理模块ANDON
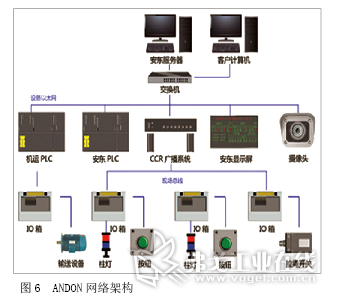
ANDON系统(图6)是应用在总装车间生产线上的实时呼叫系统(通称ANDON—安灯),用来帮助生产线上的工人在一定生产节拍内,完成质量可靠的产品装配任务。在生产过程中,各个工位的工人可以通过ANDON系统的防爆旋钮/拉绳、呼叫按钮盒等向班组长汇报产品质量问题、设备故障或其他请求帮助等。通过ANDON系统的看板、呼叫音乐及中控上位ANDON管理软件,可及时地将各个现场的各类问题广播到各班组长,提醒班组长尽快帮助解决问题。同时ANDON也可以通过LED大屏显示生产信息和设备、机运的故障。通过报表可以查询请求帮助、故障等相关历史信息及统计资料进行打印发布。
ANDON系统的可视管理是实施精益生产的重要方法之一,是提供直观了解制造计划、生产条件和进展状态的简单视觉信号。用这些视觉冲击使工人自觉约束所有的不增值活动,控制生产自主的进行。
ANDON系统能够收集生产线上有关设备、生产以及管理的多方面信息。在对这些信息进行处理后,ANDON系统控制分布在整个车间的指示灯和声音报警系统,每个工位都
有控制开关,当出现问题时,可及时反映到主机,通知其他部门解决,并可由计算机记录、分析问题频率。
3. AVI管理模块
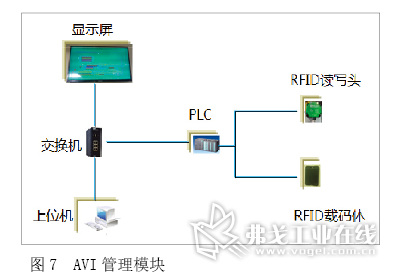
AVI(Automatic Vehicle Identification)系统(图7)通过条形码信息或RFID载体实现对车辆的跟踪及识别, 并将这些生产现场所获信息及时反馈到相关系统。主要功能:车体扫描和队列维护、车体信息接收和上传、现场状态监控及信息交互。
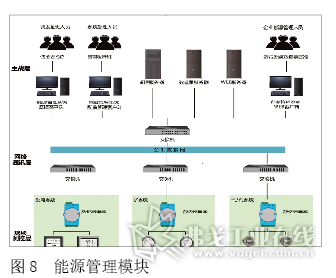
4.能源管理模块
能源管理模块主要作用:①完善能源信息的采集、存储、管理和有效利用;②在公司层面对能源系统采用分散控制和集中管理;③减少能源系统运行成本,提高劳动生产率;④为进一步对能源数据进行挖掘、分析、加工和处理提供条件。能源管理模块网络架构如图8所示。
结束语
随着技术的不断提升,企业对资源的需求也在不断提高,“更聪明而不是更艰苦地工作”的趋势肯定会继续和加强。通过从基础生产设施、人员,甚至供应链获取信息,可以产生不同凡响的结果。
商用车多品种、变批量制造的特点迫切需要智能化、柔性化,商用车生产特点体现了生产线的智能化、柔性化具有更实际的应用前景。本文仅从商用车智能化工厂物流管理和生产管理系统规划具体内容进行阐述,对商用车智能化工厂规划具有一定借鉴意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖